一种增材制造钛合金的内部缺陷修复方法与流程
本发明属于增材制造和焊接修复领域,尤其涉及一种增材制造钛合金的内部缺陷修复方法。
背景技术:
1、在航空航天领域,钛合金由于具有密度低、比强度高、韧性高、耐疲劳和耐腐蚀性能而得到广泛应用,其中tc4钛合金的应用最为广泛,在商用钛合金中的使用比例超过了50%。为了在航空航天领域最大限度的实现轻量化,采用一般的工艺对钛合金零部件进行加工往往材料利用率低、制造成本高。相较于传统的车、铣、刨、磨等减材制造技术,以激光定向沉积法和激光选区熔化法为代表的增材制造技术由于性价比更高得到了越来越多的关注。但由于增材制造过程中,钛合金材料不断经历急热和急冷的交替过程,导致熔池及附近部位材料的凝固和冷却速率比周围快,钛合金构件内部容易出现气孔点缺陷以及内部裂纹、未熔合等线缺陷,尤其是数量众多且随机分布的球形孔洞的存在,这使得增材制造钛合金的疲劳寿命远低于锻造钛合金,难以发挥其最大优势并且造成钛合金材料的浪费。
2、目前常用的钛合金修复方法有钎焊、激光熔敷和氩弧焊等方法,受修复工艺特点及条件要求等影响,采用常规钎焊、激光熔敷和氩弧焊等修复方法存在如下问题和难点:
3、1)钎焊修复后难以满足构件的强度需求;
4、2)激光熔敷修复气氛保护条件差,由于在凝固过程中存在保护气体,修复区容易形成气孔,导致材料脆化;
5、3)除气氛整体保护条件差以外,氩弧焊方法焊接热输入较大,高温预热后的零件修复操作难度大,易产生裂纹;
6、4)常规修复方法都需要清理位置、去除缺陷、开坡口,然后使用填充材料熔化填补坡口位置达到修复,修复方法复杂、工序长;
7、5)常规修复方法束源的熔透能力弱,热源的能量密度较低,易产生二次缺陷。
8、鉴于此,本发明亟需一种增材制造钛合金的内部缺陷修复方法以解决上述问题。
技术实现思路
1、本发明主要针对以上问题,提出了一种增材制造钛合金的内部缺陷修复方法,其目的是对增材制造钛合金构件内部的各种缺陷进行精确修复。
2、为实现上述目的,本发明提供了一种增材制造钛合金的内部缺陷修复方法,包括以下步骤:
3、对待修复的增材制造钛合金进行内部缺陷检测,确定需要进行修复的缺陷类型和缺陷区域;
4、根据所述缺陷区域,规划覆盖所述缺陷区域的修复区域,由所述修复区域确定焊接修复路径,根据所述缺陷类型规划所述缺陷类型的焊接修复方式;
5、根据所述缺陷区域的厚度位置,采用与所述缺陷区域等效厚度的钛合金试板进行焊接修复热输入试验;
6、根据所述焊接修复热输入试验,在所述钛合金试板表面和内部质量满足标准要求的前提下确定修复热输入能量值;
7、对待修复的所述增材制造钛合金在外围制造修复余量;
8、将外围制造有所述修复余量的增材制造钛合金进行修复前的准备工作;
9、根据得到的所述焊接修复路径、所述焊接修复方式以及所述修复热输入能量值对完成准备工作的具有修复余量的所述增材制造钛合金进行焊接修复。
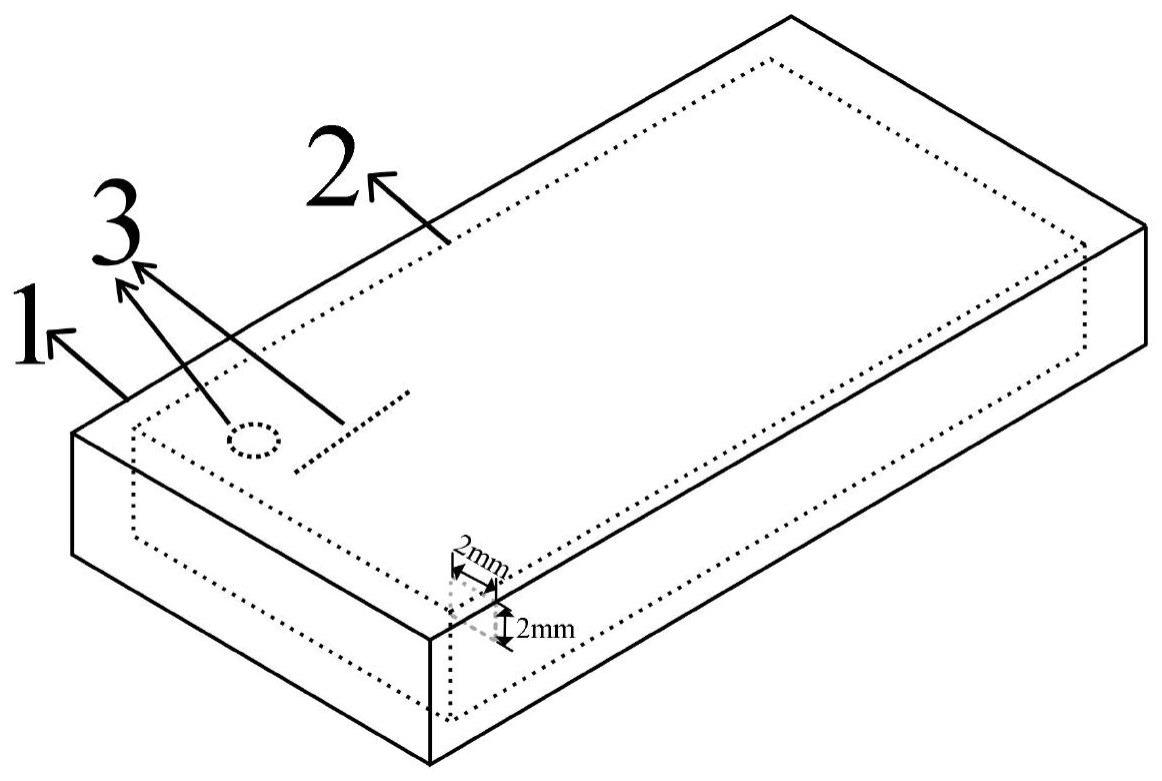
10、进一步地,待修复的所述增材制造钛合金在外围的长、宽、高单侧方向制造不超过2mm的所述修复余量。
11、进一步地,根据所述缺陷区域,规划覆盖所述缺陷区域的修复区域,由所述修复区域确定焊接修复路径的步骤包括:根据所述缺陷区域,在所述缺陷区域的始、末端两侧分别预留10mm作为覆盖所述缺陷区域的修复区域,设计由里向外的修复路径。
12、进一步地,将外围制造有所述修复余量的增材制造钛合金进行修复前的准备工作的步骤,包括:将外围制造有所述修复余量的增材制造钛合金放入真空电子束焊接设备中,抽真空至2~7×10-2pa。
13、进一步地,所述缺陷类型包括点缺陷和线缺陷,其中,所述点缺陷至少包括气孔和疏松;所述线缺陷至少包括未熔合和裂纹。
14、进一步地,根据所述缺陷类型规划所述缺陷类型的焊接修复方式是指:对于所述点缺陷,依据确定的所述修复热输入能量值,调控电子枪焊接修复参数首先采用偏摆扫描电子束进行定点加热,然后沿所述焊接修复路径运动进行焊接修复,在焊接修复中电子束熔透缺陷部位,使所述修复区域的金属达到熔融状态,将点缺陷从内部逐渐向表面移动直至排逸出。
15、进一步地,根据所述缺陷类型规划所述缺陷类型的焊接修复方式是指:对于所述线缺陷,依据确定的所述修复热输入能量值,沿所述焊接修复路径进行起束流、焊接修复、收束流的修复,在电子束焊接熔透缺陷部位,采用偏摆扫描工艺充分搅拌所述修复区域的熔化金属,利用焊接修复运动逐渐消除所述线缺陷。
16、进一步地,所述内部缺陷修复方法还包括对完成焊接修复的所述增材制造钛合金进行内部缺陷检测。
17、进一步地,对完成所述内部缺陷检测且符合修复要求的增材制造钛合金去除外围制造的修复余量。
18、进一步地,进行所述内部缺陷检测是通过非破坏性技术进行的。
19、本发明的上述技术方案具有如下优点:通过设计电子束焊接修复余量,以补偿缺陷修复的凹陷、凹坑及热变形,可在修复后加工去除,避免了修复对增材制造钛合金结构尺寸和性能的影响,为修复提供基础条件;采用等效缺陷位置厚度的试板确定的热输入能量,既可覆盖整个缺陷,提高了缺陷的消除率,又提升了修复工艺参数连续过渡的稳定性。
技术特征:
1.一种增材制造钛合金的内部缺陷修复方法,其特征在于,包括以下步骤:
2.如权利要求1所述的一种增材制造钛合金的内部缺陷修复方法,其特征在于,待修复的所述增材制造钛合金在外围的长、宽、高单侧方向制造不超过2mm的所述修复余量。
3.如权利要求1所述的一种增材制造钛合金的内部缺陷修复方法,其特征在于,根据所述缺陷区域,规划覆盖所述缺陷区域的修复区域,由所述修复区域确定焊接修复路径的步骤包括:根据所述缺陷区域,在所述缺陷区域的始、末端两侧分别预留10mm作为覆盖所述缺陷区域的修复区域,设计由里向外的修复路径。
4.如权利要求1所述的一种增材制造钛合金的内部缺陷修复方法,其特征在于,将外围制造有所述修复余量的增材制造钛合金进行修复前的准备工作的步骤,包括:将外围制造有所述修复余量的增材制造钛合金放入真空电子束焊接设备中,抽真空至2~7×10-2pa。
5.如权利要求1所述的一种增材制造钛合金的内部缺陷修复方法,其特征在于,所述缺陷类型包括点缺陷和线缺陷,其中,所述点缺陷至少包括气孔和疏松;所述线缺陷至少包括未熔合和裂纹。
6.如权利要求5所述的一种增材制造钛合金的内部缺陷修复方法,其特征在于,根据所述缺陷类型规划所述缺陷类型的焊接修复方式是指:对于所述点缺陷,依据确定的所述修复热输入能量值,调控电子枪焊接修复参数首先采用偏摆扫描电子束进行定点加热,然后沿所述焊接修复路径运动进行焊接修复,在焊接修复中电子束熔透缺陷部位,使所述修复区域的金属达到熔融状态,将点缺陷从内部逐渐向表面移动直至排逸出。
7.如权利要求5所述的一种增材制造钛合金的内部缺陷修复方法,其特征在于,根据所述缺陷类型规划所述缺陷类型的焊接修复方式是指:对于所述线缺陷,依据确定的所述修复热输入能量值,沿所述焊接修复路径进行起束流、焊接修复、收束流的修复,在电子束焊接熔透缺陷部位,采用偏摆扫描工艺充分搅拌所述修复区域的熔化金属,利用焊接修复运动逐渐消除所述线缺陷。
8.如权利要求1所述的一种增材制造钛合金的内部缺陷修复方法,其特征在于,所述内部缺陷修复方法还包括对完成焊接修复的所述增材制造钛合金进行内部缺陷检测。
9.如权利要求8所述的一种增材制造钛合金的内部缺陷修复方法,其特征在于,对完成所述内部缺陷检测且符合修复要求的增材制造钛合金去除外围制造的修复余量。
10.如权利要求1或8所述的一种增材制造钛合金的内部缺陷修复方法,其特征在于,进行所述内部缺陷检测是通过非破坏性技术进行的。
技术总结
本发明涉及一种增材制造钛合金的内部缺陷修复方法,包括:进行内部缺陷检测,确定缺陷类型和缺陷区域;根据缺陷区域,规划修复区域,由修复区域确定焊接修复路径,根据缺陷类型规划焊接修复方式;根据缺陷区域的厚度位置,采用与缺陷区域等效厚度的钛合金试板进行焊接修复热输入试验;根据焊接修复热输入试验,在试板表面和内部质量满足标准要求的前提下确定修复热输入能量值;对钛合金在外围制造修复余量;将外围制造有修复余量的钛合金进行修复前的准备工作;根据焊接修复路径、焊接修复方式以及修复热输入能量值对钛合金进行焊接修复,其目的是对增材制造钛合金构件内部的各种缺陷进行精确修复。
技术研发人员:唐振云,毛智勇,付鹏飞,李飞,冉洸奇,赵桐,李立航
受保护的技术使用者:中国航空制造技术研究院
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!