纵梁成形装置和方法与流程
本公开一般地涉及成形纵梁,诸如用于加强飞行器结构的纵梁,并且更具体地涉及纵梁成形装置和方法。
背景技术:
1、复合纵梁(诸如飞行器和海上工业中使用的那些)可通过在放置在压力机或类似装置中的一对工具模具之间压缩成形复合层片的扁平叠层来制造,压力机或类似装置将模具压缩在一起。每个模具有独特的工具表面,这些工具表面被配置为产生特定的横截面纵梁形状。因此,每个纵梁形状需要使用该形状特有的模具,并且不能用于制造具有其他形状的纵梁。模具的制造成本很高,因此,在需要不同的模具组来生产不同的纵梁形状时,会产生相当大的费用。
2、由于更换压力机中的模具所需的时间和人力,生产具有不同形状的纵梁也可能成本高昂。在一些类型的纵梁中,有必要更换模具中某一加工阶段特有的零件,诸如在纵梁成形后对其零件进行压实。更换模具零件的需要进一步增加了纵梁制造过程的费用。
3、因此,期望提供一种纵梁成形装置和相关方法,其减少对制造不同纵梁形状所需的独特配置的模具和模具零件的需要。还期望减少修改成形装置以产生不同形式的纵梁所需的时间和人力。
技术实现思路
1、本公开一般地涉及制造复合层压板零件的设备和方法,更具体地,涉及制造具有各种形状的复合层压板纵梁的装置和方法。
2、根据一个方面,提供了可重新配置的托架(pallet),用于成形具有不同形状的复合纵梁。托架包括上和下支撑件,其被配置为朝向和远离彼此移动。托架还包括上模具,其包括冲头。上模具可释放地安装在上支撑件上,并配置为允许用不同的上模具替换该上模具。托架还包括安装在下支撑件上的下模具。下模具包括形成模具腔的模具块组件,可以通过冲头将复合装料(charge)成形模具腔中。
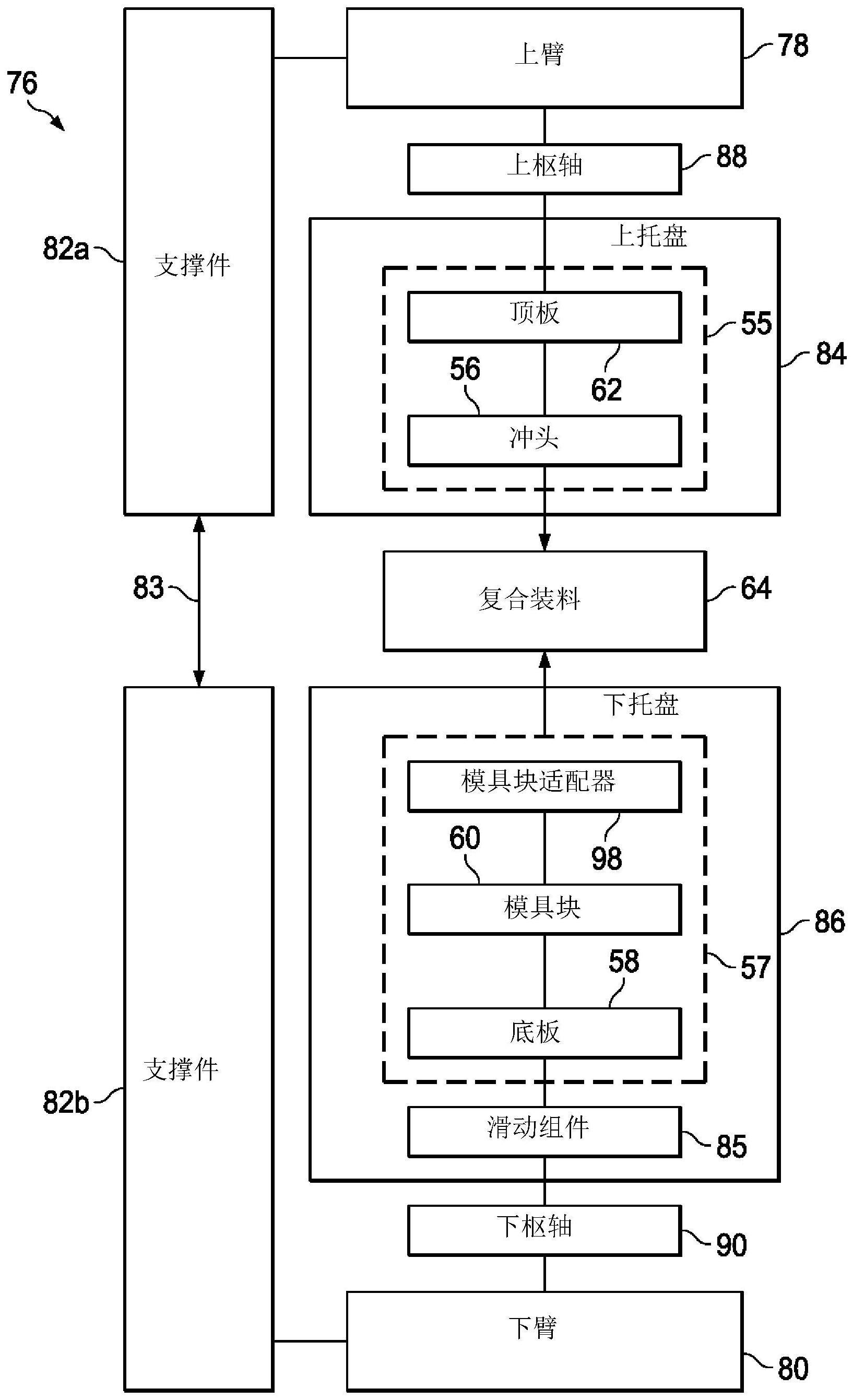
3、根据另一方面,提供用于将复合装料冲压成形为纵梁的装置。该装置包括一组上臂和一组下臂。该装置还包括与上臂联接的上托盘。上托盘包括顶板和冲头。该装置包括下托盘,下托盘包括具有模具腔的模具,冲头可在模具腔中将复合装料成形为纵梁形状。该装置还包括滑动组件,该滑动组件将下托盘安装在下臂上,用于在第一位置和第二位置之间滑动移动,在第一位置中冲头将复合装料成形到模具腔中,和在第二位置中顶板被用于压实该复合装料。
4、根据仍另一方面,提供了成形复合纵梁的方法。该方法包括在第一模具和第二模具之间放置扁平复合装料,并将第二模具移动到与第一模具对齐的冲压成形位置。该方法还包括用于在第二模具处于冲压成形位置时将扁平复合装料成形为纵梁形状的冲头。该方法包括将第二模具从冲压成形位置位移到压实位置,并且在第二模具处于压实位置时使用第一模具压实纵梁的至少一部分。
5、所公开的装置方法的优点之一是可以减少压缩成形复合纵梁所需的时间和人力。另一个优点是提供了通用模具,该模具可以容易且快速地重新配置以产生具有不同横截面形状的纵梁。另一个优点是模具更换过程部分地自动化,从而减少人力成本并提高生产能力。
6、特征、功能和优点可以在本公开的各种实例中独立地实现,或者可以在参考以下描述和附图可见的进一步细节的其他实例中组合。
技术特征:
1.用于将复合装料(64)冲压成形为纵梁(44)的装置,其包括:
2.根据权利要求1所述的装置,其中所述滑动组件(85)包括:
3.根据权利要求1所述的装置,进一步包括:
4.根据权利要求1所述的装置,进一步包括:
5.根据权利要求1所述的装置,其中所述上托盘(84)包括:
6.根据权利要求1-5中任一项所述的装置,其中所述下模具(57)包括:
7.成形复合纵梁(44)的方法,其包括:
8.根据权利要求7所述的方法,其中位移所述第二模具(57)包括横向移动所述第二模具(57)与所述第一模具(55)不对齐。
9.根据权利要求8所述的方法,其中移动所述第二模具(57)包括使用马达驱动器(100)沿轨道(97)滑动所述第二模具(57)。
10.根据权利要求7所述的方法,进一步包括:
11.根据权利要求7-10中任一项所述的方法,进一步包括:
技术总结
本发明的名称是纵梁成形装置和方法。复合层压板加强件(诸如纵梁)在分别承载在第一和第二托盘上的第一和第二通用模具之间冲压成形。第二托盘安装用于相对于第一托盘在冲压位置和压实位置之间滑动移动。第一和第二模具的零件易于重新配置,从而允许在同一成形装置上成形不同形状的加强件。
技术研发人员:L•C•卡尔森,S•L•斯塔德利,D·S·马丁,K·S·威尔登,G·塞尼,S•J•普鲁玛
受保护的技术使用者:波音公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!