钎具库体墩锻装置及工艺的制作方法
本技术涉及钎具墩锻的领域,尤其是涉及一种钎具库体墩锻装置及工艺。
背景技术:
1、钎具是一种凿岩孔用的作业工具,主要包括钎头和库体,钎具库体一般通过墩锻成型制得,其加工步骤为将工件加热后,在镦锻机的冲压下热冲成型。
2、冲压过程中,由于工件温度较高,冲头和冲套在受热状态下受压容易发生变形弯曲、甚至开裂,影响冲压效果,有待改进。
技术实现思路
1、为了改善冲压过程中,冲头和冲套在受热状态下受压容易发生变形弯曲、甚至开裂,影响冲压效果的问题,本技术提供一种钎具库体墩锻装置及工艺。
2、第一方面,本技术提供一种钎具库体墩锻装置,采用如下的技术方案:
3、一种钎具库体墩锻装置,包括机架、设于所述机架上的上料机构、送料机构、升降滑移于所述机架上的冲头、设于所述机架上的固定模和设于所述固定模内的冲套,所述冲头上设有冷却流道,所述冷却流道上设有进液口和出液口,所述固定模上开设有穿孔,所述穿孔供所述冲头卡入,所述冲套位于所述穿孔内,所述穿孔内壁上开设有环形槽,所述凹膜上设有进水口和出水口,所述进水口和出水口均和所述环形槽连通,所述机架上设有驱动所述冲头移动的驱动件一,所述上料机构用于加热工件,所述送料机构用于将所述上料机构上的工件输送至所述冲套内。
4、通过采用上述技术方案,冲压过程中,往进水口和进液口内通水,利用流动的水带走冲头和冲套上的热量对冲头和冲套进行冷却,使得冲头和冲套在冲压过程中不易发生变形弯曲或开裂,有利于提高对工件的冲压效果以及延长冲头和冲套的使用寿命,降低工件的报废率,减少了材料不必要的损耗,有助于降低生产成本。
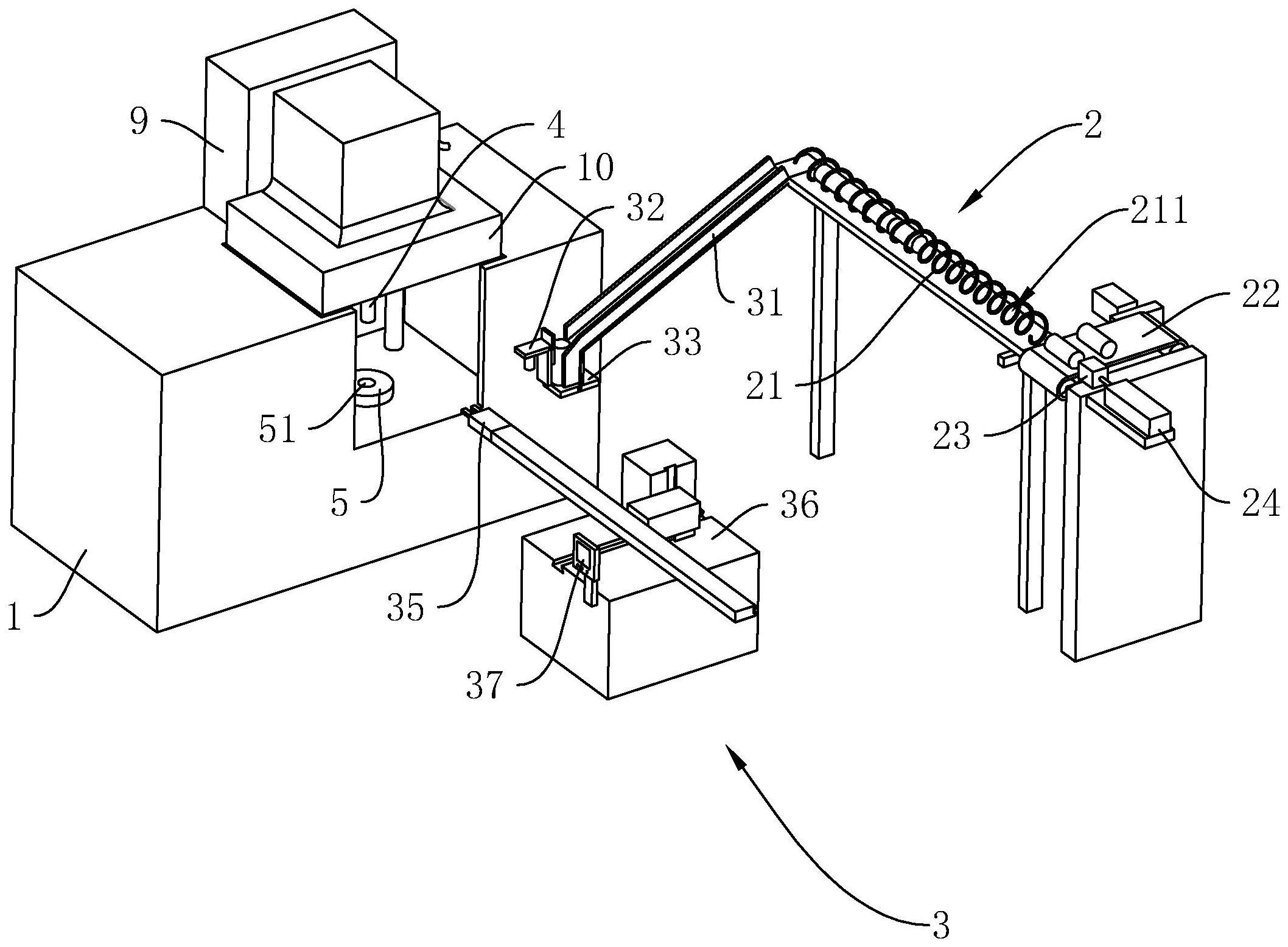
5、优选的,所述上料机构包括转动连接于所述机架上的输送带、设于所述机架上的加热件、滑移连接于所述机架上的推块和设于所述机架上的驱动件二,所述加热件上设有加热通道,所述加热件用于加热所述加热通道内的工件,所述输送带位于所述加热件的一端,所述输送带用于将工件输送至所述加热通道处,所述推块位于所述输送带远离所述加热件的一侧,所述推块滑移靠近或远离所述加热件,所述驱动件二驱动所述推块移动。
6、通过采用上述技术方案,将工件置于输送带上,输送带将工件输送至加热通道处,控制驱动件二驱动推块移动靠近加热件,从而将工件推入加热通道内,利用加热件对工件进行加热,至后续工件不断被推入加热通道内,位于加热通道最前方且被加热完毕的工件被推出加热通道,以便后续送料机构将工件输送至冲套处,实现工件的持续上料。
7、优选的,所述送料机构包括设于所述机架上的导向板、铰接于所述机架上的接料板、设于所述机架上的接触开关、滑移连接于所述机架上的夹持件、设于所述机架上的驱动件三以及设于所述驱动件三上的控制器;
8、所述导向板用于盛接从所述加热通道内出来的工件,所述导向板朝靠近所述冲套的方向倾斜向下,所述接料板位于所述导向板下方,所述接触开关抵接于所述接料板,所述夹持件沿xyz三轴方向滑移连接于所述机架上,所述夹持件用于夹持工件,所述驱动件三驱动所述夹持件移动,当工件落至所述接料板上时,所述接触开关和所述接料板脱离,所述控制器接收信号变化并控制所述驱动件三驱动所述夹持件将工件移动至所述冲套上方。
9、通过采用上述技术方案,加热通道内加热完毕的工件被推出后,工件落至导向板上并顺着导向板的倾斜方向滑落至接料板上,工件的重量推动接料板发生转动,使得接料板和接触开关脱离,接触开关的信号断开,控制器接收信号变化并控制驱动件三驱动夹持件将工件移动至冲套上方,然后控制夹持件松开工件,工件在重力作用下落入冲套内,即可完成工件从上料机构至冲套的转移。
10、优选的,所述送料机构还包括铰接于所述导向板上的限位块,所述限位块的铰接轴线平行于所述接料板的铰接轴线,所述限位块和所述导向板拼接形成有限位槽,所述限位槽用于工件竖直卡入。
11、通过采用上述技术方案,设置限位块和限位槽,当工件顺着导向板落至接料板上时,通过限位块抵接于工件从而对工件进行限位,使得工件保持竖直状态,以便于夹持件夹持工件,并在后续夹持件松开工件时,使得工件能够竖直卡入冲套内,减少了将工件放入冲套的过程中,工件被固定模或冲套卡住的情况。
12、优选的,所述机架上滑移连接有抵接板,所述抵接板用于盖合所述冲套下端,所述抵接板滑移靠近或远离所述冲套,所述机架上还设有驱动组件,所述驱动组件驱动所述抵接板移动。
13、通过采用上述技术方案,设置抵接板,当冲头下压时,通过抵接板盖合冲套下端,从而对冲套和工件进行限位,防止工件脱离冲套,当工件冲压成型后,通过驱动组件驱动抵接块移动远离冲套,使得抵接板和成型后的工件脱离,以便工件从冲套上掉落。
14、优选的,所述驱动组件包括设于所述驱动件一活塞杆上的顶杆、转动连接于所述机架上的传动杆、同轴设于所述传动杆上的传动轮、卷绕于所述传动轮上的传动链和设于所述机架上的弹性件一,所述顶杆上开设有供所述传动杆穿设的通孔,所述传动链和所述抵接板连接,所述弹性件一抵紧于所述抵接板使得所述抵接板具有靠近所述冲套的趋势,当所述顶杆上升时,所述传动链卷绕于所述传动轮上。
15、通过采用上述技术方案,当冲头上升时,带动顶杆上升,穿孔内壁抵接于传动杆带动传动杆和传动轮翻转,进而卷绕传动链,拉动抵接板移动远离冲套,当冲头下降时,带动顶杆下降,穿孔内壁抵接于传动杆带动传动杆和传动轮反向翻转,进而放出传动链,抵接板在弹性件一的作用下移动靠近冲套,实现冲头和抵接板之间的传动,保障了在冲头下移时,抵接板能够抵接于冲套内工件的下端对工件进行定位,并在冲头上升时,抵接板能及时脱离工件以便工件掉落,提高了冲头和抵接板之间联动的紧密性。
16、优选的,所述传动杆包括转动连接于所述机架上的杆体、滑移连接于所述杆体上的滑块和设于所述杆体上的弹性件二,所述滑块滑移远离或靠近所述杆体,所述滑块上设有导向面,所述导向面位于所述滑块靠近所述顶杆的一侧并朝远离所述杆体的方向倾斜向下,所述导向面用于抵接所述顶杆,所述穿孔供所述滑块穿设,所述弹性件二抵紧于所述滑块,使得所述滑块伸出所述杆体,所述机架上还设有挡块,所述挡块位于所述杆体铰接轴线远离所述滑块的一侧并位于所述杆体上方。
17、通过采用上述技术方案,当冲头上升时,带动顶杆上升,穿孔内壁抵接于滑块带动杆体和传动轮翻转,至顶杆上升到一定高度,此时,抵接板已脱离冲套内的工件,工件从冲套上掉落,滑块脱离穿孔,在弹性件一的作用下,抵接板滑移靠近冲套,杆体和传动轮反向翻转,至杆体抵接于挡块,抵接板盖合冲套下端,以便后续工件落入冲套内对工件进行定位,无需等冲头下降至抵接板盖合冲套下端时再放入工件,操作更为简便。
18、当冲头下降时,带动顶杆下降,顶杆抵紧于导向面推动滑块滑移靠近杆体,使得冲头继续下降,至滑块和穿孔对齐,滑块在弹性件二的作用下卡入穿孔内,以便后续冲头上升时带动杆体翻转。
19、优选的,所述固定模内开设有和所述穿孔连通的气腔,所述固定模上还开设有和所述气腔连通的进气口,所述固定模上设有单向阀一和单向阀二,所述单向阀一供所述进气口至所述气腔单向导通,所述单向阀二供所述气腔至所述穿孔单向导通;
20、所述气腔内滑移连接有活塞,所述穿孔和所述进气口位于所述活塞的同一侧,所述活塞的一端伸出所述气腔,所述活塞上滑移连接有滑杆,所述抵接板上开设有卡槽,当所述抵接板盖合所述冲套下端时,所述卡槽位于所述滑杆靠近所述冲套的一侧,所述卡槽供所述滑杆滑移卡入,所述滑杆靠近所述卡槽的端部设有圆弧面,所述圆弧面用于抵接所述卡槽槽口内壁,所述活塞上还设有弹性件三,所述弹性件三抵紧所述滑杆,使得所述滑杆具有靠近所述抵接板的趋势,所述固定模上还设有弹性件四,所述弹性件四抵紧所述活塞,使得所述活塞具有靠近所述穿孔的趋势。
21、通过采用上述技术方案,工件冲压完毕后,工件和冲套之间相互挤压,摩擦力较大,使得工件不易从冲套上掉落,当工件冲压完毕、冲头上升时,带动抵接板移动远离冲套,至卡槽和滑杆对准,滑杆在弹性件三的作用下卡入卡槽内,通过卡槽内壁抵接于滑杆带动滑杆移动,使得活塞移动远离穿孔,使得固定模外侧的气体通过单向阀一进入气腔内,至活塞抵接于气腔内壁,抵接板继续移动,卡槽内壁抵紧于圆弧面,推动滑杆脱离卡槽,活塞在弹性件四的作用下滑移靠近穿孔,从而将气腔内的气体通过单向阀二推入穿孔,气体流经工件和冲套之间的缝隙,从而将工件剥离冲套,以便于工件掉落,减少了抵接板重新盖合冲套内下端时,加工好的工件还位于冲套内的情况。
22、第二方面,本技术提供一种钎具库体墩锻工艺,采用如下的技术方案:
23、一种钎具库体墩锻工艺,采用上述任一项钎具库体墩锻装置,包括以下步骤:
24、上料机构加热工件,然后通过送料机构将上料机构上加热好的工件输送至冲套内,往进液口和进水口通入水,驱动件一驱动冲头卡入穿孔内并下压对冲套内的工件进行墩锻成型,制得钎具库体。
25、通过采用上述技术方案,冲压过程中,往进水口和进液口内通水对冲头和冲套进行冷却,使得冲头和冲套在冲压过程中不易发生变形弯曲或开裂,有利于提高对工件的冲压效果以及延长冲头和冲套的使用寿命,通过热冲一次成型,相较于相关技术中的二次成型,降低了生产成本,且加工效率更高。
26、综上所述,本技术包括以下至少一种有益技术效果:
27、1.冲压过程中,往进水口和进液口内通水对冲头和冲套进行冷却,使得冲头和冲套在冲压过程中不易发生变形弯曲或开裂,有利于提高对工件的冲压效果以及延长冲头和冲套的使用寿命,降低工件的报废率,减少了材料不必要的损耗,有助于降低生产成本;
28、2.当冲头上升时,带动顶杆上升,并带动杆体和传动轮翻转,至顶杆上升到一定高度,滑块脱离穿孔,在弹性件一的作用下,抵接板重新盖合冲套下端,以便后续工件落入冲套内对工件进行定位,当冲头下降时,带动顶杆下降,推动滑块滑移靠近杆体,至滑块和穿孔对齐,滑块在弹性件二的作用下卡入穿孔内,使得后续冲头上升时带动杆体翻转,提高了冲头和抵接板之间联动的紧密性;
29、3.当工件冲压完毕、冲头上升时,带动抵接板移动远离冲套,滑杆在弹性件三的作用下卡入卡槽内,带动活塞移动远离穿孔,使得固定模外侧的气体通过单向阀一进入气腔内,至活塞抵接于气腔内壁,滑杆脱离卡槽并在弹性件四的作用下带动活塞靠近穿孔,从而将气腔内的气体通过单向阀二推入穿孔,将工件剥离冲套,以便于工件掉落。
- 还没有人留言评论。精彩留言会获得点赞!