一种高铁腕臂用管类工件初加工总成的制作方法
本发明涉及高铁腕臂用管类工件加工的,尤其是涉及一种高铁腕臂用管类工件初加工总成。
背景技术:
1、现有的高铁腕臂用管主要分为两种,如图,一种是带耳座的,一种是不带耳座的,针对带耳的加工,由于毛坯管件上直接带有耳座,因此只能采取单根单管的进行加工,按需长度对毛坯管件进行切割,余下废料,对切割好的毛坯管件进行钻孔加工即可;而针对于不带耳座的,毛坯管件为一根长管,采用的是单根多管加工的方式,将一根毛坯管件按需长度依次进行切割,对切割好的毛坯管件进行钻孔加工即可,一根毛坯管件可加工出多根腕臂。
2、现有的高铁腕臂用管的初加工装置都难以实现自动加工,加工过程中人工干预的步骤太多,不仅效率并且加工精度也难保保证。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种高铁腕臂用管类工件初加工总成,对两类高铁腕臂用管均能加工,整个加工过程能够实现自动化,不需要人工干预,保证了加工精度同时大大提高了加工效率。
2、本发明解决上述技术问题的方案如下:
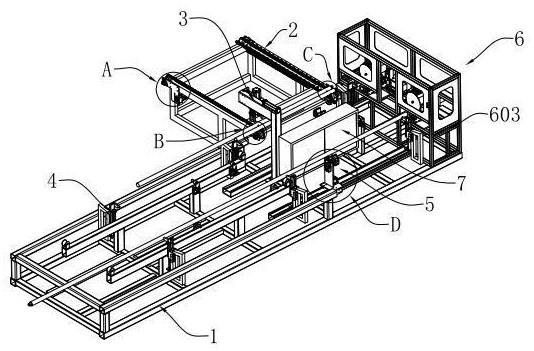
3、一种高铁腕臂用管类工件初加工总成,包括机架,机架上镜像设置有两条生产线,生产线沿毛坯管件的输送方向依次设置有上料机构、送料机构和加工机构,还包括安装在机架上的储料机构和抓料机构,所述储料机构设置在其中一条生产线的侧面,所述抓料机构安装在两条生产线之间;
4、所述储料机构包括运料装置和放料装置,所述放料装置用于存放毛坯管件,所述运料装置用于将毛坯管件运送到抓料机构下方以便于抓取上料;
5、所述抓料机构包括调位装置和抓取装置,所述抓取装置用于抓取毛坯管件,所述调位装置用于调整抓取机构的位置以便于将毛坯管件从储料机构上放到上料机构上;
6、所述上料机构包括提升装置和承接装置,所述提升装置用于将毛坯管件提升到指定高度并依靠自身重力滑落到承接装置上,所述承接装置用于承接从提升装置上滑落的毛坯管件;
7、所述送料机构包括送料夹紧装置和移动装置,所述送料夹紧装置用于夹紧承接装置上的毛坯管件,所述移动装置用于带动送料夹紧装置移动以便于将毛坯管件输送到加工机构中进行加工;
8、所述加工机构包括加工平台,加工平台固装在机架上,所述加工平台上设置有加工夹紧装置、钻孔装置和切割装置,所述加工夹紧装置用于在加工时夹紧固定毛坯管件,所述钻孔装置用于加工时在毛坯管件上打孔,所述切割装置用于加工时将毛坯管件切断;
9、还包括总控柜,总控柜用于控制各个机构运行。
10、进一步,所述运料装置包括主动链轮和从动链轮,所述主动链轮和从动链轮上配装有传送链条,所述机架上安装有用于带动主动链轮转动的运料电机,所述放料装置包括若干等间隔分布的隔板,所述隔板下方固定在传送链条的外侧上,隔板上端凸出传送链条上方,隔板上开设有用于悬挂毛坯管件的挂孔。
11、进一步,调位装置包括支撑立柱,支撑立柱的底部固定在机架上,所述支撑立柱的上方固装有支撑横管,所述支撑横管侧面固装有调位滑轨,调位滑轨上滑动安装有调位滑块,调位滑块侧面固装有调位移动板,所述支撑横管上固装有用于推动调位移动板移动的直线气缸一,所述调位移动板的底部固装有固定板一,固定板一上固装有直线气缸二,所述直线气缸二的头部固装有固定板二,所述抓取装置包括镜像设置的两个手指气缸,两个手指气缸固装在固定板二的底部,两个手指气缸的下端均配装有夹紧块。
12、进一步,所述提升装置包括固定架,固定架固装在机架上,固定架的顶部为斜面,固定架侧面上固装有连接板,连接板的内端固装有燕尾上板,燕尾上板上滑动安装有燕尾下板,燕尾下板的侧面上固装有方管,且燕尾下板和方管位于固定架和燕尾上板之间的间隙中,所述燕尾上板、燕尾下板及方管的上端均为斜面,所述固定架、燕尾上板、燕尾下板及方管四者上端的斜面倾斜度一致,所述燕尾上板的内侧安装有用于推动燕尾下板的直线气缸三,所述方管长度与固定架高度相适配以避免方管上升时毛坯管件从方管下方滑落,所述承接装置包括支撑架,支撑架固装在机架上,所述支撑架上固装有直线气缸九,直线气缸九的头部固装有接料辊,所述接料辊用于承接从燕尾上板上滑落的毛坯管件,所述支撑架上设置有传送辊,传送辊位于接料辊下方,所述传送辊用于承接接料辊下方的毛坯管件。
13、进一步,所述移动装置包括送料支架、送料齿条和送料滑轨,所述送料支架固装在机架上,送料齿条固装在送料支架的上表面上,送料滑轨固装在送料支架的侧面上,所述送料支架上套设有移动管,且移动管内部对应送料滑轨的位置固设有送料滑块,送料滑块滑动的安装在送料滑轨上,移动管内部对应送料齿条的位置安装有送料齿轮,送料齿轮和送料齿条相啮合,所述移动管上表面上设有带动送料齿轮转动的送料电机,所述移动管的上表面上还固装有竖向设置的支撑立板。
14、进一步,所述送料夹紧装置包括夹管组件和托管组件,所述夹管组件包括双向气缸,双向气缸固装在支撑立板的顶部,所述双向气缸的头部配装有弧形夹持头,所述托管组件包括直线气缸四,所述直线气缸四头部固装有托管底板,所述托管底板上固装有托管支架,所述托管支架上转动安装有托轮。
15、进一步,所述加工夹紧装置包括沿毛坯管件输送方向依次设置的第一左右夹紧组件、第二左右夹紧组件和上下夹紧组件,第一左右夹紧组件和第二左右夹紧组件结构相同,包括相对设置的水平固定夹具和水平活动夹具,水平固定夹具固装于加工平台上,水平活动夹具通过安装于加工平台上的直线气缸五驱动,上下夹紧组件包括固定框架,所述固定框架内部设置有纵向固定夹具、纵向活动夹具和直线气缸六,所述直线气缸六固装在固定框架的顶板上,所述纵向活动夹具固装在直线气缸六的头部,所述纵向固定夹具设置在纵向活动夹具的下方,且固定在固定框架上。
16、进一步,所述切割装置位于第一左右夹紧组件和第二左右夹紧组件之间,包括电锯立板,所述电锯立板固装于加工平台上,电锯立板一侧滑动连接有电锯滑板,电锯滑板另一侧与电锯连接,电锯立板顶部设有驱动电锯滑板移动的直线气缸七。
17、进一步,所述钻孔装置位于第二左右夹紧组件和上下夹紧组件之间,包括平行安装于加工平台上的两条钻孔滑轨,钻孔滑轨上安装有钻孔滑板,所述钻孔滑板上安装有钻孔机,所述钻孔机一侧设有可驱动钻孔滑板移动的直线气缸八。
18、综上所述,本发明的有益技术效果:本发明设置有两条生产线,生产线沿毛坯管件的输送方向依次设置有上料机构、送料机构和加工机构,针对于带耳座的毛坯管件的加工,增设储料机构和抓料机构,其中一条生产线与储料机构、抓料机构组合运作,用于加工带耳座的毛坯管件,另一条生产线单独运行,用于加工不带耳座的毛坯管件。对两类高铁腕臂用管均能加工,整个加工过程能够实现自动化,不需要人工干预,保证了加工精度同时大大提高了加工效率。
技术特征:
1.一种高铁腕臂用管类工件初加工总成,其特征在于:包括机架(1),机架(1)上镜像设置有两条生产线,生产线沿毛坯管件的输送方向依次设置有上料机构(4)、送料机构(5)和加工机构(6),还包括安装在机架(1)上的储料机构(2)和抓料机构(3),所述储料机构(2)设置在其中一条生产线的侧面,所述抓料机构(3)安装在两条生产线之间;
2.根据权利要求1所述的一种高铁腕臂用管类工件初加工总成,其特征在于:所述运料装置包括主动链轮(201)和从动链轮(202),所述主动链轮(201)和从动链轮(202)上配装有传送链条(203),所述机架(1)上安装有用于带动主动链轮(201)转动的运料电机(204),所述放料装置包括若干等间隔分布的隔板(205),所述隔板(205)下方固定在传送链条(203)的外侧上,隔板(205)上端凸出传送链条(203)上方,隔板(205)上开设有用于悬挂毛坯管件的挂孔(206)。
3.根据权利要求1所述的一种高铁腕臂用管类工件初加工总成,其特征在于:调位装置包括支撑立柱(301),支撑立柱(301)的底部固定在机架(1)上,所述支撑立柱(301)的上方固装有支撑横管(302),所述支撑横管(302)侧面固装有调位滑轨(303),调位滑轨(303)上滑动安装有调位滑块(304),调位滑块(304)侧面固装有调位移动板(305),所述支撑横管(302)上固装有用于推动调位移动板(305)移动的直线气缸一(306),所述调位移动板(305)的底部固装有固定板一(307),固定板一(307)上固装有直线气缸二(308),所述直线气缸二(308)的头部固装有固定板二(309),所述抓取装置包括镜像设置的两个手指气缸(3010),两个手指气缸(3010)固装在固定板二(309)的底部,两个手指气缸(3010)的下端均配装有夹紧块(3011)。
4.根据权利要求1所述的一种高铁腕臂用管类工件初加工总成,其特征在于:所述提升装置包括固定架(401),固定架(401)固装在机架(1)上,固定架(401)的顶部为斜面,固定架(401)侧面上固装有连接板(402),连接板(402)的内端固装有燕尾上板(403),燕尾上板(403)上滑动安装有燕尾下板(404),燕尾下板(404)的侧面上固装有方管(405),且燕尾下板(404)和方管(405)位于固定架(401)和燕尾上板(403)之间的间隙中,所述燕尾上板(403)、燕尾下板(404)及方管(405)的上端均为斜面,所述固定架(401)、燕尾上板(403)、燕尾下板(404)及方管(405)四者上端的斜面倾斜度一致,所述燕尾上板(403)的内侧安装有用于推动燕尾下板(404)的直线气缸三(406),所述方管(405)长度与固定架(401)高度相适配以避免方管(405)上升时毛坯管件从方管(405)下方滑落,所述承接装置包括支撑架(407),支撑架(407)固装在机架(1)上,所述支撑架(407)上固装有直线气缸九(408),直线气缸九(408)的头部固装有接料辊(409),所述接料辊(409)用于承接从燕尾上板(403)上滑落的毛坯管件,所述支撑架(407)上设置有传送辊(4010),传送辊(4010)位于接料辊(409)下方,所述传送辊(4010)用于承接接料辊(409)下方的毛坯管件。
5.根据权利要求1所述的一种高铁腕臂用管类工件初加工总成,其特征在于:所述移动装置包括送料支架(501)、送料齿条(502)和送料滑轨(503),所述送料支架(501)固装在机架(1)上,送料齿条(502)固装在送料支架(501)的上表面上,送料滑轨(503)固装在送料支架(501)的侧面上,所述送料支架(501)上套设有移动管(504),且移动管(504)内部对应送料滑轨(503)的位置固设有送料滑块(505),送料滑块(505)滑动安装在送料滑轨(503)上,移动管(504)内部对应送料齿条(502)的位置安装有送料齿轮(506),送料齿轮(506)和送料齿条(502)相啮合,所述移动管(504)上表面上设有带动送料齿轮(506)转动的送料电机(507),所述移动管(504)的上表面上还固装有竖向设置的支撑立板(508)。
6.根据权利要求1所述的一种高铁腕臂用管类工件初加工总成,其特征在于:所述送料夹紧装置包括夹管组件和托管组件,所述夹管组件包括双向气缸(509),双向气缸(509)固装在支撑立板(508)的顶部,所述双向气缸(509)的头部配装有弧形夹持头(5010),所述托管组件包括直线气缸四(5011),所述直线气缸四(5011)头部固装有托管底板(5012),所述托管底板(5012)上固装有托管支架(5013),所述托管支架(5013)上转动安装有托轮(5014)。
7.根据权利要求1所述的一种高铁腕臂用管类工件初加工总成,其特征在于:所述加工夹紧装置包括沿毛坯管件输送方向依次设置的第一左右夹紧组件、第二左右夹紧组件和上下夹紧组件,第一左右夹紧组件和第二左右夹紧组件结构相同,包括相对设置的水平固定夹具(601)和水平活动夹具(602),水平固定夹具(601)固装于加工平台(603)上,水平活动夹具(602)通过安装于加工平台(603)上的直线气缸五(604)驱动,上下夹紧组件包括固定框架(605),所述固定框架(605)内部设置有纵向固定夹具(606)、纵向活动夹具(607)和直线气缸六(608),所述直线气缸六(608)固装在固定框架(605)的顶板上,所述纵向活动夹具(607)固装在直线气缸六(608)的头部,所述纵向固定夹具(606)设置在纵向活动夹具(607)的下方,且固定在固定框架(605)上。
8.根据权利要求7所述的一种高铁腕臂用管类工件初加工总成,其特征在于:所述切割装置位于第一左右夹紧组件和第二左右夹紧组件之间,包括电锯立板(609),所述电锯立板(609)固装于加工平台(603)上,电锯立板(609)一侧滑动连接有电锯滑板(6010),电锯滑板(6010)另一侧与电锯连接,电锯立板(609)顶部设有驱动电锯滑板(6010)移动的直线气缸七(6011)。
9.根据权利要求8所述的一种高铁腕臂用管类工件初加工总成,其特征在于:所述钻孔装置位于第二左右夹紧组件和上下夹紧组件之间,包括平行安装于加工平台(603)上的两条钻孔滑轨(6012),钻孔滑轨(6012)上安装有钻孔滑板(6014),所述钻孔滑板(6014)上安装有钻孔机(6015),所述钻孔机(6015)一侧设有可驱动钻孔滑板(6014)移动的直线气缸八(6016)。
技术总结
本发明涉及一种高铁腕臂用管类工件初加工总成,包括机架,机架上镜像设置有两条生产线,生产线沿毛坯管件的输送方向依次设置有上料机构、送料机构和加工机构,针对于带耳座的毛坯管件的加工,增设储料机构和抓料机构,其中一条生产线与储料机构、抓料机构组合运作,用于加工带耳座的毛坯管件,另一条生产线单独运行,用于加工不带耳座的毛坯管件。本发明对两类高铁腕臂用管均能加工,整个加工过程能够实现自动化,不需要人工干预,保证了加工精度同时大大提高了加工效率。
技术研发人员:柴正均,胡泽新,熊秋龙,唐阳,孙永武,彭龙虎,许雄,吴亮,陈艳涛,羊毅
受保护的技术使用者:中铁建电气化局集团南方工程有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!