螺钉头下凹槽的冷镦模具及头下带凹槽螺钉的冷镦模具的制作方法
本发明涉及螺钉加工,尤其涉及螺钉头下凹槽的冷镦模具及头下带凹槽螺钉的冷镦模具。
背景技术:
1、螺钉类产品种类繁多、应用广泛且需求量大,此类产品通常采用车削或镦制加工方案。目前有一种头下带凹槽螺钉类产品,包括杆部和头部,头部下侧设有凹槽,该类螺钉产品存在材料强度高、结构复杂的特点,由于头部结构特殊,采用车削加工头下凹槽方案,不仅浪费原材料,导致产品整体加工成本较高,而且加工效率较低,大大影响产品交付周期。因此,需要一种能够实现头下带凹槽螺钉类产品镦制加工的模具。
技术实现思路
1、本发明的目的在于提供一种螺钉头下凹槽的冷镦模具,以解决现有技术中没有能够实现对头下带凹槽螺钉类产品的头下凹槽进行冷镦加工的模具的问题;本发明的目的还在于提供一种头下带凹槽螺钉的冷镦模具,以解决现有技术中没有能够实现对头下带凹槽螺钉进行冷镦加工的模具的问题。
2、为实现上述目的,本发明螺钉头下凹槽的冷镦模具采用如下技术方案:
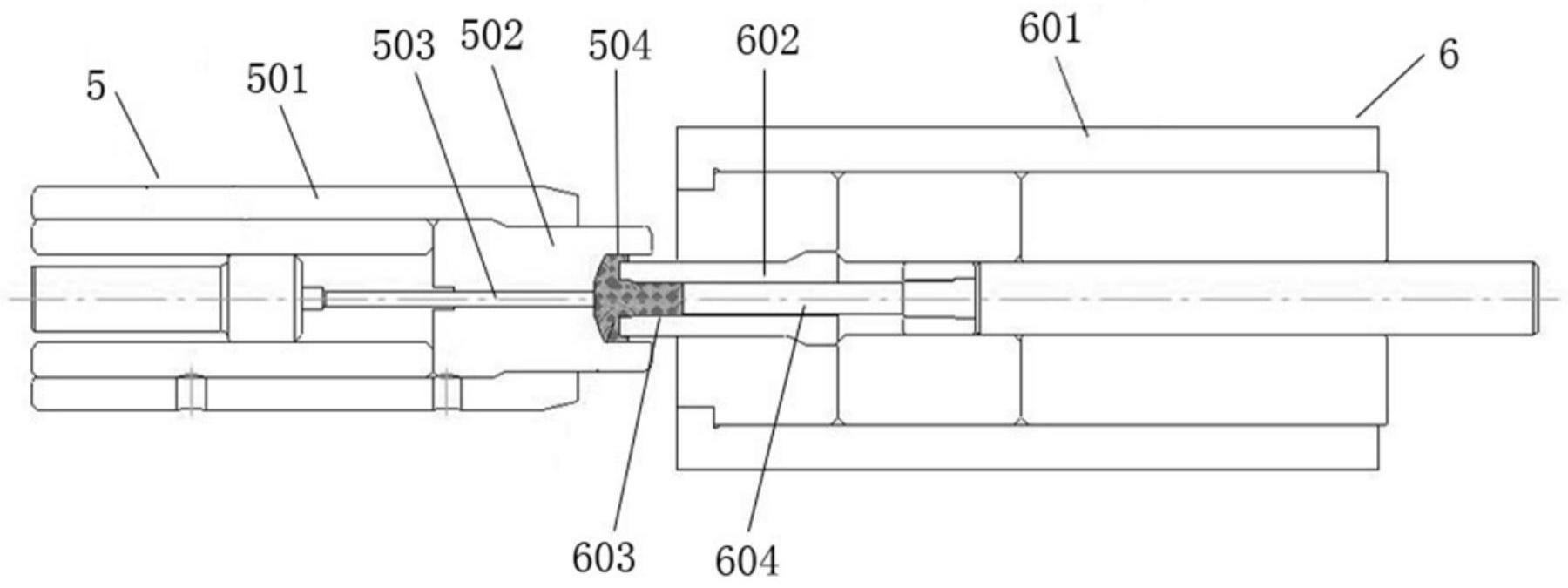
3、螺钉头下凹槽的冷镦模具包括冲模和主模,冲模包括冲模模仁,冲模模仁的前端具有与标准螺钉头外轮廓形状适配的成型腔,主模包括环形冲压头,环形冲压头具有用于供螺钉杆部插入以对螺钉进行定位的杆腔,环形冲压头的内径、外径分别与标准螺钉头下凹槽的内径、外径适配以用于镦压成型出头下凹槽,环形冲压头的外径小于所述成型腔的内径,环形冲压头与成型腔之间的间隙用来成型头下凹槽的外侧槽壁。
4、有益效果:本发明全新的提出了一种螺钉头下凹槽的冷镦模具,通过主模的杆腔对螺钉进行定位,通过对冲模的成型腔的结构和主模的环形冲压头的内径、外径尺寸进行设计,使冲模模仁与环形冲压头配合,从而在预成型的螺钉头部的下侧镦压出凹槽,实现头下带凹槽螺钉类产品的头下凹槽的镦制加工。
5、进一步地,冲模和主模的至少一个具有退料杆。
6、有益效果:通过设置退料杆,能够在加工完成后将工件顶出,方便工件从模具上取下。
7、进一步地,主模包括主模模套,所述环形冲压头安装在主模模套内部,环形冲压头的前端向前伸出主模模套而使杆腔处于主模模套的外侧。
8、有益效果:这样设置一方面能够避免冲模模仁与主模模套前端发生干涉,另一方面有利于工件加工完成后从主模上顺利取出。
9、本发明头下带凹槽螺钉的冷镦模具采用如下技术方案:
10、头下带凹槽螺钉的冷镦模具包括坯料预成型模具组合和螺钉头下凹槽的冷镦模具,坯料预成型模具组合用于预成型螺钉头的外轮廓,螺钉头下凹槽的冷镦模具包括冲模和主模,冲模包括冲模模仁,冲模模仁的前端具有与标准螺钉头外轮廓形状适配的成型腔,主模包括环形冲压头,环形冲压头具有用于供螺钉杆部插入以对螺钉进行定位的杆腔,环形冲压头的内径、外径分别与标准螺钉头下凹槽的内径、外径适配以用于镦压成型出头下凹槽,环形冲压头的外径小于所述成型腔的内径,环形冲压头与成型腔之间的间隙用来成型头下凹槽的外侧槽壁。
11、有益效果:本发明全新的提出了一种头下带凹槽螺钉的冷镦模具,通过坯料预成型模具组合预成型出螺钉头的外轮廓,然后通过螺钉头下凹槽的冷镦模具成型出头下凹槽,成型头下凹槽时通过主模的杆腔对螺钉进行定位,通过对冲模的成型腔的结构和主模的环形冲压头的内径、外径尺寸进行设计,使冲模模仁与环形冲压头配合,从而在预成型的螺钉头部的下侧镦压出凹槽,实现头下带凹槽螺钉的冷镦加工。
12、进一步地,冲模和主模的至少一个具有退料杆。
13、有益效果:通过设置退料杆,能够在加工完成后将工件顶出,方便工件从模具上取下。
14、进一步地,主模包括主模模套,所述环形冲压头安装在主模模套内部,环形冲压头的前端向前伸出主模模套而使杆腔处于主模模套的外侧。
15、有益效果:这样设置一方面能够避免冲模模仁与主模模套前端发生干涉,另一方面有利于工件加工完成后从主模上顺利取出。
16、进一步地,坯料预成型模具组合包括第一预成型模具组合和第二预成型模具组合,第一预成型模具组合用于将坯料预成型出圆台形头部,第二预成型模具组合用于将圆台形头部预成型为球形头部。
17、有益效果:通过两步镦压成型出螺钉头部的外轮廓,镦制更容易实现,而且更有利于提升产品精度和成型质量。
18、进一步地,第一预成型模具组合包括第一冲模和第一主模,第一冲模包括第一冲模模套,第一冲模模套内沿轴向活动安装有第一冲模模仁和第一冲模顶杆,第一冲模模仁具有第一预成型腔,第一预成型腔为圆台形腔,用于预成型出圆台形头部,第一主模包括第一主模模仁,第一主模模仁具有用于供螺钉杆部插入以对螺钉进行定位的第一杆腔。
19、有益效果:通过此种模具结构设计,随着第一冲模向第一主模挤压,坯料随着第一冲模逐渐后移而成型,此种成型方式镦制更容易实现,而且更有利于提升产品精度和成型质量。
20、进一步地,第二预成型模具组合包括第二冲模和第二主模,第二冲模包括第二冲模模仁,第二冲模模仁具有第二预成型腔,第二预成型腔为球形腔,用于预成型出球形头部,第二主模包括第二主模模仁,第二主模模仁具有用于供螺钉杆部插入以对螺钉进行定位的第二杆腔,第二杆腔中安装有第二主模顶杆,第二主模顶杆用于顶在螺钉杆部的后端以对螺钉进行定位。
21、有益效果:将头部由圆台形镦压成球形时头部变形较大,第二主模顶杆受力较大,采用此种组合模具结构可以缩短第二主模顶杆长度,从而提高第二主模顶杆寿命。
22、进一步地,第二冲模模仁上设有与第二预成型腔连通的气孔。
23、有益效果:将头部由圆台形镦压成球形时头部变形较大,通过设置气孔可以避免第二预成型腔内出现憋气现象,保证预冲尺寸饱满,避免头部端面出现欠压面,保证头部外观尺寸的精准度。
技术特征:
1.螺钉头下凹槽的冷镦模具,其特征在于:包括冲模(5)和主模(6),冲模(5)包括冲模模仁(502),冲模模仁(502)的前端具有与标准螺钉头外轮廓形状适配的成型腔(504),主模(6)包括环形冲压头(602),环形冲压头(602)具有用于供螺钉杆部插入以对螺钉进行定位的杆腔(603),环形冲压头(602)的内径、外径分别与标准螺钉头下凹槽的内径、外径适配以用于镦压成型出头下凹槽,环形冲压头(602)的外径小于所述成型腔(504)的内径,环形冲压头(602)与成型腔(504)之间的间隙用来成型头下凹槽的外侧槽壁。
2.根据权利要求1所述的螺钉头下凹槽的冷镦模具,其特征在于:冲模(5)和主模(6)的至少一个具有退料杆。
3.根据权利要求1所述的螺钉头下凹槽的冷镦模具,其特征在于:主模(6)包括主模模套(601),所述环形冲压头(602)安装在主模模套(601)内部,环形冲压头(602)的前端向前伸出主模模套(601)而使杆腔(603)处于主模模套(601)的外侧。
4.头下带凹槽螺钉的冷镦模具,其特征在于:包括坯料预成型模具组合和螺钉头下凹槽的冷镦模具,坯料预成型模具组合用于预成型螺钉头的外轮廓,螺钉头下凹槽的冷镦模具包括冲模(5)和主模(6),冲模(5)包括冲模模仁(502),冲模模仁(502)的前端具有与标准螺钉头外轮廓形状适配的成型腔(504),主模(6)包括环形冲压头(602),环形冲压头(602)具有用于供螺钉杆部插入以对螺钉进行定位的杆腔(603),环形冲压头(602)的内径、外径分别与标准螺钉头下凹槽的内径、外径适配以用于镦压成型出头下凹槽,环形冲压头(602)的外径小于所述成型腔(504)的内径,环形冲压头(602)与成型腔(504)之间的间隙用来成型头下凹槽的外侧槽壁。
5.根据权利要求4所述的头下带凹槽螺钉的冷镦模具,其特征在于:冲模(5)和主模(6)的至少一个具有退料杆。
6.根据权利要求4所述的头下带凹槽螺钉的冷镦模具,其特征在于:主模(6)包括主模模套(601),所述环形冲压头(602)安装在主模模套(601)内部,环形冲压头(602)的前端向前伸出主模模套(601)而使杆腔(603)处于主模模套(601)的外侧。
7.根据权利要求4-6任意一项所述的头下带凹槽螺钉的冷镦模具,其特征在于:坯料预成型模具组合包括第一预成型模具组合和第二预成型模具组合,第一预成型模具组合用于将坯料预成型出圆台形头部,第二预成型模具组合用于将圆台形头部预成型为球形头部。
8.根据权利要求7所述的头下带凹槽螺钉的冷镦模具,其特征在于:第一预成型模具组合包括第一冲模(1)和第一主模(2),第一冲模(1)包括第一冲模模套(101),第一冲模模套(101)内沿轴向活动安装有第一冲模模仁(102)和第一冲模顶杆(105),第一冲模模仁(102)具有第一预成型腔(104),第一预成型腔(104)为圆台形腔,用于预成型出圆台形头部,第一主模(2)包括第一主模模仁(202),第一主模模仁(202)具有用于供螺钉杆部插入以对螺钉进行定位的第一杆腔(204)。
9.根据权利要求7所述的头下带凹槽螺钉的冷镦模具,其特征在于:第二预成型模具组合包括第二冲模(3)和第二主模(4),第二冲模(3)包括第二冲模模仁(302),第二冲模模仁(302)具有第二预成型腔(303),第二预成型腔(303)为球形腔,用于预成型出球形头部,第二主模(4)包括第二主模模仁(402),第二主模模仁(402)具有用于供螺钉杆部插入以对螺钉进行定位的第二杆腔(404),第二杆腔(404)中安装有第二主模顶杆(403),第二主模顶杆(403)用于顶在螺钉杆部的后端以对螺钉进行定位。
10.根据权利要求9所述的头下带凹槽螺钉的冷镦模具,其特征在于:第二冲模模仁(302)上设有与第二预成型腔(303)连通的气孔(304)。
技术总结
本发明涉及螺钉加工技术领域,尤其涉及螺钉头下凹槽的冷镦模具及头下带凹槽螺钉的冷镦模具。螺钉头下凹槽的冷镦模具包括冲模和主模,冲模包括冲模模仁,冲模模仁的前端具有与标准螺钉头外轮廓形状适配的成型腔,主模包括环形冲压头,环形冲压头具有用于供螺钉杆部插入以对螺钉进行定位的杆腔,环形冲压头的内径、外径分别与标准螺钉头下凹槽的内径、外径适配以用于镦压成型出头下凹槽,环形冲压头的外径小于所述成型腔的内径,环形冲压头与成型腔之间的间隙用来成型头下凹槽的外侧槽壁。通过冲模模仁与环形冲压头配合,从而在预成型的螺钉头部的下侧镦压出凹槽,实现头下带凹槽螺钉类产品的头下凹槽的镦制加工。
技术研发人员:许吉星,赵文龙,高程,屈世阳,罗建新,李成龙
受保护的技术使用者:河南航天精工制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!