一种紫铜管和青铜管焊接方法与流程
本申请属于海洋工程,尤其涉及一种紫铜管和青铜管焊接方法。
背景技术:
1、海洋工程建造时,水、油等液体的输送管道多为紫铜材质,管件的连接件,如法兰和穿舱件多为青铜材质;传统的紫铜管与青铜管或青铜法兰焊接方法多采用火焰钎焊。具体来说,将比母材熔点低的金属材料作为钎料,利用火焰将焊件和钎料加热到高于钎料熔点但低于母材熔点的温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接。
2、但是,钎焊在焊接时会产生大量有毒的一氧化碳,容易在焊缝中产生一氧化碳气孔,也对操作人员造成安全风险;同时,由于异种材料工件的熔点不同,人工操作时的加热温度难以掌控,导致焊缝质量不稳定,对操作人员有较高的技能要求,极大地增加了全位置焊接难度;另一方面,钎焊的加热的范围大,加热温度高,容易导致母材烧损,焊接变形,焊缝强度降低等缺陷。
技术实现思路
1、本申请提供了一种紫铜管和青铜管焊接方法,旨在至少能够在一定程度上解决紫铜管件与青铜管件焊接质量不理想,易出现气孔,母材烧损,焊接变形以及焊缝强度降低等缺陷,且焊接操作难度大的技术问题,达到改善焊接质量,降低焊接难度,提升焊接效率的技术效果。为此,
2、本申请实施例提供的一种紫铜管和青铜管焊接方法,包括:
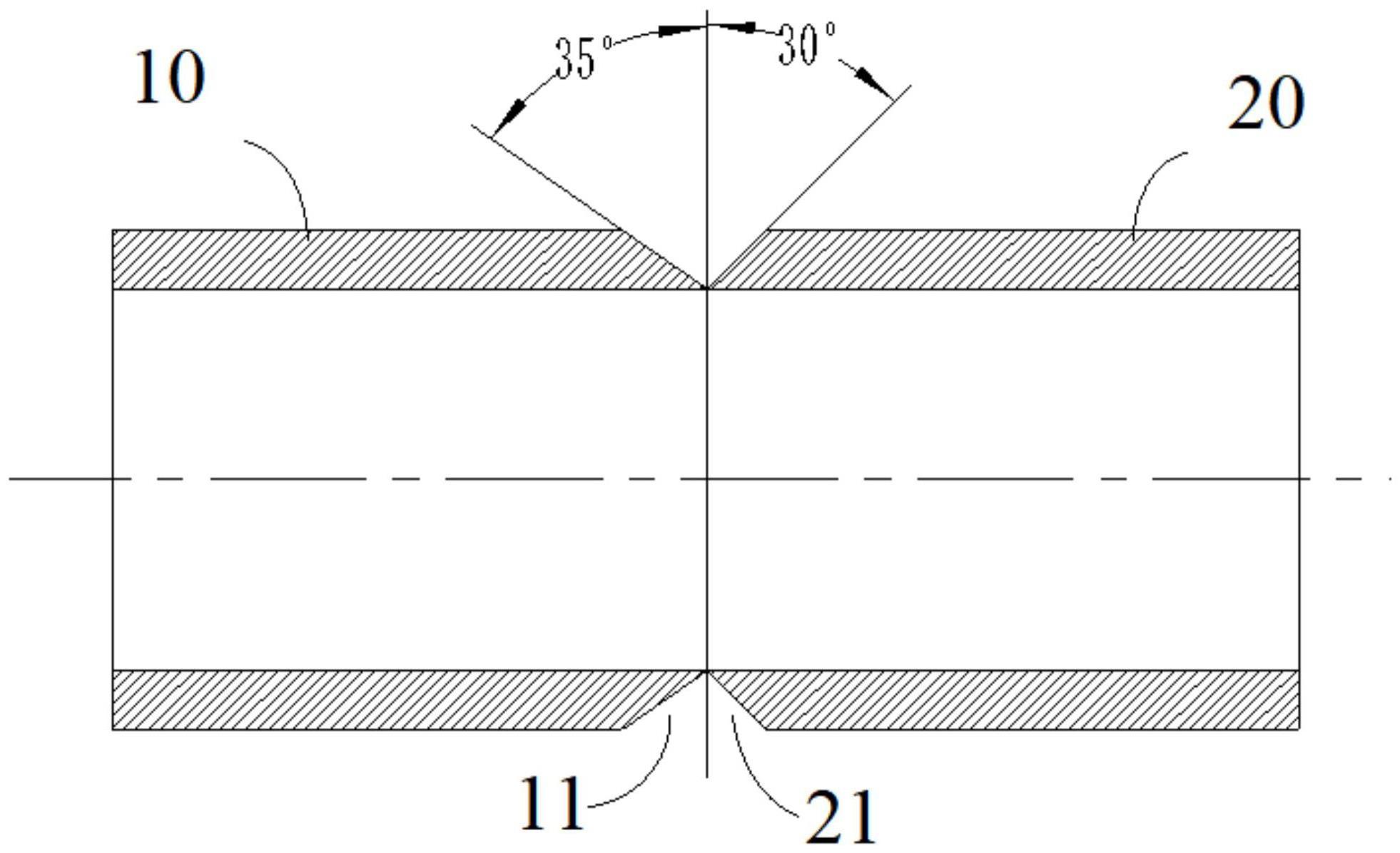
3、在紫铜管和青铜管的焊接端面开设坡口并留下大于等于0.5mm的钝边;
4、将所述紫铜管和所述青铜管匹配对位并形成焊缝,并采用交流tig焊在坡口焊缝内进行定位焊;
5、将所述紫铜管和所述青铜管内填充保护气,且焊枪采用70%氦气与30%氩气的混合保护气的条件下对所述焊缝依次实施打底焊和盖面焊,且层间温度范围控制在100~120度;
6、其中,所述打底焊采用左向焊法,在定位焊的焊点上引燃电弧并停顿5~6秒,以利用电弧对焊缝进行预热,待形成熔池后进行填丝焊接,焊枪匀速移动且不摆动,焊接厚度以填充金属低于坡口面0.5~1mm为基准,当焊枪经过其他定位焊点时,焊枪停顿而后继续移动直至到达焊接起弧处10mm以上后再停弧;
7、所述盖面焊中,将起弧点和打底焊道的收弧点错开10mm以上,且焊接方向与打底焊的方向一致,焊枪做横向摆动。
8、在一些实施例中,所述紫铜管侧的坡口角度大于所述青铜管侧的坡口角度。
9、在一些实施例中,所述紫铜管的坡口角度范围35±2度,所述青铜管的坡口角度范围30±2度。
10、在一些实施例中,所述定位焊的焊点为两处,关于所述紫铜管的中心轴线对称,且所述定位焊的焊点处采用机械削斜处理。
11、在一些实施例中,所述定位焊的长度15mm,定位焊厚度1.5~2mm。
12、在一些实施例中,在实施所述交流tig焊时,环境温度控制在0度以上,环境湿度小于90%,风速小于2m/s。
13、在一些实施例中,在所述交流tig焊中,焊丝牌号为s215,焊丝直径2.5mm。
14、在一些实施例中,所述打底焊的焊接电流范围190~200a,所述盖面焊的焊接电流范围170~180a。
15、在一些实施例中,所述将所述紫铜管和所述青铜管内填充保护气包括:
16、分别将所述紫铜管和所述青铜管的两端采用堵头封堵,一端堵头连接氩气源并充入氩气,另一端堵头开一个2mm小孔排出管子内部的空气,以使管子内部充满氩气保护焊缝。
17、在一些实施例中,在所述焊缝焊接完成后焊缝填充宽度超出坡口1mm。
18、本申请实施例至少具有如下有益效果:
19、本申请实施例提供的紫铜管和青铜管焊接方法,可实现明弧施焊,操作和观察方便,一定程度上提升了焊接效率,采用氦气30%和氩气70%的混合气作保护,可以隔绝空气中的氧气、氮气、氢气等对焊缝产生的不良影响,电弧集中,燃烧稳定,热影响区窄,所焊的焊件应力、变形、裂纹倾向小,能够进行全位置焊接,能够得到致密、清洁无污染的高质量焊接接头,焊缝美观,焊接时无溶剂,电极损耗小,容易实现自动化和机械化。相对于传统的钎焊,能够保护背面成型的焊缝,使背面焊缝的接头完整,并利用焊接衰减功能收弧,避免产生弧坑缺陷。
技术特征:
1.一种紫铜管和青铜管焊接方法,其特征在于,包括:
2.如权利要求1所述的紫铜管和青铜管焊接方法,其特征在于,所述紫铜管侧的坡口角度大于所述青铜管侧的坡口角度。
3.如权利要求2所述的紫铜管和青铜管焊接方法,其特征在于,所述紫铜管的坡口角度范围35±2度,所述青铜管的坡口角度范围30±2度。
4.如权利要求1所述的紫铜管和青铜管焊接方法,其特征在于,所述定位焊的焊点为两处,关于所述紫铜管的中心轴线对称,且所述定位焊的焊点处采用机械削斜处理。
5.如权利要求4所述的紫铜管和青铜管焊接方法,其特征在于,所述定位焊的长度15mm,定位焊厚度1.5~2mm。
6.如权利要求1所述的紫铜管和青铜管焊接方法,其特征在于,在实施所述交流tig焊时,环境温度控制在0度以上,环境湿度小于90%,风速小于2m/s。
7.如权利要求1所述的紫铜管和青铜管焊接方法,其特征在于,在所述交流tig焊中,焊丝牌号为s215,焊丝直径2.5mm。
8.如权利要求1所述的紫铜管和青铜管焊接方法,其特征在于,所述打底焊的焊接电流范围190~200a,所述盖面焊的焊接电流范围170~180a。
9.如权利要求1所述的紫铜管和青铜管焊接方法,其特征在于,所述将所述紫铜管和所述青铜管内填充保护气包括:
10.如权利要求1所述的紫铜管和青铜管焊接方法,其特征在于,在所述焊缝焊接完成后焊缝填充宽度超出坡口1mm。
技术总结
本申请公开了一种紫铜管和青铜管焊接方法,属于海洋工程技术领域;方法包括:在紫铜管和青铜管的焊接端面开设坡口并留下大于等于0.5mm的钝边;将紫铜管和青铜管匹配对位并形成焊缝,并采用交流TIG焊在坡口焊缝内进行定位焊;将紫铜管和青铜管内填充保护气,且焊枪采用70%氦气与30%氩气的混合保护气的条件下对焊缝依次实施打底焊和盖面焊,且层间温度范围控制在100~120度。本申请提供的紫铜管和青铜管焊接方法能够改善紫铜管和青铜管的焊接质量,降低焊接难度,提升焊接效率。
技术研发人员:代能武,瞿波,赵钦之,陈齐,郑磊,胡丽周,郭萍萍,刘泰山,徐安问,张朕,蔡志专,姜宾,童峥嵘
受保护的技术使用者:武昌船舶重工集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!