一种高韧高效埋弧焊剂及其制备方法与流程
本发明属于焊接材料,具体涉及一种高韧高效埋弧焊剂及其制备方法。
背景技术:
1、风力发电是重要的可再生清洁能源发电方式,也是世界各国高度重视并发展的战略性产业之一,在能源、环境保护等方面更是具有举足轻重的作用。截至2022年底,新增风电吊装容量4983万千瓦,累计风电吊装容量达到3.96亿千瓦,同比增长11.2%。与此同时,国内焊材在风电行业的应用也越来越多,在焊剂配套方面国内仍多采用sj101焊剂,在风电大厚板生产制造过程仍存在诸多问题,如大厚板焊接裂纹导致大量返工,无法大线能量焊接,焊缝探伤合格率不高以及接头低温冲击韧性不足的问题。为此,本发明提供了一种可用于风电行业大厚板的高韧高效埋弧焊剂。
技术实现思路
1、本发明的目的是克服现有技术中大厚板焊焊缝探伤合格率不高以及接头低温冲击韧性不足的问题。
2、为此,本发明提供了一种高韧高效埋弧焊剂,以质量百分比计,埋弧焊剂包括:15-25%的镁砂,5-10%的铝矾土,10-20%的硅灰石,11-19%的萤石,3-8%的金红石,2-6%的冰晶石,3-5%的硅铁,6-22%的铁粉,6-8%的硅锆合金,0.3-0.8%的cr,1-2%的钛铁,0.5-2.5%的硼铁,0.2-0.5%的钒铌合金,0.5-1.0%的碳酸锶。
3、具体的,上述埋弧焊剂中s≤0.020%;p≤0.025%。
4、具体的,上述埋弧焊剂的颗粒度为12-60目,其中12-18目、18-20目、20-40目、40-60目的质量百分比为45%、40%、10%和5%。
5、具体的,上述埋弧焊剂的碱度为1.6-2.0。
6、本发明还提供了上述高韧高效埋弧焊剂的制备方法,包括以下步骤:
7、(1)将埋弧焊剂各原料破碎、过筛后,按质量百分比称重、备料;
8、(2)将铁粉与铝矾土混合均匀,过筛后以树脂粘结,烧结、过筛,备用;
9、(3)将剩余原料混合,并加入粘结剂,充分搅拌均匀,烧结后产物与步骤(2)的产物混合,制得所述埋弧焊剂。
10、具体的,上述步骤(2)中铁粉与铝矾土混合后过80目筛,以质量百分比计,采用1-5%树脂粘结。
11、具体的,上述步骤(2)中烧结温度为200-250℃,烧结时间为2-4h,烧结后过40目筛。
12、具体的,上述步骤(3)中粘结剂用量为剩余原料质量的8-12%。
13、具体的,上述粘结剂为锂水玻璃和钠水玻璃混合物,且锂水玻璃和钠水玻璃混的混合质量百分比为1:1。
14、具体的,上述步骤(3)中烧结温度为850-880℃,烧结时间为1-3h。
15、与现有技术相比,本发明具有以下优点和有益效果:
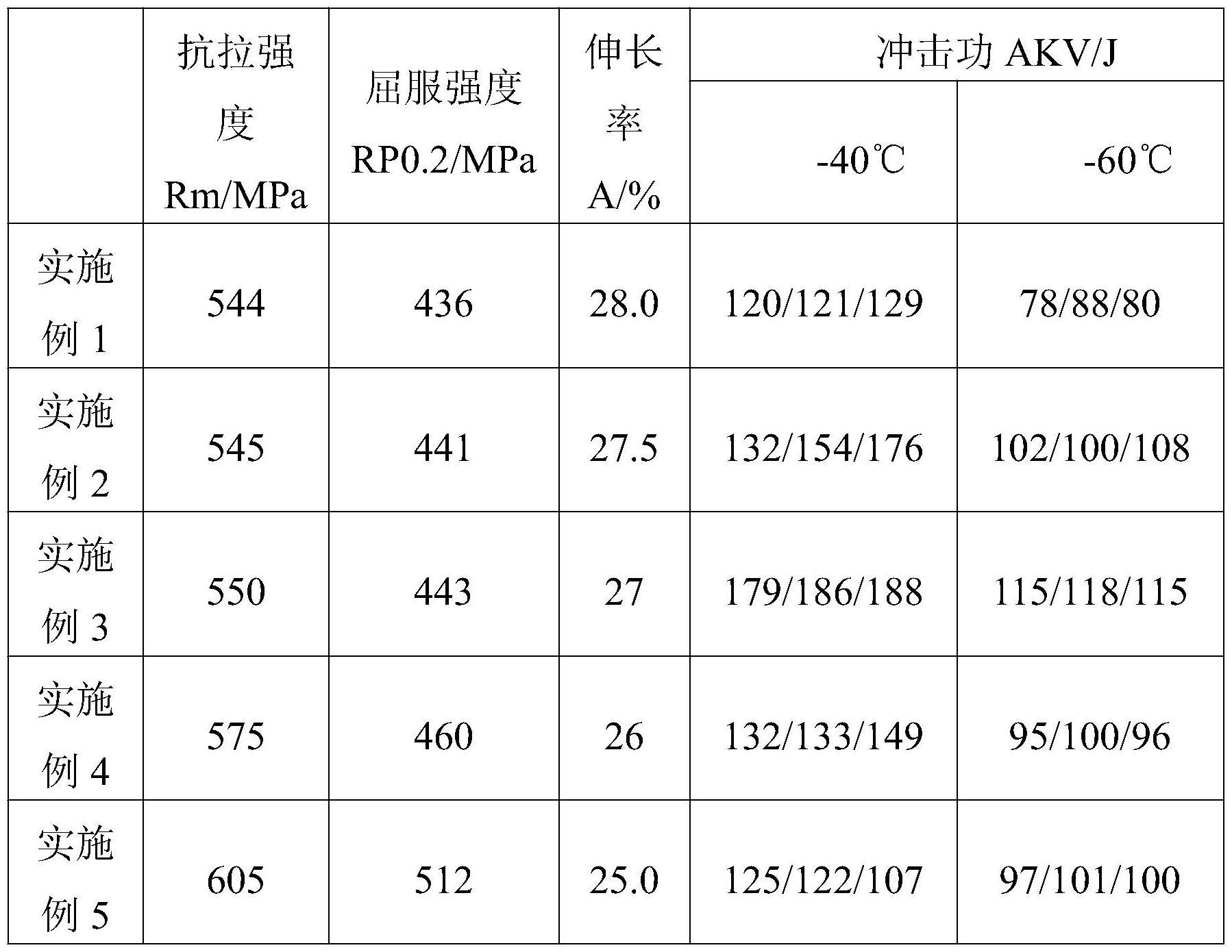
16、本发明提供的这种高韧高效埋弧焊剂通过原材料提纯净化技术,降低焊剂原材料中硫磷和杂质含量,通过控制焊缝中合适的mg、n、v改善氧化物形态分布改善大线能量条件下焊缝中针状铁素体的稳定性,通过添加铁粉提高熔敷效率,通过添加sr、ti、b微量元素及部分稀土细化晶粒,弥散强化防止裂纹的扩散,提高抗裂性能。配合h10mn2、eh14等焊丝使用,可满足风电大厚板q345c、d、e、f等材料的焊接要求。其抗拉强度在550mpa以上,屈服强度在420mpa以上,屈强比≤0.86;单丝焊接-40℃在170j以上,-60℃在100j以上。焊接效率高,抗大线能量性能优良,可用于双丝焊接,道温250℃时低温冲击韧性稳定,-40℃在120j以上,-60℃在60j以上。该焊丝除具有高韧性特点外,还有优良抗裂性能,100mm大厚板双丝焊接时-10℃,ctod值不低于0.30mm;熔敷金属中扩散氢含量低至4ml/100g以下,达到超低氢要求,射线探伤满足gb/t 37910.1中的1级要求。
技术特征:
1.一种高韧高效埋弧焊剂,其特征在于,以质量百分比计,埋弧焊剂包括:15-25%的镁砂,5-10%的铝矾土,10-20%的硅灰石,11-19%的萤石,3-8%的金红石,2-6%的冰晶石,3-5%的硅铁,6-22%的铁粉,6-8%的硅锆合金,0.3-0.8%的cr,1-2%的钛铁,0.5-2.5%的硼铁,0.2-0.5%的钒铌合金,0.5-1.0%的碳酸锶。
2.如权利要求1所述的高韧高效埋弧焊剂,其特征在于:所述埋弧焊剂中s≤0.020%;p≤0.025%。
3.如权利要求1所述的高韧高效埋弧焊剂,其特征在于:所述埋弧焊剂的颗粒度为12-60目。
4.如权利要求1所述的高韧高效埋弧焊剂,其特征在于:所述埋弧焊剂的碱度为1.6-2.0。
5.如权利要求1-4任意一项所述高韧高效埋弧焊剂的制备方法,其特征在于,包括以下步骤:
6.如权利要求5所述高韧高效埋弧焊剂的制备方法,其特征在于:所述步骤(2)中铁粉与铝矾土混合后过80目筛,以质量百分比计,采用1-5%树脂粘结。
7.如权利要求5所述高韧高效埋弧焊剂的制备方法,其特征在于:所述步骤(2)中烧结温度为200-250℃,烧结时间为2-4h,烧结后过40目筛。
8.如权利要求5所述高韧高效埋弧焊剂的制备方法,其特征在于:所述步骤(3)中粘结剂用量为剩余原料质量的8-12%。
9.如权利要求8所述高韧高效埋弧焊剂的制备方法,其特征在于:所述粘结剂为锂水玻璃和钠水玻璃混合物,且锂水玻璃和钠水玻璃混的混合质量百分比为1:1。
10.如权利要求5所述高韧高效埋弧焊剂的制备方法,其特征在于:所述步骤(3)中烧结温度为850-880℃,烧结时间为1-3h。
技术总结
本发明属于焊接材料技术领域,具体提供了一种高韧高效埋弧焊剂,以质量百分比计,埋弧焊剂包括:15‑25%的镁砂,5‑10%的铝矾土,10‑20%的硅灰石,11‑19%的萤石,3‑8%的金红石,2‑6%的冰晶石,3‑5%的硅铁,6‑15%的铁粉,6‑8%的硅锆合金,0.3‑0.8%的Cr,1‑2%的钛铁,0.5‑2.5%的硼铁,0.2‑0.5%的钒铌合金,0.5‑1.0%的碳酸锶。本发明提供的这种高韧高效埋弧焊剂具有高韧性和优良抗裂性能,熔敷金属中扩散氢含量低,达到超低氢要求,射线探伤满足GB/T37910.1中的1级要求,焊接效率高,抗大线能量性能优良,可用于单丝和双丝焊接。配合H10Mn2、EH14等焊丝使用,可满足风电大厚板Q345C、D、E、F等材料的焊接要求。
技术研发人员:周海龙,张翔,许鑫宇,吴光辉
受保护的技术使用者:武汉铁锚焊接材料股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!