高强钢多辊矫辊数的设计方法与流程
本发明涉及矫直机设计,尤其设计一种高强钢多辊矫辊数的设计方法。
背景技术:
1、目前,在冶金行业中的矫直中,矫直的目的式改善原材料的弯曲半径,实现矫直目标弯曲半径,多数情况下是实现矫平,即矫直后的弯曲半径无限大。随着材料技术的发展以及对材料内在属性的要求越来越高,材料的屈服强度也越来越大,材料本身的残余应力也越来越大。同样对材料的矫直后的残余应力要求也提出了更高要求,一般要求材料总体残余应力不能超过标准值。材料的残余应力影响材料的表面质量和使用性能以及稳定性。
2、然而,现有技术中并没有合理确定高强钢多辊矫辊数的方法,如果高强钢多辊矫辊数设计不合理,会导致被矫直材料的残余应力过高。
技术实现思路
1、本发明的主要目的在于提供一种高强钢多辊矫辊数的设计方法,旨在便于合理确定辊数,以有效降低被矫直材料的残余应力。
2、为实现上述目的,本发明提供一种高强钢多辊矫辊数的设计方法,包括以下步骤:
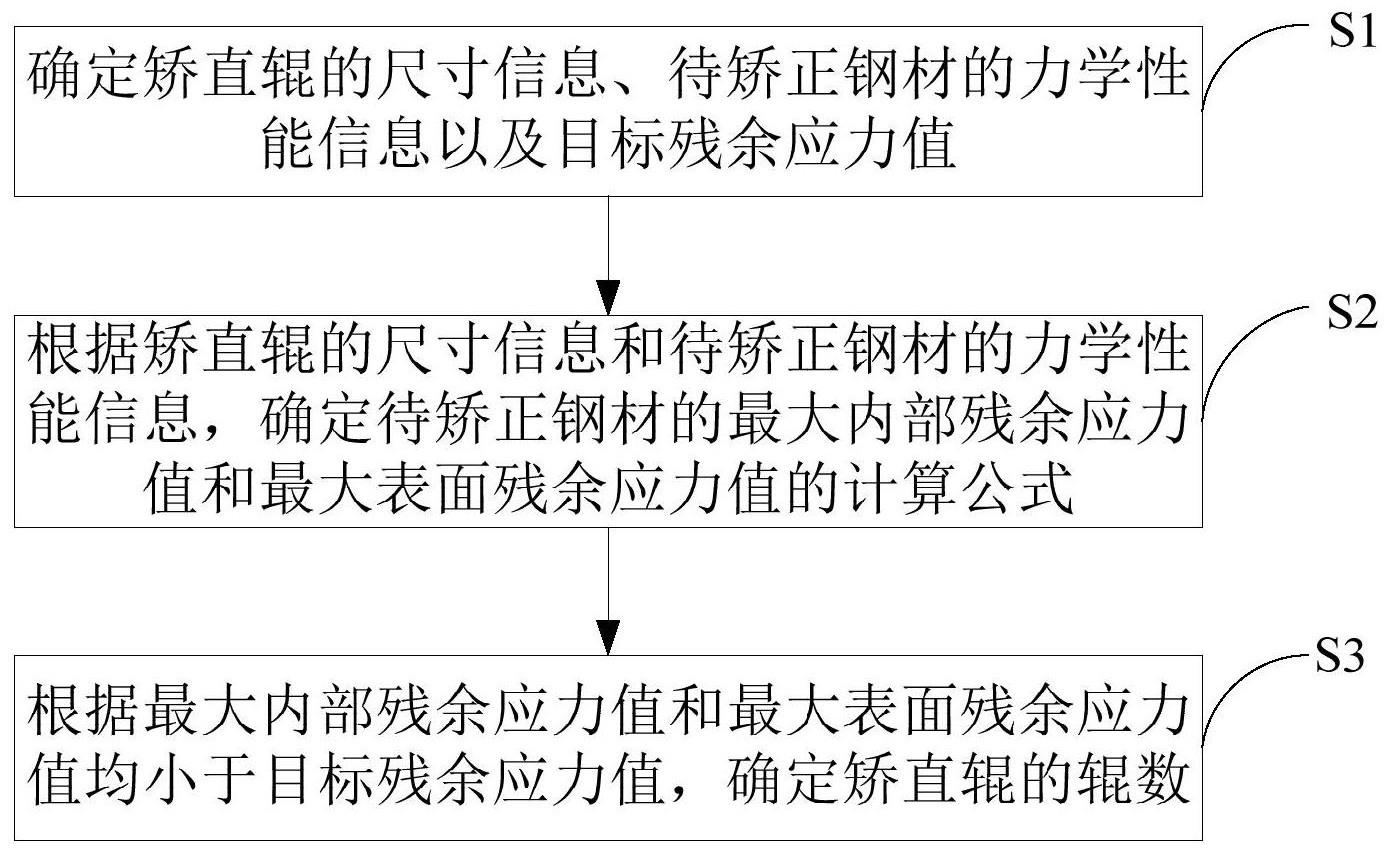
3、确定矫直辊的尺寸信息、待矫正钢材的力学性能信息以及目标残余应力值σp;
4、根据矫直辊的尺寸信息和待矫正钢材的力学性能信息,确定待矫正钢材的最大表面残余应力值σ1和最大内部残余应力值σ2的计算公式;
5、根据最大表面残余应力值σ1和最大内部残余应力值σ2均小于目标残余应力值σp,确定矫直辊的辊数。
6、优选地,矫直辊的尺寸信息包括矫直辊原始曲率比c0。
7、优选地,所述待矫正钢材的力学性能信息包括待矫正钢材的屈服强度σs和原始残余应力σ0。
8、优选地,所述最大表面残余应力值σ1采用以下公式计算:
9、
10、其中,n为矫直辊的辊数,cw为矫直辊的反弯曲率比。
11、优选地,所述最大内部残余应力值σ2采用以下公式计算:
12、
13、优选地,所述根据最大表面残余应力值σ1和最大内部残余应力值σ2均小于目标残余应力值σp,确定矫直辊的辊数的步骤具体包括:
14、初始确定矫直辊的反弯曲率比cw;
15、通过确定的反弯曲率比cw计算得到最大内部残余应力值σ2,计算最大内部残余应力值σ2是否小于目标残余应力值σp;
16、当最大内部残余应力值σ2大于或等于目标残余应力值σp时,则返回执行所述初始确定矫直辊的反弯曲率比cw的步骤,以校正反弯曲率比cw;
17、当最大内部残余应力值σ2小于目标残余应力值σp时,则将确定出的反弯曲率比cw代入最大表面残余应力值σ1的计算公式中,根据σ1小于目标残余应力值σp计算矫直辊的辊数n。
18、优选地,所述矫直辊的反弯曲率比cw在1至3之间。
19、优选地,根据σ1小于目标残余应力值σp计算矫直辊的辊数n时,根据σ1小于σp选择最小的辊数n。
20、本发明提出的高强钢多辊矫辊数的设计方法,可合理确定矫辊的辊数,从而有效地降低被矫直材料的残余应力。另外,本设计方法确定出的辊数在满足矫直的条件下,可最大化的降低设备的成本。
技术特征:
1.一种高强钢多辊矫辊数的设计方法,其特征在于,包括以下步骤:
2.如权利要求1所述的高强钢多辊矫辊数的设计方法,其特征在于,矫直辊的尺寸信息包括矫直辊原始曲率比c0。
3.如权利要求2所述的高强钢多辊矫辊数的设计方法,其特征在于,所述待矫正钢材的力学性能信息包括待矫正钢材的屈服强度σs和原始残余应力σ0。
4.如权利要求3所述的高强钢多辊矫辊数的设计方法,其特征在于,所述最大表面残余应力值σ1采用以下公式计算:
5.如权利要求4所述的高强钢多辊矫辊数的设计方法,其特征在于,所述最大内部残余应力值σ2采用以下公式计算:
6.如权利要求5所述的高强钢多辊矫辊数的设计方法,其特征在于,所述根据最大表面残余应力值σ1和最大内部残余应力值σ2均小于目标残余应力值σp,确定矫直辊的辊数的步骤具体包括:
7.如权利要求6所述的高强钢多辊矫辊数的设计方法,其特征在于,所述矫直辊的反弯曲率比cw在1至3之间。
8.如权利要求6或7所述的高强钢多辊矫辊数的设计方法,其特征在于,根据σ1小于目标残余应力值σp计算矫直辊的辊数n时,根据σ1小于σp选择最小的辊数n。
技术总结
本发明公开了一种高强钢多辊矫辊数的设计方法,包括以下步骤:确定矫直辊的尺寸信息、待矫正钢材的力学性能信息以及目标残余应力值σ<subgt;p</subgt;;根据矫直辊的尺寸信息和待矫正钢材的力学性能信息,确定待矫正钢材的最大表面残余应力值σ<subgt;1</subgt;和最大内部残余应力值σ<subgt;2</subgt;的计算公式;根据最大表面残余应力值σ<subgt;1</subgt;和最大内部残余应力值σ<subgt;2</subgt;均小于目标残余应力值σ<subgt;p</subgt;,确定矫直辊的辊数。本发明提出的高强钢多辊矫辊数的设计方法,可合理确定矫辊的辊数,从而有效地降低被矫直材料的残余应力。
技术研发人员:郑祥臣
受保护的技术使用者:中冶南方工程技术有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!