摩擦接合用元件的制作方法
本发明涉及摩擦接合用元件。本发明一边使该摩擦接合用元件高速旋转一边将其向板组压入,通过摩擦接合来将该板组接合,所述板组是对上板使用了高强度钢板的由2张以上的金属板构成的板组。
背景技术:
1、在近年来的汽车产业中,以由车身轻量化实现的环境负荷降低和安全性的同时成立为目的,被称作超高张力钢的高强度钢板的采用正在推进,期待着今后进一步的高强度及高加工性的钢板的开发。然而,与钢板的高强度化及高加工性化一起,在电阻点焊等熔融接合中,由凝固组织的脆化引起的接头强度的下降成为了课题。因而,能够以非熔融的方式将高强度钢板接合的接合技术受到关注。
2、作为非熔融方式的接合技术,例如,如参考文献1所记载的那样研究着一边使元件高速旋转一边将其向板组压入来进行接合的few(friction element welding:摩擦元件接合)的应用。作为该元件,例如提出了专利文献1所公开的方法等。
3、[参考文献1]jamie d.skovron,brandt j.ruszkiewicz,and lainemears,“investigation of the cleaning and welding steps from the frictionelementwelding process”(asme 2017 12th international manufacturing scienceandengineering conference collocated with the jsme/asme 2017 6th internationalconference on materials and processing,june 4-8,2017los angeles,california,usa)
4、在专利文献1所公开的技术中,接合要素(元件)的心轴部顶端通过摩擦焊接而与下板连接,元件头部的凸缘盘将在接合过程中塑性变形而被挤出的上板材料压住,由此,达成板组的接合。
5、现有技术文献
6、专利文献
7、专利文献1:日本特表2013-534994号公报
技术实现思路
1、发明所要解决的课题
2、在专利文献1中,例如记载了对构成板组的上板使用铝板、对下板使用钢板。然而,在专利文献1所记载的技术中,在对上板应用了钢板的情况下,上板的塑性变形不充分,因此接合要素(元件)的凸缘盘和上板不接触,元件无法将上板充分地固定。其结果是,有时难以达成板组的接合。
3、本发明解决上述课题,其目的在于提供能够实现对上板应用了高强度钢板的重叠2张以上的金属板而成的板组的机械接合的摩擦接合用元件。
4、用于解决课题的手段
5、本发明人为了达成上述课题而进行了锐意研究。其结果是,得到了以下见解:通过对摩擦接合用元件的侧面形状下功夫,即使是将2张以上的金属板重叠而成的板组、尤其是对上板使用了包含超高张力钢的钢板(高强度钢板)的由2张以上的金属板构成的板组,也能够实现基于机械接合的接合。
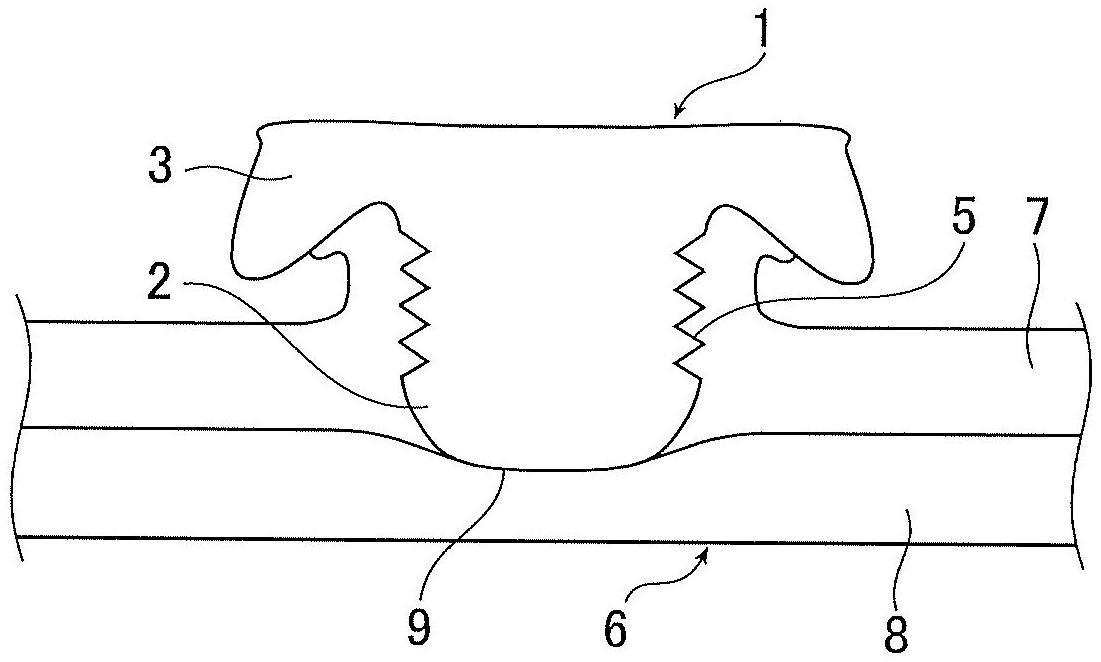
6、具体而言,通过在摩擦接合用元件的心轴侧面设置螺纹牙,能够使摩擦接合用元件和上板啮合。由此,即使在对板组的上板使用高强度钢板的情况下,摩擦接合用元件也能够将上板充分地固定,能够实现上述板组的基于机械接合的接合。
7、本发明是基于上述见解进一步反复研究而完成的,本发明的主旨如下。
8、[1]一种摩擦接合用元件,将对上板使用了高强度钢板的重叠2张以上的金属板而成的板组机械接合,其中,
9、所述摩擦接合用元件具备:心轴,具有被调整为所述板组的总板厚以下的长度的全长;及凸缘盘,设置在该心轴的上部,
10、所述摩擦接合用元件在所述心轴的头部侧的侧面具有螺纹牙。
11、[2]根据[1]所述的摩擦接合用元件,所述螺纹牙在螺纹牙的表面具有涂层。
12、[3]根据[1]或[2]所述的摩擦接合用元件,在所述心轴的侧面区域设置有2列以上且20列以下的所述螺纹牙,将相邻的所述螺纹牙之间的距离设为100~1000μm的范围。
13、发明效果
14、根据本发明,通过螺纹紧固将本发明的摩擦接合用元件和板组固定,从而即使是对上板使用了高强度钢板的由2张以上的金属板构成的板组,也能够达成基于机械接合的接合。由此,能够提供具有良好的接头性能的机械接合接头。
技术特征:
1.一种摩擦接合用元件,将对上板使用了高强度钢板的重叠2张以上的金属板而成的板组机械接合,其中,
2.根据权利要求1所述的摩擦接合用元件,其中,
3.根据权利要求1或2所述的摩擦接合用元件,其中,
技术总结
提供摩擦接合用元件。本发明将对上板使用了高强度钢板的重叠2张以上的金属板而成的板组机械接合,其中,摩擦接合用元件具备:心轴,具有被调整为板组的总板厚以下的长度的全长;及凸缘盘,设置在心轴的上部,所述摩擦接合用元件在心轴的头部侧的侧面具有螺纹牙。
技术研发人员:宗村尚晃,松田广志,村上善明
受保护的技术使用者:杰富意钢铁株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!