一种异种钢的焊接工艺的制作方法
本发明涉及材料焊接,尤其涉及一种异种钢的焊接工艺。
背景技术:
1、目前有许多用于粘合金属以获得复合材料的常规技术,如锻造焊接,在工业上也称为图案焊接,其用于制造复合钢,将两种或两种以上化学组分不同、组织性能也不同的金属在开放的气氛中粘合在一起以焊接成规定设计要求的复合材料,而为了获得这样的复合材料,需要将钢板或钢层加热至高温并使用足以使板形成分子键的压力压在一起,这种焊接方法可以在不使用额外金属的情况下实现粘合,与电弧焊接形成对比适当的锻造焊接接头非常坚固,同时保留了零部件的所有物理特性,并呈现出能吸引人的(有时是看不到接合缝的)粘合,因此应用较为广泛。
2、经检索,中国专利申请号为cn202110153163.3的专利,公开了一种异种钢的焊接工艺,包括异种钢的母材为05si2crcuni软磁钢与碳钢,所述焊接工艺包括手工打底焊、埋弧焊步骤;其中在所述手工打底焊前在软磁钢表面焊接垫层。上述专利中的异种钢的焊接工艺存在以下不足:只是将两种材料进行对接,不能在焊接的同时在异种钢上制造图或文字,故而存在焊接方式不能根据实际使用需求进行加工的缺陷。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种异种钢的焊接工艺。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种异种钢的焊接工艺,包括如下步骤:
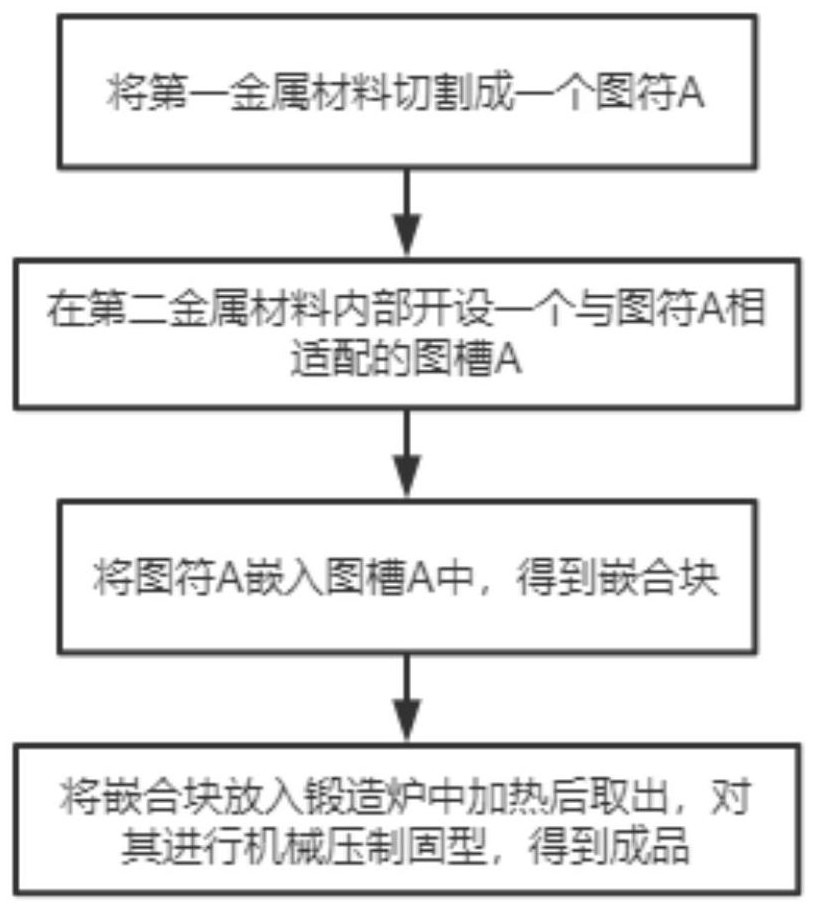
4、s1:将第一金属材料切割成一个图符a;
5、s2:在第二金属材料内部开设一个与图符a相适配的图槽a;
6、s3:将图符a嵌入图槽a中,得到嵌合块;
7、s4:将嵌合块放入锻造炉中加热后取出,对其进行机械压制固型,得到成品;
8、所述s3之前,还包括对第一金属材料和第二金属材料进行表面清洗。
9、优选地:将焊接工艺替换为以下步骤:
10、s11:在第二金属材料内部开设一个图槽b;
11、s12:利用与第二金属材料一端匹配的金属盖一对第二金属材料一端进行封合;
12、s13:利用填充工具将粉末状第一金属材料倒入图槽b中垫实,再利用与第二金属材料一端匹配的金属盖二对第二金属材料另一端进行封合,得到包装块;
13、s14:将包装块放入锻造炉中加热后取出,对其进行机械压制固型,得到成品;
14、所述s12之前,还包括对第二金属材料进行表面清洗;
15、所述s14中,机械压制固型之后还包括拆分金属盖一和金属盖二。
16、优选地:将焊接工艺再替换为以下步骤:
17、s21:将第一金属材料切割成一个图符c;
18、s22:按照设计布局将图符c放置于一端为开口状的金属壳内;
19、s23:利用填充工具将粉末状第二金属材料倒入金属壳内,使得其内部所有空隙填满;
20、s24:利用与金属壳一端匹配的金属盖三对金属壳开口端进行封合,得到组合块;
21、s25:将组合块放入锻造炉中加热后取出,对其进行机械压制固型。
22、优选地:所述切割的方式为线切割、激光切割和水刀切割中的一种;
23、所述开设的方式为线切割、激光切割和水刀切割中的一种。
24、优选地:所述图符a和图符c均为汉字、字母、符号或花纹中的一种;
25、所述图槽b为汉字槽、字母槽、符号槽或花纹槽中的一种;
26、所述图符a、图槽b和图符c的数量均为多个,图符a和图槽a的数量一致。
27、优选地:所述加热的温度为1450°~1600°;
28、所述机械压制的方式为液压机、空气锤、手工锤中的一种。
29、优选地:所述封合的方式为焊接、粘合剂、捆扎中的一种。
30、优选地:所述第一金属材料和第二金属材料的材质为耐热钢、不锈钢、低碳钢和低合金钢中的一种。
31、优选地:所述填充工具包括u型底座、设置于u型底座顶端的盖板和设置于盖板上方的料筒;所述盖板的顶部外壁固定连接有进料管道;所述料筒的底端固定连接有与进料管道内壁形成滑动配合的输料通道;
32、所述进料管道和输料通道的内壁设置有放料部;
33、所述u型底座的两侧外壁均设置有导向槽,导向槽的内壁滑动连接有滑动块,两个滑动块的相对应一侧面固定连接有同一个盛放箱;所述导向槽的底部内壁固定连接有插设于滑动块内部的固定柱;所述固定柱的外壁套设有弹簧二,弹簧二的两端分别固定连接于导向槽和滑动块的相对应一侧面。
34、优选地:所述放料部包括固定连接于进料管道圆周内壁的顶撑架、一组插设于输料通道底部内壁的滑柱、固定连接于滑柱顶端的挡块、固定连接于滑柱底端的环板、套设于滑柱外壁的弹簧一,且弹簧一的两端分别固定连接于输料通道和环板的相对应一侧面;
35、靠近其中一个滑动块的所述u型底座一侧外壁固定连接有支架,支架的顶部外壁固定连接有电机,电机的输出端通过连接轴与转动连接于u型底座一侧外壁的凸轮的一端相连接。
36、本发明的有益效果为:
37、1.本发明,将第一金属材料和第二金属材料上制造匹配的图文符号后对两者进行拼合,然后选择适当的温度烧制并进行机械压制固型,从而可获得表面及内部有图文形状的异种钢,在满足异种钢焊接要求的同时,能够根据实际使用需求进行美观度等的加工,操作方便,易于推广。
38、2.本发明,由第一金属材料和第二金属材料组合生产的异种钢具有钢的性质和硬度,可以用于任何单独使用钢的应用中,其使用范围包括剪刀、刀具、剑等使用钢作为结构部件的其它产品的金属部件。
39、3.本发明,电机带动凸轮旋转,凸轮转动中呈间歇式接触并顶撑滑动块上移,进而在弹簧二的配合下使得滑动块带动盛放箱在导向槽内上下滑移,在实现自动填装粉末材料功能的同时,通过对盛放箱的间歇式顶撑,使得在上下颠簸中粉末材料能够在固体状第二金属材料或金属壳内垫实,进而保证粉末材料填密实度。
40、4.本发明,盛放箱被动在导向槽内上下滑移,使得盖板上的进料管道顺延输料通道进行同步移动,随着进料管道的靠近,其内顶撑架会上移挤压环板,进而经滑柱顶撑挡块上移远离输料通道的出口,以使得料筒内的粉末材料穿过输料通道出口后落入盖板下方盛放箱内的固体状第二金属材料或金属壳内填充,启停精准方便,罐装环境封闭,有效避免粉末从料筒出口下落而出现的四溅情况。
技术特征:
1.一种异种钢的焊接工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种异种钢的焊接工艺,其特征在于,将焊接工艺替换为以下步骤:
3.根据权利要求2所述的一种异种钢的焊接工艺,其特征在于,将焊接工艺再替换为以下步骤:
4.根据权利要求2所述的一种异种钢的焊接工艺,其特征在于,所述切割的方式为线切割、激光切割和水刀切割中的一种;
5.根据权利要求3所述的一种异种钢的焊接工艺,其特征在于,所述图符a和图符c均为汉字、字母、符号或花纹中的一种;
6.根据权利要求5所述的一种异种钢的焊接工艺,其特征在于,所述加热的温度为1450°~1600°;
7.根据权利要求6所述的一种异种钢的焊接工艺,其特征在于,所述封合的方式为焊接、粘合剂、捆扎中的一种。
8.根据权利要求3所述的一种异种钢的焊接工艺,其特征在于,所述第一金属材料和第二金属材料的材质为耐热钢、不锈钢、低碳钢和低合金钢中的一种。
9.根据权利要求2-3任一所述的一种异种钢的焊接工艺,其特征在于,所述填充工具包括u型底座(1)、设置于u型底座(1)顶端的盖板(2)和设置于盖板(2)上方的料筒(3);所述盖板(2)的顶部外壁固定连接有进料管道(201);所述料筒(3)的底端固定连接有与进料管道(201)内壁形成滑动配合的输料通道(301);
10.根据权利要求9所述的一种异种钢的焊接工艺,其特征在于,所述放料部包括固定连接于进料管道(201)圆周内壁的顶撑架(202)、一组插设于输料通道(301)底部内壁的滑柱(303)、固定连接于滑柱(303)顶端的挡块(302)、固定连接于滑柱(303)底端的环板(304)、套设于滑柱(303)外壁的弹簧一(305),且弹簧一(305)的两端分别固定连接于输料通道(301)和环板(304)的相对应一侧面;
技术总结
本发明公开了一种异种钢的焊接工艺,涉及材料焊接技术领域;为了解决现有焊接方式不能满足实际使用需求的问题;具体包括如下步骤:将第一金属材料切割成一个图符A;在第二金属材料内部开设一个与图符A相适配的图槽A;将图符A嵌入图槽A中,得到嵌合块;将嵌合块放入锻造炉中加热后取出,对其进行机械压制固型,得到成品;还包括对第一金属材料和第二金属材料进行表面清洗;将焊接工艺替换为以下步骤:在第二金属材料内部开设一个图槽B;利用与第二金属材料一端匹配的金属盖一对第二金属材料一端进行封合。本发明在满足异种钢焊接要求的同时,能够根据实际使用需求进行美观度等的加工,操作方便,易于推广。
技术研发人员:陈正林
受保护的技术使用者:陈正林
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!