一种数字化模具设计加工系统的制作方法
本发明涉及模具制造,具体涉及到一种数字化模具设计加工系统。
背景技术:
1、鞋楦是根据个体的脚型及制鞋的要求设计加工而成的制鞋模具,是鞋靴设计和制造的依据。传统鞋楦生产方法是以手工制作的木制样楦为拷模,应用仿形铣进行生产。这样会导致制造周期过长、精度和尺寸不精确,且难以根据个体脚型进行局部修改。计算机辅助设计与制造系统和数控鞋楦加工可以解决传统的鞋楦靠模加工的问题。目前关于鞋模具的加工系统,仅能实现通过单一模具参数进行模具加工,无法根据不同的测量参数对鞋楦加工的刀具轨迹进行优化,模具制作成本较高。
2、综上所述,如何克服上述缺陷,是本领域技术人员急需解决的问题。
技术实现思路
1、本方案针对上文提到的问题和需求,提出一种数字化模具设计加工系统,其由于采取了如下技术方案而能够解决上述技术问题。
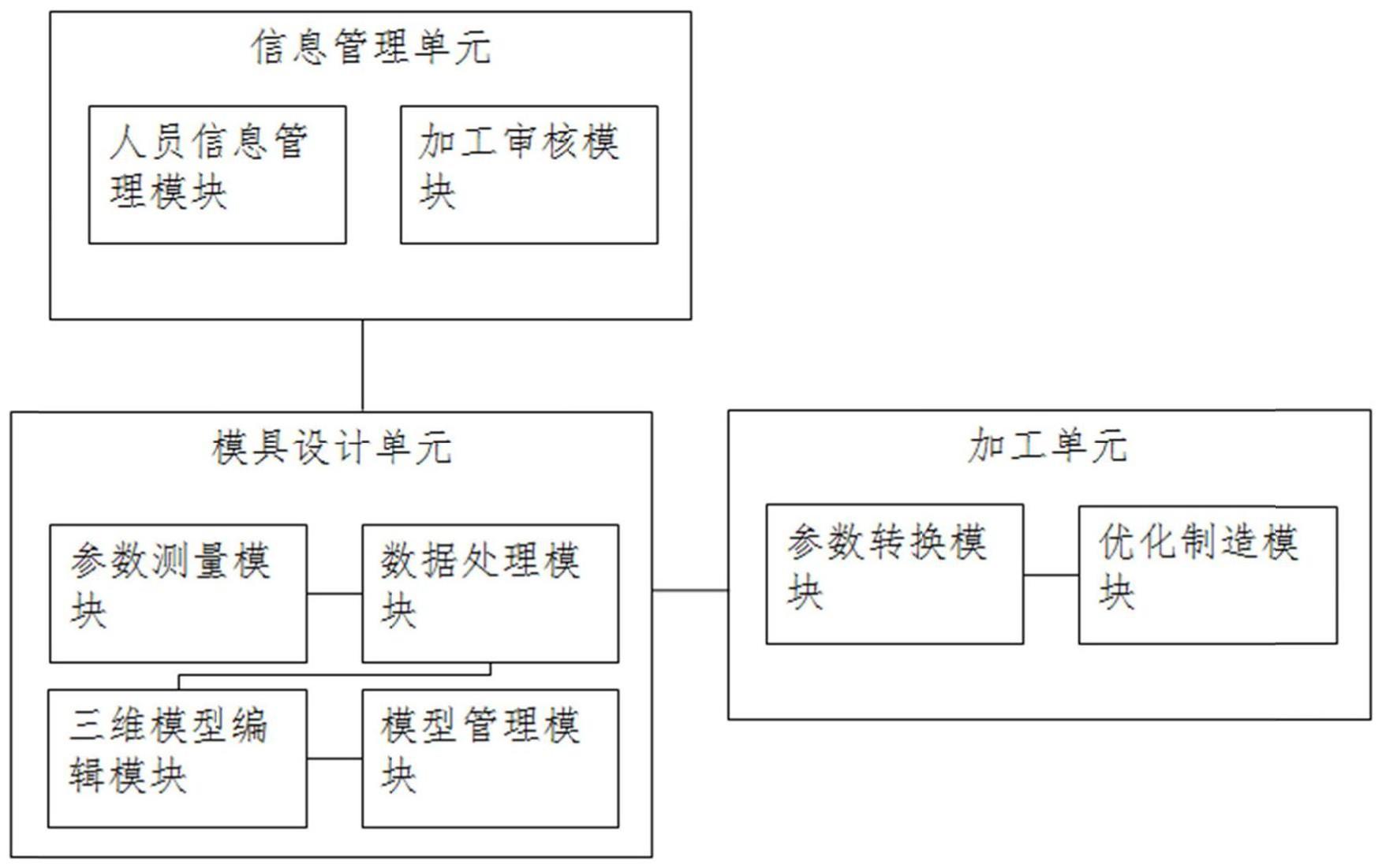
2、为实现上述目的,本发明提供如下技术方案:一种数字化模具设计加工系统,包括:模具设计单元、加工单元和信息管理单元;
3、所述模具设计单元用于测量鞋楦样楦曲面的参数信息,并基于所述参数信息进行楦体设计得到楦体模型;
4、所述加工单元与所述模具设计单元通过无线通讯方式相连接,所述加工单元用于根据楦体模型生成加工参数,根据所述加工参数在数控鞋楦加工专用机床上进行鞋楦的加工;
5、所述信息管理单元与所述模具设计单元相连接,所述信息管理单元用于对设计人员身份进行验证,及对加工模具的参数进行多级审核。
6、进一步地,所述模具设计单元包括参数测量模块和数据处理模块;所述参数测量模块用于对样楦进行接触式参数测量获取样楦曲面的三维坐标数据;所述数据处理模块包括数据预处理模块、特征参数筛选模块和曲面建模模块;所述数据预处理模块与所述参数测量模块电连接,所述数据预处理模块用于采用沿法矢方向修正测头半径的方法对获取的测量数据进行测头半径补偿,并根据补偿后的测量数据确定楦面和楦底连接部分的特征曲线上的特征点,保留特征点并对测量的鞋楦数据进行光顺处理,去除噪音点,所述特征参数筛选模块与所述数据预处理模块电连接,所述特征参数筛选模块用于筛选和计算鞋楦基本特征参数,所述曲面建模模块与所述特征参数筛选模块相连接,所述曲面建模模块用于基于所述基本特征参数采用双三次nurbs曲面重建方法进行鞋楦曲面重建。
7、更进一步地,所述参数测量模块包括固定杆、测量杆和固定机构,所述固定杆垂直设置,所述固定杆的顶端与所述测量杆的一端固定连接,所述测量杆上滑动设置有测量检测装置,所述固定杆的底端与所述固定机构的一端固定连接,所述固定机构包括轴电机和夹具,所述夹具用于夹持样楦,所述测量检测装置包括光栅尺和测量头,所述测量头与所述样楦表面接触。
8、更进一步地,所述模具设计单元还包括三维模型编辑模块和模型管理模块;
9、所述三维模型编辑模块包括尺码管理模块和级放操作模块,所述尺码管理模块用于依据性别和尺寸对鞋楦体的尺码进行分类管理,所述级放操作模块用于构建级放坐标,并通过平移和旋转操作将测量数据从测量坐标映射至所述级放坐标,对级放坐标下的测量数据进行曲面重建,得到级放坐标下的鞋楦曲面模型,并通过改变级放坐标对鞋楦尺码进行规律缩放得到剩余尺码的参数数据,存储至所述尺码管理模块;
10、所述模型管理模块与所述级放操作模块相连接,所述模型管理模块用于对编辑好的不同尺码的鞋楦cad模型进行存储调用。
11、更进一步地,所述确定楦面和楦底连接部分的特征曲线上的特征点,保留特征点并对测量的鞋楦数据进行光顺处理,去除噪音点的过程包括:
12、获取补偿后的测量数据点;
13、计算各个测量数据点的曲率,得到所有点的曲率集合;
14、预设阈值k0,确定当前截面的特征点个数n,统计所述曲率集合中曲率大于所述阈值k0的曲率对应的测量数据点个数n1,若n1大于n,则增大k0,反之减小,循环迭代直到n1等于n,得到对应的阈值k1,则识别完当前截面所有特征点;
15、将阈值k1作为下一截面的曲率阈值,重复上一步骤,得到对应截面的所有特征点;
16、记录特征点,并对得到的所有截面的特征点拟合的特征点曲线采用最小二乘法进行光顺处理,过滤噪声点。
17、进一步地,加工单元包括参数转换模块和优化制造模块;
18、所述参数转换模块包括数据接收模块和加工轨迹规划模块,所述数据接收模块用于接收设计模型数据,所述加工轨迹规划模块与所述数据接收模块相连接,所述加工轨迹规划模块用于规划鞋楦的加工轨迹,并生成加工控制参数;
19、所述优化制造模块包括优化模块和制造加工模块,所述优化模块与所述加工轨迹规划模块相连接,所述优化模块用于计算鞋楦各截面曲线上的点到刀具的最短距离,并根据计算的最短距离对刀具轨迹进行优化,所述制造加工模块用于固定毛坯楦,并按照生成的加工控制参数控制鞋楦机上的鞋楦碗状铣刀进行切削工作,完成切削工作后得到鞋楦模具。
20、更进一步地,所述制造加工模块包括plc控制器、鞋楦固定装置和切削加工装置,所述鞋楦固定装置和所述切削加工装置均与所述plc控制器电连接,所述鞋楦固定装置通过轴电机和夹具将毛坯楦固定在z轴方向,并控制毛坯楦在z轴方向转动,所述切削加工装置用于控制鞋楦碗状铣刀在垂直平面上作x向和y向两个方向的进给运动。
21、更进一步地,所述参数转换模块还包括速度校正模块,所述速度校正模块与所述制造加工模块相连接,所述速度校正模块用于对所述切削加工装置的进给速度和轴电机的转动速度进行校核与修正。
22、进一步地,所述信息管理单元包括人员信息管理模块和加工审核模块,所述人员信息管理模块用于对设计人员的身份信息进行验证和设计数据记录;所述加工审核模块用于对加工的模型数据进行多级审核,审核通过后发送允许加工的指令和设计模型数据至所述加工单元进行加工。
23、从上述的技术方案可以看出,本发明的有益效果是:
24、1、通过接触测量方式对样楦进行测量,再通过坐标转换和曲面重建的方式得到鞋楦精确参数,并通过计算最短距离的方法对刀具加工轨迹进行优化实现了对鞋楦模具的快速设计加工,提高了加工效率和精确度。
25、2、设计人员可根据设计需求,通过简单的编辑缩放操作快速的设计出鞋楦模具,避免了试制样品实物制作的成本,提高了经济效益。
26、除了上面所描述的目的、特征和优点之外,下文中将结合附图对实施本发明的最优实施例进行更详尽的描述,以便能容易地理解本发明的特征和优点。
27、附图说明
28、为了更清楚地说明本发明实施例或现有技术中的技术方案,下文将对本发明实施例或现有技术描述中所需要使用的附图作简单地介绍,其中,附图仅仅用于展示本发明的一些实施例,而非将本发明的全部实施例限制于此。
29、图1为本发明一种数字化模具设计加工系统的组成结构示意图。
30、图2为本发明中模具设计单元的组成结构示意图。
31、图3为本发明中加工单元的组成结构示意图。
32、图4为本实施例中测量数据预处理过程的步骤示意图。
33、图5为本实施例中参数测量模块的结构示意图。
- 还没有人留言评论。精彩留言会获得点赞!