板凸度控制装置的制作方法
本发明涉及一种板凸度控制装置,特别涉及热轧中的板凸度控制装置的学习以及控制方法。
背景技术:
1、对于被轧制材的板宽方向上的板厚精度的要求逐年变得严格。在使用板凸度的预测模型的轧制作业中,提高所述预测模型的精度是极其重要的。
2、已知,为了如此控制板凸度而使用工作辊弯曲机、cvc(continuous variablecrown)辊位移等的机构。
3、而且,为了实现高精度的板凸度控制,需要正确地设定各机架的机构。通过板凸度控制装置来计算这些机构的设定值。一直以来提出有各种的板凸度预测方法、设定值计算方法,并实现了其精度提高。
4、另外,申请人认为以下记载的文献是与本发明相关联的文献。
5、现有技术文献
6、专利文献
7、专利文献1:日本专利3253013号公报
8、专利文献2:日本特公平3-72364号公报
9、专利文献3:日本特开昭59-215205号公报
10、非专利文献
11、非专利文献1:柳修介、池田昌则、国井弘“铝热轧中的板凸度调整模型的开发”神户制钢技报/vol.58no.3(dec.2008)p29
12、非专利文献2:k.n.shohet,n.a.townsend“roll bending methods of crowncontrol in four-high plate mills”,j.the iron and steel institute,(nov.1968)p1088
13、非专利文献3:k.n.shohet,n.a.townsend“flatness control in platerolling”,j.the iron and steel institute,(oct.1971)p769
技术实现思路
1、发明要解决的课题
2、近年来,导入了在轧制机出侧测定被轧制材的宽度方向板厚分布的板凸度计、测定板形状的平坦度计。采用积极地运用这些的动态的反馈控制等,进行高品质的被轧制材的制造。
3、但是,被轧制材的最前端部无法应用基于板凸度计、平坦度计的动态的反馈控制。因此,最前端部的产品的板凸度取决于轧制开始时的板凸度控制装置对各机架的机构的设定精度。
4、因此,通过使用了板凸度计以及平坦度计的学习,能够实现板凸度控制装置对各机架的机构的设定精度提高。广泛使用的学习方法是基于板凸度计的实测值在下一个被轧制材的设定计算中修正内部目标值的方法。
5、例如,在板凸度实测值比目标值40微米大10微米的情况下,在下一个被轧制材的设定计算中,将从目标值减去10微米后的30微米作为内部目标值而进行计算。
6、但是,在该方法中,越是靠后级侧机架,越相对于与原本目标不同的目标进行计算。因此,存在各种预测模型的误差变大,精度提高具有极限这样的问题。
7、另外,在专利文献1中,通过将在精加工出侧计测到的凸度实际值与预测值的偏差分配给各机架的机械板凸度预测值中来进行模型误差的修正。
8、然而,仅是将精加工出侧的凸度实际预测误差由全部机架进行平分、或者根据板厚比进行分配。因此,在将学习结果反映到设定计算的情况下,有可能引起各机架出侧的平坦度恶化的问题、各机架的弯曲力或位移位置达到机械的、作业的极限值而无法实现目标板凸度等问题。
9、另外,在非专利文献1中公开了如下方法:将操作人员进行修正后的弯曲机的实际值设为正,对机械板凸度模型的各影响系数进行修正。在该方法中,其前提为,如铝热轧那样几乎没有辊磨损、辊的热膨胀(热凸度)的举动也稳定,能够根据微小误差进行预测。完全没有考虑辊型的推断误差的校正。
10、但是,在钢铁轧制中轧制温度较高、还含有各种合金成分,因此辊磨损一般会达到几百微米。另外,轧制温度不同的各种合金按照混合存在的顺序被轧制,因此热凸度示出复杂的举动。因此,即使通过辊温度的计测等来进行参数调整,也难以充分降低其预测误差。因而,即使将非专利文献1的方法应用于钢铁轧制,由于辊型的推断误差的影响,也存在无法以足够的精度修正影响系数的问题。
11、另外,在专利文献2、专利文献3所公开的方法中,终究是由板凸度计检测出的板凸度误差按照仅根据遗传系数或者形状变化系数来决定的分配方法进行分配、或向各机架进行分配而学习。即,在该分配时,完全没有考虑由于cvc、配对交叉机构的有无而引起的各机架的机械凸度可变能力的不同等。因而存在如下问题:在机架间平坦度的余量最大、但机械凸度可变能力却小的机架中达到机械凸度的上限或者下限,导致很大可能性无法实现机架间的平坦度、最终机架出侧凸度。
12、本发明是为了解决上述那样的课题而完成的,其目的在于提供一种板凸度控制装置,能够提高工作辊弯曲、曲线辊位移等的设定精度,实现稳定的通板以及成品率的提高。
13、用于解决课题的手段
14、第一观点关于在串联轧制设备中应用的板凸度控制装置。
15、串联轧制设备通过多个机架对被轧制材进行连续轧制。
16、板凸度控制装置基于通过设定计算计算出的各机架的出侧板凸度设定计算值、所述各机架的机械板凸度设定计算值、所述各机架的弯曲力及位移位置的设定值,控制串联轧制设备。
17、板凸度控制装置具备至少一个处理器以及存储器。
18、所述存储器存储对于在所述被轧制材的长度方向上确定的测定点、通过在所述多个机架的最终机架的出侧设置的板凸度计以及平坦度计测定出的出侧板凸度实测值以及平坦度实测值。
19、所述存储器存储所述测定点通过所述各机架时的包含轧制载荷、弯曲力、位移位置的实际值。
20、所述存储器存储存放所述各机架的第一学习值的学习表。
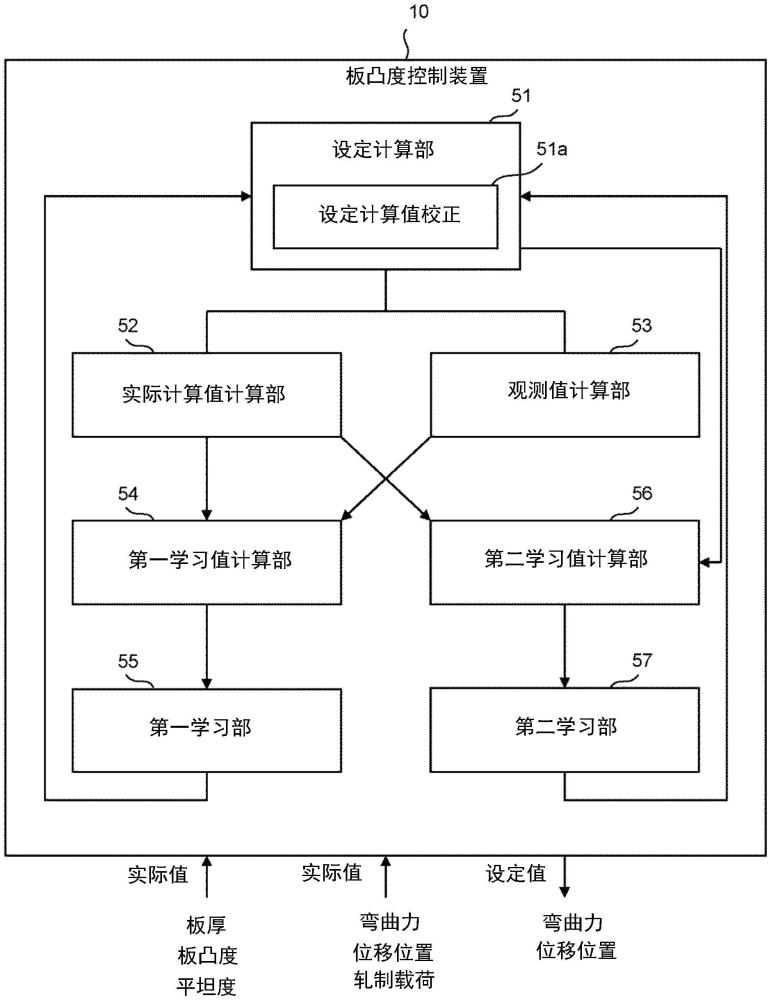
21、所述处理器构成为,执行所述设定计算、实际值计算、观测值计算、第一学习值计算、第一学习、以及设定计算值校正。
22、所述实际值计算为,基于各所述实测值以及各所述实际值来计算所述各机架的机械板凸度实际计算值。
23、所述观测值计算为,使用所述各机架的第一学习加权系数来计算所述各机架的机械板凸度观测值,以使其与所述最终机架的所述出侧板凸度实测值一致。
24、所述第一学习值计算为,基于所述各机架的所述机械板凸度观测值与所述各机架的所述机械板凸度实际计算值之差,计算所述各机架的第一学习当前值。
25、所述第一学习为,通过所述各机架的所述第一学习当前值及平滑化增益,对所述学习表中存放的所述各机架的所述第一学习值进行比例分配而进行更新。
26、所述设定计算值校正为,在下一个被轧制材以后的所述设定计算中,使用对所述各机架的所述机械板凸度设定计算值加上从所述学习表读出的所述各机架的所述第一学习值而得到的所述各机架的校正后的机械板凸度设定计算值,计算所述各机架的弯曲力及位移位置的设定值。
27、第二观点在第一观点的基础上还具有如下特征。
28、所述学习表存放所述各机架的第二学习值。
29、所述实际计算值计算包括基于各所述实测值以及各所述实际值来计算所述各机架的出侧板凸度实际计算值。
30、所述处理器构成为,还执行第二学习值计算、以及第二学习。
31、所述第二学习值计算为,使用所述最终机架的所述出侧板凸度实际计算值与所述最终机架的所述出侧板凸度设定计算值之差、所述各机架的第二学习加权系数、以及所述各机架的转印率,计算所述各机架的第二学习当前值。
32、所述第二学习为,通过所述各机架的所述第二学习当前值及平滑化增益,对所述学习表中存放的所述各机架的所述第二学习值进行比例分配而进行更新。
33、所述设定计算值校正为,在下一个被轧制材以后的所述设定计算中,使用对所述各机架的所述机械板凸度设定计算值加上从所述学习表读出的所述各机架的所述第一学习值与所述各机架的所述第二学习值而得到的所述各机架的校正后的机械板凸度计算值,计算所述各机架的弯曲力及位移位置的设定值。
34、第三观点在第一或者第二观点的基础上还具有如下特征。
35、所述实际计算值计算包括基于各所述实测值以及各所述实际值来计算所述各机架的出侧板凸度实际计算值。
36、所述观测值计算为,对所述最终机架的所述出侧板凸度实测值与所述最终机架的所述出侧板凸度实际计算值的偏差乘以所述各机架的所述第一学习加权系数以及板厚比后,与所述各机架的所述出侧板凸度实际计算值相加,来计算所述各机架的出侧板凸度观测值。
37、所述观测值计算为,使用所述各机架的入侧板凸度观测值以及所述各机架的所述出侧板凸度观测值、遗传系数、转印率、所述各机架的入侧与出侧的板厚之比,计算所述各机架的所述机械板凸度观测值。
38、第四观点在第一或者第二观点的基础上还具有如下特征。
39、所述观测值计算为,确定制约条件、设计变量、以及目的函数,并以使目的函数最小化的方式计算设计变量。
40、所述制约条件是所述各机架的板凸度预测式。
41、所述设计变量是所述各机架的所述机械板凸度观测值以及除了所述最终机架以外的所述各机架的出侧板凸度观测值。
42、所述目的函数是所述各机架的所述机械板凸度观测值与所述各机架的所述机械板凸度实际计算值的偏差、或者对该偏差乘以所述各机架的所述第一学习加权系数而得到的值的绝对值的合计值或者平方和。
43、第五观点在第三或者第四观点的基础上还具有如下特征。
44、所述观测值计算为,根据所述各机架的弯曲力以及位移位置的上限值以及下限值来计算所述各机架的机械板凸度可变范围。
45、所述观测值计算为,对所述各机架的所述机械板凸度可变范围乘以转印率并除以机架出侧板厚来计算所述各机架的第一板凸度比率可变范围。
46、所述观测值计算为,基于所述各机架的平坦度极限来计算所述各机架的第二板凸度比率可变范围。
47、所述观测值计算为,将所述各机架的所述第一板凸度比率可变范围以及所述第二板凸度比率可变范围中较小的一方乘以校正系数来计算所述各机架的所述第一学习加权系数。
48、第六观点在第四观点的基础上还具有如下特征。
49、所述设计变量包括所述各机架的板凸度比率遗传系数或者转印率。
50、所述制约条件包括与前级机架相比后级机架的所述板凸度比率遗传系数较大、或者与前级机架相比后级机架的所述转印率较小这样的不等式。
51、第七观点在第二观点的基础上还具有如下特征。
52、所述各机架的所述第二学习加权系数是所述各机架的所述机械板凸度实际计算值与所述各机架的所述机械板凸度设定计算值之差除以所述各机架的出侧板厚而得到的值。
53、发明的效果
54、根据本发明,能够基于由配置在串联轧制设备的出侧的板凸度计测定的实测值来推断机械板凸度观测值,并对机械板凸度观测值与机械板凸度实际计算值之差进行学习。使用该学习结果,能够在下一个被轧制材以后的设定计算中校正机械板凸度预测值(设定计算值)。据此,能够抑制产生各机架出侧的平坦度恶化的问题,各机架的弯曲力、位移位置达到机械的、作业的极限值而无法实现目标板凸度的问题。其结果,能够使工作辊弯曲、曲线辊位移等的设定精度提高,使最终机架出侧板凸度接近目标值,实现稳定的通板以及成品率的提高。
- 还没有人留言评论。精彩留言会获得点赞!