钢筋弯箍机及弯折方法与流程
本发明涉及钢筋弯箍设备,特别涉及一种钢筋弯箍机及弯折方法。
背景技术:
1、在建筑领域,钢筋和箍筋被大量使用。箍筋由钢筋加工而成,具体的,一段直钢筋经过多次弯折形成矩形,直钢筋的两端在矩形箍筋的一个拐角处交汇,并弯折成两个绑扎段,用于与主钢筋绑扎固定。钢筋的弯箍加工使用到钢筋弯箍机,现有的钢筋弯箍机设置有弯折机构和输送机构,钢筋设置在输送机构上,并被输送至弯折机构进行多次同方向的弯折,直至弯折成矩形,然后将成型的箍筋裁剪,这种钢筋弯箍机存在弊端,就是每次弯折加工所生产出来的箍筋数量少,效率低。
2、现有技术中,具有针对此类问题改进的钢筋弯箍机,即在机架上设置多个弯折机构,这样就可以直接对定尺裁剪好的钢筋进行多个位置的弯折,直接成型,并且可以将多个直钢筋并排设置,每次弯折加工所生产出来的箍筋数量多,效率高,但是这类改进的装置结构复杂,装置的体积大,成本高,不便于运输。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种钢筋弯箍机,能够实现钢筋弯箍的全自动化,提高钢筋的弯箍效率,结构简洁,便于运输与安装,成本低。
2、本发明还提出一种应用于上述钢筋弯箍机的弯折方法。
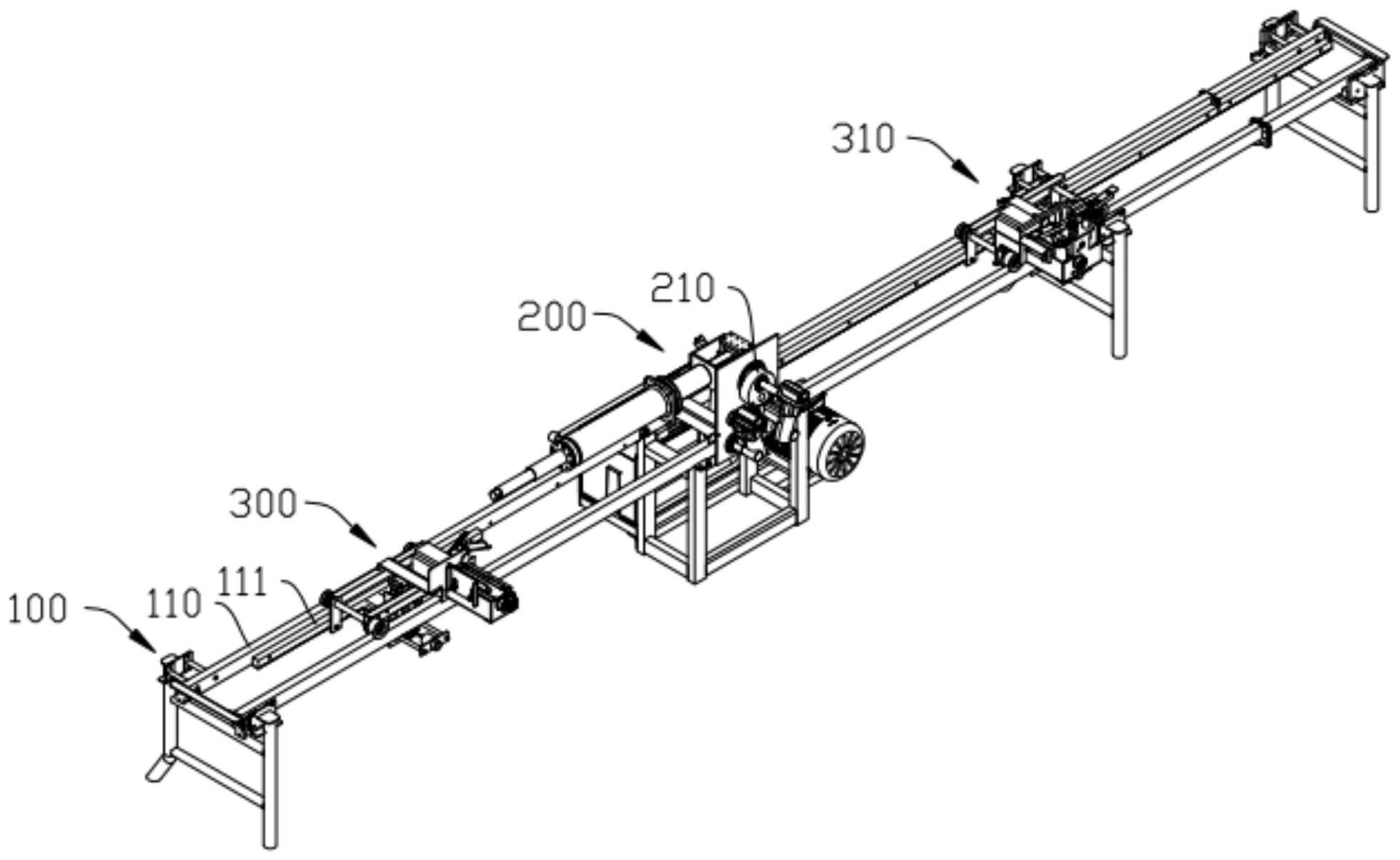
3、根据本发明的第一方面实施例的钢筋弯箍机,包括:
4、支架,设置有水平滑轨;
5、折弯装置,设置于所述支架,所述折弯装置设置有弯盘,所述弯盘能够从顺时针方向和逆时针方向弯折钢筋;
6、第一输送装置,滑动设置于所述水平滑轨的一侧;
7、第二输送装置,滑动设置于所述水平滑轨的另一侧;
8、其中,所述第一输送装置和所述第二输送装置均设置有夹持固定组件,所述夹持固定组件用于夹持和固定多个排列设置的钢筋,所述第一输送装置能够朝第一方向输送钢筋至所述折弯装置进行三次弯折,所述第二输送装置能够朝第二方向输送钢筋至所述折弯装置进行两次弯折,以将裁定好长度的钢筋加工成箍筋,所述第一方向与所述第二方向相反。
9、根据本发明实施例的钢筋弯箍机,至少具有如下有益效果:钢筋弯箍机设置有水平滑轨,水平滑轨固定设置有折弯装置,折弯装置的两侧设置有第一输送装置和第二输送装置,第一输送装置和第二输送装置均设置有夹持固定组件,夹持固定组件用于夹持和固定钢筋,具体的,第一输送装置能够朝第一方向输送钢筋至折弯装置进行三次弯折,第二输送装置能够朝第二方向输送钢筋至折弯装置进行两次弯折,以将裁定好长度的钢筋加工成箍筋,第一方向与第二方向相反。
10、根据本发明的一些实施例,所述第一输送装置和所述第二输送装置均设置有滑动架和第一安装架,所述夹持固定组件和所述第一安装架设置于所述滑动架,所述滑动架通过导向轮滑动设置于所述水平滑轨,所述第一安装架设置有第一电机,所述水平滑轨设置有齿条,所述第一电机通过齿轮与所述齿条传动连接。
11、根据本发明的一些实施例,所述夹持固定组件包括固定架、滑座、第二电机、固定压板和活动压板,所述固定架设置于所述滑动架,所述第二电机、所述固定压板和所述滑座设置于所述固定架,所述活动压板设置于所述滑座,所述第二电机用于驱动所述滑座朝靠近所述固定压板的方向移动,以使所述活动压板和所述固定压板配合,从水平方向夹紧水平设置的钢筋。
12、根据本发明的一些实施例,所述固定架还设置有导向板、托料板和第一压紧件,所述托料板用于支撑钢筋,所述第一压紧件转动设置于所述固定架,所述第一压紧件设置有第一弹性件,所述第一弹性件用于牵拉所述第一压紧件的一端,以使所述第一压紧件的另一端远离水平设置的钢筋,所述导向板能够跟随所述滑座移动,并推压所述第一压紧件的一端,以使所述第一压紧件的另一端从竖直方向压紧水平设置的钢筋。
13、根据本发明的一些实施例,所述滑座还设置有第二安装架,所述第二安装架转动设置有两个第二压紧件,所述第二压紧件设置有第二弹性件,所述第二弹性件用于牵拉所述第二压紧件的一端,以使两个所述第二压紧件相互靠近,进而从水平方向夹紧竖直设置的钢筋。
14、根据本发明的一些实施例,所述第一安装架通过缓冲组件设置于所述滑动架,以使所述折弯装置弯折钢筋时,所述滑动架能够与所述第一安装架产生相对滑动。
15、根据本发明的一些实施例,所述缓冲组件包括导向件、缓冲套、缓冲轴和第三弹性件,所述导向件固定设置于所述第一安装架,所述缓冲套固定设置于所述导向件,所述缓冲轴固定设置于所述滑动架,并穿设于所述缓冲套,所述第三弹性件设置于所述缓冲套内,并且端部与所述缓冲轴和所述导向件相抵接。
16、根据本发明的第二方面实施例的弯折方法,应用于如本发明的第一方面实施例的钢筋弯箍机,所述折弯装置的弯盘设置有中销和边销,所述弯折方法包括:
17、将钢筋放置于所述钢筋弯箍机,所述第一输送装置的夹持固定组件从水平方向压紧多个并排设置的钢筋;
18、所述第一输送装置驱动钢筋沿所述第一方向穿过所述中销和所述边销,当钢筋的前端远离所述弯盘一定距离后,所述第一输送装置停止移动,所述弯盘转动并对钢筋完成第一次弯折,使钢筋的端部形成第一弯折角;
19、所述第一输送装置继续驱动钢筋沿所述第一方向移动,当所述第一弯折角远离所述弯盘一定距离后,所述弯盘转动并对钢筋完成第二次弯折,使钢筋形成第二弯折角;
20、所述第一输送装置继续驱动钢筋沿所述第一方向移动,当所述第二弯折角远离所述弯盘一定距离后,所述弯盘转动并对钢筋完成第三次弯折,使钢筋形成第三弯折角;
21、所述第一输送装置驱动钢筋的所述第三弯折角沿所述第一方向移动至所述第二输送装置,所述第二输送装置的所述夹持固定组件夹持并固定钢筋;
22、所述第二输送装置驱动钢筋沿所述第一方向移动,当所述钢筋远离所述第一弯折角的一端靠近所述弯盘一定距离后,所述弯盘转动并对钢筋完成第四次弯折,使钢筋形成第四弯折角;
23、所述第二输送装置驱动钢筋继续沿所述第二方向移动,当所述第四弯折角远离所述弯盘一定距离后,所述弯盘转动并对钢筋完成第五次弯折,使钢筋形成第五弯折角,钢筋完成弯折加工,并形成箍筋。
24、根据本发明实施例的弯折方法,至少具有如下有益效果:本发明的弯折方法只需要一个折弯装置配合第一输送装置和第二输送装置即可完成箍筋的加工成型,方便快捷,效率高。
25、根据本发明的一些实施例,所述夹持固定组件设置有第一压紧件和第二压紧件,所述弯折方法包括所述第二输送装置驱动钢筋移动时,所述第一压紧件从竖直方向压紧水平设置的钢筋,所述第二压紧件从水平方向夹紧竖直设置的钢筋,即所述夹持固定组件对所述第三弯折角两侧的钢筋均进行固定。
26、根据本发明的一些实施例,所述第一弯折角和所述第四弯折角弯曲的角度大于或等于90°,所述第二弯折角、所述第三弯折角和所述第五弯折角的弯曲角度等于90°。
27、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!