三通管路焊接工装及方法与流程
1.本发明属于焊接工装技术领域,更具体地说,是涉及一种三通管路焊接工装及方法。
背景技术:
2.金属三通管包括主管和支管,主管上设有用于与支管连通的孔。金属三通管制作时可以采用焊接的形式将支管焊接于主管上,焊接的时候需要对支管和主管的相对位置进行定位,现在是完全通过人工手扶的方式对主管和支管进行定位,精度难以保证。
技术实现要素:
3.本发明的目的在于提供一种三通管路焊接工装及方法,旨在解决完全通过人工手扶的方式对主管和支管进行定位,精度难以保证的问题。
4.第一方面,本发明实施例提供一种三通管路焊接工装,包括焊接台、定位轴、挤压件和限位轴。定位轴与所述焊接台连接,所述定位轴为轴心线水平设置的阶梯轴,包括直径较大的第一段和直径较小的第二段,所述第二段用于滑动穿入三通管的主管内,以使所述第一段与所述主管朝向所述第一段的端面抵接。挤压件与所述焊接台沿水平方向滑动连接,当所述第二段滑动穿入所述主管后,所述挤压件能够向所述第一段的方向滑动挤压所述主管背离所述第一段的端面。限位轴的轴心线竖直设置,所述限位轴与所述焊接台连接且能够沿竖直方向移动,所述限位轴用于通过沿竖直方向的移动滑动穿入立在所述主管上的支管内,以使所述支管与所述主管上用于与所述支管连通的孔对正。
5.本技术实施例所示的方案,与现有技术相比,将主管套设于第二段上,使主管朝向第一段的端面与第一段抵接,且使主管用于与支管连通的孔向上。驱动挤压件滑动,使得挤压件向第一段的方向挤压主管背离第一段的端面,从而限制主管移动。将支管立在主管上,且使限位轴滑动穿入支管内,从而使得支管与主管上用于与支管连通的孔对正,同时限制支管沿主管轴向的移动,进而实现支管与主管的定位,这样就不用完全通过人工手扶的方式对主管和支管进行定位。最后将主管和支管焊接在一起。如此就能够避免完全通过人工手扶的方式对主管和支管进行定位,精度难以保证的问题。
6.结合第一方面,在一种可能的实现方式中,所述焊接台具有水平设置的台板,所述三通管路焊接工装包括转动轴和固定块。转动轴的轴心线竖直设置,所述转动轴可转动设于所述台板上。固定块固设于所述转动轴上且与所述定位轴固定连接。其中,当所述转动轴转动到第一工位时,所述定位轴与所述挤压件的滑动方向平行,以使所述挤压件能够滑动靠近或者远离所述定位轴。
7.结合第一方面,在一种可能的实现方式中,所述转动轴的侧壁设有与所述转动轴同轴的环形凹槽,所述转动轴通过所述环形凹槽可转动卡设于所述台板内,所述三通管路焊接工装还包括位于所述台板下方的第一导轨、第一滑块、成品盒和u型轴。第一导轨水平设置且与所述挤压件的滑动方向垂直,所述第一导轨固设于地面上。第一滑块滑动设于所
述第一导轨上。成品盒的上端开口,所述成品盒固设于所述第一滑块上。u型轴包括竖直设置的竖直部以及水平设置的第一部和第二部,所述第一部位于所述第二部的上方,所述第一部与所述转动轴固定连接,当所述转动轴处于第一工位时,所述第一部和所述第二部均与所述第一导轨平行。其中,当所述转动轴处于第一工位、且所述成品盒随所述第一滑块滑动至所述台板的正下方时,所述第二部能够滑动穿透所述成品盒;当所述成品盒随所述第一滑块向远离所述竖直部的方向滑动至所述台板的一侧时,所述成品盒能够滑动脱离所述第二部。
8.结合第一方面,在一种可能的实现方式中,所述的三通管路焊接工装还包括吸气管、滑动轴、密封塞、进气管、进气阀门、固定板和抽真空装置。吸气管与所述固定块固定连接,所述吸气管的中部同轴穿透所述定位轴且与所述定位轴固定连接,当所述第二段滑动穿入所述主管内后,所述吸气管的第一端位于所述主管内。滑动轴与所述挤压件的滑动方向平行,所述滑动轴的中部穿透所述挤压件且与所述挤压件固定连接,当所述挤压件向所述第一段的方向滑动挤压所述第二段上的所述主管时,所述滑动轴的一端滑动穿设于所述吸气管内。密封塞与所述滑动轴用于滑动穿入所述吸气管内的一端的端面贴合固定,所述密封塞能够随所述滑动轴滑动穿入吸气管内。进气管的一端与所述吸气管固定连接且与所述吸气管内连通。进气阀门设于所述进气管远离所述吸气管的一端上。固定板水平设置且固设于所述转动轴上。抽真空装置固设于所述固定板上且抽气口与所述吸气管的第二端连接。其中,所述吸气管用于与所述进气管的连通处位于所述第二端与进入所述吸气管的密封塞之间。
9.结合第一方面,在一种可能的实现方式中,所述三通管路焊接工装还包括第二导轨、第二滑块和立柱。第二导轨沿所述挤压件的滑动方向设置且固设于所述台板上。第二滑块滑动设于所述第二导轨上。立柱固设于所述第二滑块上且与所述滑动轴固定连接。
10.结合第一方面,在一种可能的实现方式中,所述三通管路焊接工装还包括吸尘罩、滑动管、吸尘管、除尘罐、过滤网、抽风机、水箱和水洗管。吸尘罩的下端开口。滑动管与所述立柱连接,所述滑动管的一端封闭。吸尘管的一端与所述吸尘罩的顶部固定连接且与所述吸尘罩内连通,另一端与所述滑动管固定连接且与所述滑动管内连通。除尘罐固设于所述滑动管开口端,所述除尘罐设有与所述滑动管的开口端连通的对接孔,所述除尘罐上设有出气孔。过滤网位于所述除尘罐内且覆盖所述出气孔,所述过滤网与所述除尘罐的内壁贴合固定。抽风机固设于所述除尘罐上且进风口与所述出气孔连通。水箱的上端开口且固设于所述台板上。水洗管的一端与所述抽风机的出风口连接并连通,另一端通过水箱的上端穿入所述水箱内,所述水洗管位于所述水箱内的一段与所述水箱的内壁之间均具有间隙。其中,当所述挤压件向所述第一段的方向滑动挤压所述第二段上的所述主管时,所述吸尘罩位于待焊接的所述主管以及所述支管的正上方。
11.结合第一方面,在一种可能的实现方式中,所述三通管路焊接工装还包括固定管、驱动轴和弧形板。固定管滑动套设于所述限位轴上且与所述吸尘罩固定连接。驱动轴沿所述限位轴的径向设置且一端与所述限位轴固定连接。弧形板与所述驱动轴固定连接,当所述限位轴的底部滑动穿设于所述支管内的上部时,所述弧形板能够匹配贴合于所述滑动管的上部。
12.结合第一方面,在一种可能的实现方式中,所述滑动管与所述第二导轨平行且滑
动穿透所述立柱,所述三通管路焊接工装还包括液压缸。液压缸的缸体固设于所述立柱上,所述液压缸的活塞杆能够沿所述滑动管的轴向滑动且与所述滑动管固定连接。
13.结合第一方面,在一种可能的实现方式中,所述三通管路焊接工装还包括连接轴、收集盒、连接板、驱动管和连接螺栓。连接轴与所述滑动管平行且滑动穿透所述立柱。收集盒的上端开口,所述收集盒位于所述第二段上的所述主管的下方,所述收集盒与所述连接轴固定连接,所述收集盒用于承接所述主管与所述支管焊接处掉落的焊渣。连接板水平设置且固设于所述水洗管上。驱动管竖直设置且固设于所述连接轴上,所述驱动管位于所述连接板的下方且与所述连接板之间具有间隙,所述驱动管设有内螺纹。连接螺栓穿设于所述连接板以及所述驱动管内且与所述内螺纹螺纹连接。
14.第二方面,本发明实施例还提供了一种三通管路焊接方法,使用上述的三通管路焊接工装,包括以下步骤:a,将所述主管套设于所述第二段上,使所述主管朝向所述第一段的端面与所述第一段抵接,且使所述主管用于与所述支管连通的孔向上;b,驱动所述挤压件滑动,使得所述挤压件向所述第一段的方向挤压所述主管背离所述第一段的端面;c,将所述支管立在所述主管上,且使所述限位轴滑动穿入所述支管内;d,将所述主管和所述支管焊接在一起。
15.本技术实施例所示的方案,与现有技术相比,由于使用上述的三通管路焊接工装来实现主管和支管的定位,所以能够避免完全通过人工手扶的方式对主管和支管进行定位,精度难以保证的问题。
附图说明
16.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
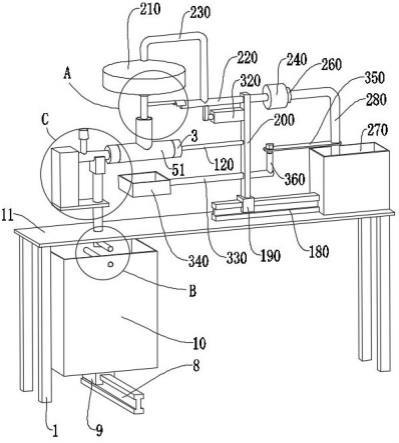
17.图1为本发明实施例提供的三通管路焊接工装的轴测结构示意图;图2为图1中的局部a的放大结构示意图;图3为图1中的局部b的放大结构示意图;图4为图1中的局部c的放大结构示意图;图5为本发明实施例提供的三通管路焊接工装的轴测剖视结构示意图;图6为图5中的局部d的放大结构示意图;图7为图5中的局部e的放大结构示意图;图8为图5中的局部f的放大结构示意图;图9为图5中的局部g的放大结构示意图;图10为图5中的局部h的放大结构示意图;图11为本发明实施例提供的三通管路焊接工装中的转动轴的轴测结构示意图;图12为本发明实施例提供的三通管路焊接工装中的u型轴的轴测结构示意图。
18.图中:1、焊接台;11、台板;2、定位轴;21、第一段;22、第二段;3、挤压件;4、限位轴;
51、主管;52、支管;6、转动轴;61、环形凹槽;7、固定块;8、第一导轨;9、第一滑块;10、成品盒;100、u型轴;1001、竖直部;1002、第一部;1003、第二部;110、吸气管;1101、第一端;1102、第二端;120、滑动轴;130、密封塞;140、进气管;150、进气阀门;160、固定板;170、抽真空装置;180、第二导轨;190、第二滑块;200、立柱;210、吸尘罩;220、滑动管;230、吸尘管;240、除尘罐;2401、对接孔;2402、出气孔;250、过滤网;260、抽风机;270、水箱;280、水洗管;290、固定管;300、驱动轴;310、弧形板;320、液压缸;330、连接轴;340、收集盒;350、连接板;360、驱动管;370、连接螺栓。
具体实施方式
19.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
20.请一并参阅图1、图2、图5和图6,现对本发明提供的三通管路焊接工装进行说明。所述三通管路焊接工装,包括焊接台1、定位轴2、挤压件3和限位轴4。定位轴2与焊接台1连接,定位轴2为轴心线水平设置的阶梯轴,包括直径较大的第一段21和直径较小的第二段22,第二段22用于滑动穿入三通管的主管51内,以使第一段21与主管51朝向第一段21的端面抵接。挤压件3与焊接台1沿水平方向滑动连接,当第二段22滑动穿入主管51后,挤压件3能够向第一段21的方向滑动挤压主管51背离第一段21的端面。限位轴4的轴心线竖直设置,限位轴4与焊接台1连接且能够沿竖直方向移动,限位轴4用于通过沿竖直方向的移动滑动穿入立在主管51上的支管52内,以使支管52与主管51上用于与支管52连通的孔对正。
21.本发明提供的三通管路焊接工装,与现有技术相比,将主管51套设于第二段22上,使主管51朝向第一段21的端面与第一段21抵接,且使主管51用于与支管52连通的孔向上。驱动挤压件3滑动,使得挤压件3向第一段21的方向挤压主管51背离第一段21的端面,从而限制主管51移动。将支管52立在主管51上,且使限位轴4滑动穿入支管52内,从而使得支管52与主管51上用于与支管52连通的孔对正,同时限制支管52沿主管51轴向的移动,进而实现支管52与主管51的定位,这样就不用完全通过人工手扶的方式对主管51和支管52进行定位。最后将主管51和支管52焊接在一起。如此就能够避免完全通过人工手扶的方式对主管51和支管52进行定位,精度难以保证的问题。
22.在本技术实施例中,可以先使限位轴4向上移动,然后将支管52套设于限位轴4上,随后使得支管52和限位轴4一起向下移动,从而使得支管52立在主管51上。
23.在一些实施例中,参见图1和图4,焊接台1具有水平设置的台板11,三通管路焊接工装包括转动轴6和固定块7。转动轴6的轴心线竖直设置,转动轴6可转动设于台板11上。固定块7固设于转动轴6上且与定位轴2固定连接。其中,当转动轴6转动到第一工位时,定位轴2与挤压件3的滑动方向平行,以使挤压件3能够滑动靠近或者远离定位轴2。当转动轴6转动到第一工位后,与固定块7固定连接的定位轴2与挤压件3的滑动方向平行,此时将主管51套设于第二段22上,挤压件3向靠近定位轴2的方向滑动,从而实现挤压件3向第一段21的方向挤压主管51。当主管51与支管52焊接完成后,限位轴4向上移动退出支管52,挤压件3滑动远离主管51,然后驱动转动轴6转动九十度,随后将主管51从第二段22上取下,这样挤压件3不用向远离主管51的方向滑动很远的距离。
24.在一些实施例中,参见图1、图3、图5、图7、图11和图12,转动轴6的侧壁设有与转动轴6同轴的环形凹槽61,转动轴6通过环形凹槽61可转动卡设于台板11内,从而实现将转动轴6可转动设于台板11上。三通管路焊接工装还包括位于台板11下方的第一导轨8、第一滑块9、成品盒10和u型轴100。第一导轨8水平设置且与挤压件3的滑动方向垂直,第一导轨8固设于地面上。第一滑块9滑动设于第一导轨8上。成品盒10的上端开口,成品盒10固设于第一滑块9上。u型轴100包括竖直设置的竖直部1001以及水平设置的第一部1002和第二部1003,第一部1002位于第二部1003的上方,第一部1002与转动轴6固定连接,当转动轴6处于第一工位时,第一部1002和第二部1003均与第一导轨8平行。其中,当转动轴6处于第一工位、且成品盒10随第一滑块9滑动至台板11的正下方时,第二部1003能够滑动穿透成品盒10;当成品盒10随第一滑块9向远离竖直部1001的方向滑动至台板11的一侧时,成品盒10能够滑动脱离第二部1003。当第二部1003滑动穿透成品盒10后能够限制转动轴6转动,从而使得转动轴6保持在第一工位。当三通管焊接完成且限位轴4退出支管52后,使成品盒10随第二滑块190向远离竖直部1001的方向滑动至台板11的一侧,从而使得成品盒10能够滑动脱离第二部1003,此时,驱动转动轴6转动,使得定位轴2与第一导轨8平行且定位轴2位于转动轴6朝向成品盒10的一侧,然后使得主管51滑动脱离第二段22并将三通管放入成品盒10内。最后,驱动转动轴6转动至第一工位,成品盒10滑动至台板11的正下方,这样可以防止有人触碰到三通管上的较烫的焊接区域。
25.在一些实施例中,参见图1、图4、图5和图6,的三通管路焊接工装还包括吸气管110、滑动轴120、密封塞130、进气管140、进气阀门150、固定板160和抽真空装置170。的三通管路焊接工装还包括吸气管110、滑动轴120、密封塞130、进气管140、进气阀门150、固定板160和抽真空装置170。吸气管110与固定块7固定连接,吸气管110的中部同轴穿透定位轴2且与定位轴2固定连接,当第二段22滑动穿入主管51内后,吸气管110的第一端1101位于主管51内。滑动轴120与挤压件3的滑动方向平行,滑动轴120的中部穿透挤压件3且与挤压件3固定连接,当挤压件3向第一段21的方向滑动挤压第二段22上的主管51时,滑动轴120的一端滑动穿设于吸气管110内。密封塞130与滑动轴120用于滑动穿入吸气管110内的一端的端面贴合固定,密封塞130能够随滑动轴120滑动穿入吸气管110内。进气管140的一端与吸气管110固定连接且与吸气管110内连通。进气阀门150设于进气管140远离吸气管110的一端上。固定板160水平设置且固设于转动轴6上。抽真空装置170固设于固定板160上且抽气口与吸气管110的第二端1102连接。其中,吸气管110用于与进气管140的连通处位于第二端1102与进入吸气管110的密封塞130之间。定位轴2通过吸气管110实现与固定块7的固定连接。当第二段22穿入主管51内且挤压件3向第一段21的方向滑动挤压主管51时,密封塞130以及滑动轴120的一端均滑动穿设于吸气管110内,此时抽真空装置170将吸气管110内密封塞130到第二端1102的一段抽真空,从而使得滑动轴120具有向第二端1102方向滑动的趋势,滑动轴120便会带动所固定连接的挤压件3保持压紧主管51的状态。当主管51和支管52焊接完成后,打开进气阀门150,外界的气体通过进气阀门150和进气管140进入进气管140内密封塞130与第二端1102之间的一段内,然后驱动挤压件3远离主管51且密封塞130随滑动轴120退出主管51。
26.在本实施例中,滑动轴120为阶梯轴,直径较大的一段用于滑动穿入吸气管110内,直径较小的一端用于穿透挤压件3。
27.在一些实施例中,参见图1和图10,三通管路焊接工装还包括第二导轨180、第二滑块190和立柱200。第二导轨180沿挤压件3的滑动方向设置且固设于台板11上。第二滑块190滑动设于第二导轨180上。立柱200固设于第二滑块190上且与滑动轴120固定连接。挤压件3通过滑动轴120与立柱200实现与第二滑块190的连接,并通过第二滑块190与第二导轨180滑动连接实现与焊接台1的滑动连接。
28.在一些实施例中,参见图1、图5和图9,三通管路焊接工装还包括吸尘罩210、滑动管220、吸尘管230、除尘罐240、过滤网250、抽风机260、水箱270和水洗管280。吸尘罩210的下端开口。滑动管220与立柱200连接,滑动管220的一端封闭。吸尘管230的一端与吸尘罩210的顶部固定连接且与吸尘罩210内连通,另一端与滑动管220固定连接且与滑动管220内连通。除尘罐240固设于滑动管220开口端,除尘罐240设有与滑动管220的开口端连通的对接孔2401,除尘罐240上设有出气孔2402。过滤网250位于除尘罐240内且覆盖出气孔2402,过滤网250与除尘罐240的内壁贴合固定。抽风机260固设于除尘罐240上且进风口与出气孔2402连通。水箱270的上端开口且固设于台板11上。水洗管280的一端与抽风机260的出风口连接并连通,另一端通过水箱270的上端穿入水箱270内,水洗管280位于水箱270内的一段与水箱270的内壁之间均具有间隙。其中,当挤压件3向第一段21的方向滑动挤压第二段22上的主管51时,吸尘罩210位于待焊接的主管51以及支管52的正上方。水箱270内盛放有水。在主管51和支管52焊接时,会产生大量的烟气,烟气中含有粉尘以及其它有害物质。在本实施例中,吸尘罩210位于待焊接的主管51以及支管52的正上方,抽风机260开启后,将焊接时的烟气吸入吸尘罩210内,经过吸尘管230、滑动管220进入除尘罐240,经过滤网250过滤后,通过出气孔2402、抽风机260和水洗管280进入水箱270内进行水洗,然后进行排放,从而防止焊接时的烟气污染环境。当立柱200随第二滑块190滑动时,水洗管280位于水箱270内的一段能够在水箱270内移动。
29.在一些实施例中,参见图1、图2、图5和图8,三通管路焊接工装还包括固定管290、驱动轴300和弧形板310。固定管290滑动套设于限位轴4上且与吸尘罩210固定连接。驱动轴300沿限位轴4的径向设置且一端与限位轴4固定连接。弧形板310与驱动轴300固定连接,当限位轴4的底部滑动穿设于支管52内的上部时,弧形板310能够匹配贴合于滑动管220的上部。限位轴4通过固定管290实现与焊接台1的间接连接且限位轴4能够沿竖直方向滑动。通过滑动管220对弧形板310的限位,可以使得限位轴4的底部位于支管52内的上部,从而避免限位轴4靠近支管52与主管51的焊接区域。操作人员可以握住驱动轴300来驱动限位轴4升降,比较方便。
30.在本实施例中,限位轴4可以采用阶梯轴,直径较大的一段用于滑动穿入支管52,固定管290滑动套设于限位轴4直径较小的一段上。
31.在一些实施例中,参见图1,滑动管220与第二导轨180平行且滑动穿透立柱200,三通管路焊接工装还包括液压缸320。液压缸320的缸体固设于立柱200上,液压缸320的活塞杆能够沿滑动管220的轴向滑动且与滑动管220固定连接。由于在焊接不同的三通管时,支管52距离挤压件3的水平距离不一样,此时液压缸320通过活塞杆的伸缩来驱动滑动管220滑动,从而改变限位轴4距离挤压件3的水平距离,进而使得限位轴4能够穿入待焊接的不同三通管的支管52内。
32.在一些实施例中,参见图5和图10,三通管路焊接工装还包括连接轴330、收集盒
340、连接板350、驱动管360和连接螺栓370。连接轴330与滑动管220平行且滑动穿透立柱200。收集盒340的上端开口,收集盒340位于第二段22上的主管51的下方,收集盒340与连接轴330固定连接,收集盒340用于承接主管51与支管52焊接处掉落的焊渣。连接板350水平设置且固设于水洗管280上。驱动管360竖直设置且固设于连接轴330上,驱动管360位于连接板350的下方且与连接板350之间具有间隙,驱动管360设有内螺纹。连接螺栓370穿设于连接板350以及驱动管360内且与内螺纹螺纹连接。当三通管焊接完成后,需要敲击焊渣,收集盒340承接掉落的焊渣,当收集盒340内的焊渣到达一定的量后,在焊接台1上放置一个收集容器,然后从驱动管360内取出连接螺栓370,随后通过驱动管360驱动连接轴330转动,从而将收集盒340内的焊渣倒入收集容器内。由于连接板350和驱动管360通过连接螺栓370连接,所以连接轴330与滑动管220间接固定连接,这样在焊接不同的三通管时,滑动管220能够带动连接轴330滑动,从而使得收集盒340位于三通管下的合适位置。
33.基于同一发明构思,本技术实施例还提供一种三通管路焊接方法,使用上述的三通管路焊接工装,包括以下步骤:a,将主管51套设于第二段22上,使主管51朝向第一段21的端面与第一段21抵接,且使主管51用于与支管52连通的孔向上;b,驱动挤压件3滑动,使得挤压件3向第一段21的方向挤压主管51背离第一段21的端面;c,将支管52立在主管51上,且使限位轴4滑动穿入支管52内;d,将主管51和支管52焊接在一起。
34.由于使用上述的三通管路焊接工装来实现主管51和支管52的定位,所以能够避免完全通过人工手扶的方式对主管51和支管52进行定位,精度难以保证的问题。
35.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1