一种倒角工装的制作方法
本申请涉及圆环形工件夹紧定位工装领域,特别涉及一种倒角工装。
背景技术:
1、在对环形工件的内圈边缘进行倒角时,不但需要对工件上表面的内圈边缘进行倒角,还需要对工件下表面的内圈边缘进行倒角,现有技术一般会采用虎口钳等方式对工件进行夹紧,夹紧后进行倒角,当正面加工完后,再松开虎口钳将工件翻转180°后再放入虎口钳中进行锁紧,锁紧后加工工件反面的倒角。
2、首先采用虎口钳的方式对工件进行固定,每次装夹时没有定位,导致每次加工工件前不管是正面还是反面都需要先确定工件的原点,另外加工一个面后需要重装装夹,综上所述,现有技术采用虎口钳对工件进行加工,导致其加工效率低。
技术实现思路
1、本发明的目的是提供一种可以提高加工效率的倒角工装。
2、为了实现上述目的,本申请提供如下技术方案:
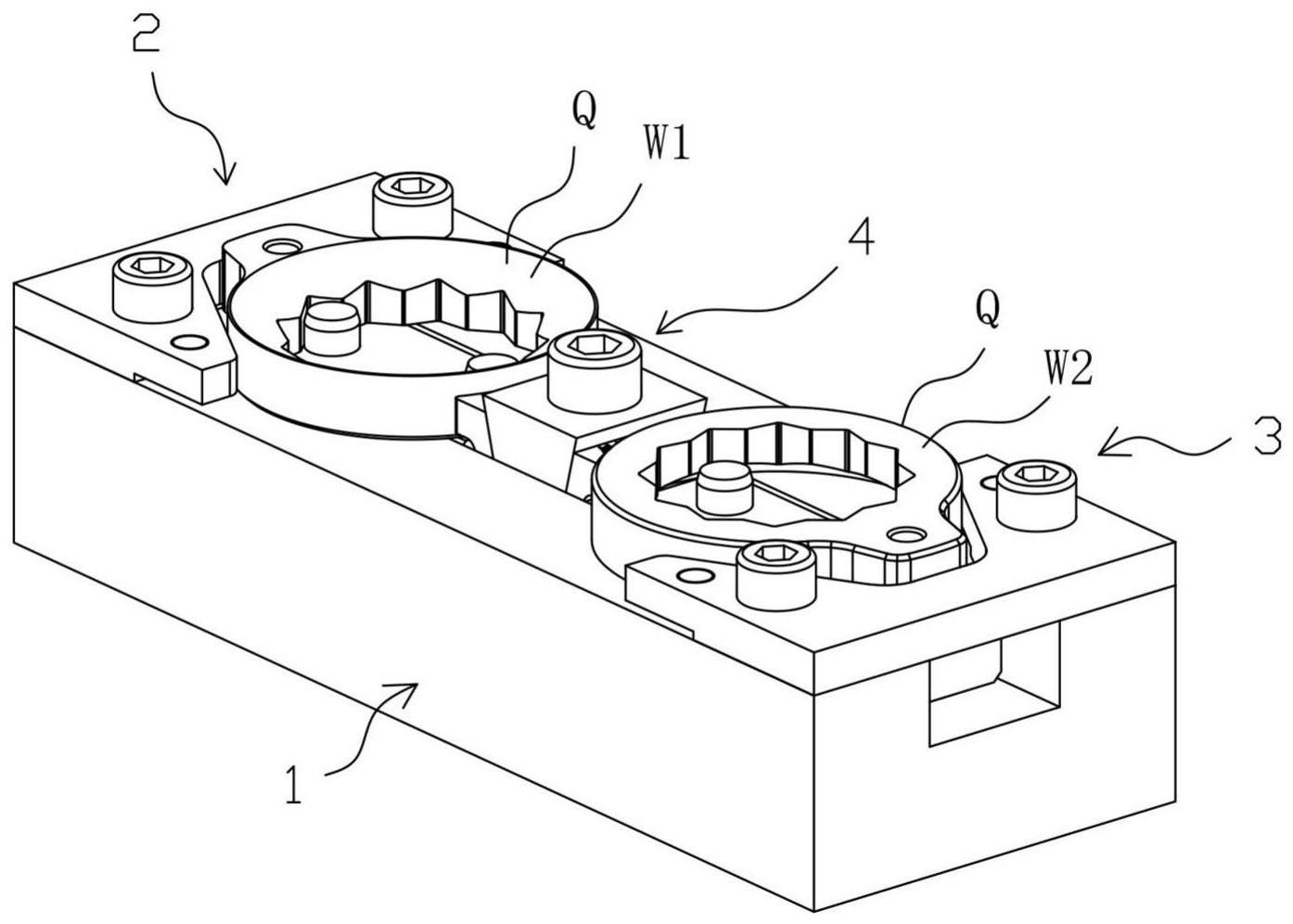
3、一种倒角工装,包括底座、正面定位部、反面定位部和活动定位部,所述正面定位部、反面定位部和活动定位部均设置在底座上,所述底座上表面沿长度方向开设有一滑槽,所述活动定位部设置在滑槽中,且所述活动定位部位于正面定位部与反面定位部之间,所述活动定位部分别与正面定位部和反面定位部配合可同时将正面朝上的工件和反面朝上的工件进行定位和锁紧,所述正面定位部包括第一正面定位组件和第二正面定位组件,所述第一正面定位组件安装在底座上表面的左侧,用于定位工件的左侧的外周,所述第二正面定位组件可滑动的安装在滑槽中,所述第二正面定位组件用于对工件的内圈进行定位,所述反面定位部包括第一反面定位组件和第二反面定位组件,所述第一反面定位组件安装在底座上表面的右侧,用于定位工件的右侧的外周,所述第二反面定位组件可滑动的安装在滑槽中,所述第二反面定位组件用于对工件的内圈进行定位。
4、进一步地,所述活动定位部包括弹性压爪、施压块和施压螺钉,所述弹性压爪具有一楔形槽,所述施压块设置在楔形槽中,所述施压螺钉的下端依次穿过施压块和弹性压爪与底座螺纹连接,所述施压螺钉可驱动施压块沿楔形槽向下运动,所述施压块向下运动则会分别驱动弹性压爪的左爪部向左运动和右爪部向右运动。
5、进一步地,所述弹性压爪的底部设置有复位弹簧,所述复位弹簧一端抵靠在弹性压爪的底部,所述复位弹簧另一端抵靠在滑槽上。
6、进一步地,所述左爪部的端面设置有第一内凹弧面,所述右爪部的端面设置有第二内凹弧面,所述第一内凹弧面和第二内凹弧面均与工件的外周面相对应。
7、进一步地,所述弹性压爪的截面呈u字形。
8、进一步地,所述第一正面定位组件包括第一正面固定定位板和第一正面锁紧螺钉,所述第一正面固定定位板通过第一正面锁紧螺钉固定在底座上,所述第一正面固定定位板对应工件的一侧设置有第一正面定位凹槽。
9、进一步地,所述第一正面固定定位板的右侧底部开设有第一正面避位部,所述底座对应第一正面避位部处设置有第一正面定位柱,所述第一正面固定定位板对应第一正面定位柱设置有第一正面定位孔。
10、进一步地,所述第二正面定位组件包括第二正面定位滑块和至少一条第二正面定位柱,所述第二正面定位柱安装在第二正面定位滑块的上表面。
11、进一步地,所述第二正面定位滑块上表面还设置有第一防呆孔。
12、进一步地,所述第二正面定位滑块的直角边设置有倒角。
13、本申请的有益效果为:
14、本申请通过在底座上设置有正面定位部、反面定位部和活动定位部,可以实现一次装夹2个工件,其中正面定位部与活动定位部相配对正面朝上的工件进行定位和锁紧,另外反面定位部与活动定位部相配对反面朝上的工件进行定位和锁紧;定位时,第一正面定位组件安装在底座上表面的左侧,用于定位正面朝上工件的左侧的外周,配合第二正面定位组件对工件的内圈进行定位,同样反向朝上工件同样采用上述方式进行定位,锁紧时只需要驱动活动定位部即可快速通知锁紧这两个工件,拆卸时,同样只需要驱动活动定位部即可快速拆卸两个工件;综上所述,本申请一次可以装夹2个工件进行加工,定位时可以实现快速定位,无需另外找原点,只需要将对应朝向的工件放入到工装中即可定位,从而大大的提高了工件的加工效率。
技术特征:
1.一种倒角工装,其特征在于:包括底座、正面定位部、反面定位部和活动定位部,所述正面定位部、反面定位部和活动定位部均设置在底座上,所述底座上表面沿长度方向开设有一滑槽,所述活动定位部设置在滑槽中,且所述活动定位部位于正面定位部与反面定位部之间,所述活动定位部分别与正面定位部和反面定位部配合可同时将正面朝上的工件和反面朝上的工件进行定位和锁紧,所述正面定位部包括第一正面定位组件和第二正面定位组件,所述第一正面定位组件安装在底座上表面的左侧,用于定位工件的左侧的外周,所述第二正面定位组件可滑动的安装在滑槽中,所述第二正面定位组件用于对工件的内圈进行定位,所述反面定位部包括第一反面定位组件和第二反面定位组件,所述第一反面定位组件安装在底座上表面的右侧,用于定位工件的右侧的外周,所述第二反面定位组件可滑动的安装在滑槽中,所述第二反面定位组件用于对工件的内圈进行定位。
2.根据权利要求1所述的一种倒角工装,其特征在于:所述活动定位部包括弹性压爪、施压块和施压螺钉,所述弹性压爪具有一楔形槽,所述施压块设置在楔形槽中,所述施压螺钉的下端依次穿过施压块和弹性压爪与底座螺纹连接,所述施压螺钉可驱动施压块沿楔形槽向下运动,所述施压块向下运动则会分别驱动弹性压爪的左爪部向左运动和右爪部向右运动。
3.根据权利要求2所述的一种倒角工装,其特征在于:所述弹性压爪的底部设置有复位弹簧,所述复位弹簧一端抵靠在弹性压爪的底部,所述复位弹簧另一端抵靠在滑槽上。
4.根据权利要求2所述的一种倒角工装,其特征在于:所述左爪部的端面设置有第一内凹弧面,所述右爪部的端面设置有第二内凹弧面,所述第一内凹弧面和第二内凹弧面均与工件的外周面相对应。
5.根据权利要求2所述的一种倒角工装,其特征在于:所述弹性压爪的截面呈u字形。
6.根据权利要求1所述的一种倒角工装,其特征在于:所述第一正面定位组件包括第一正面固定定位板和第一正面锁紧螺钉,所述第一正面固定定位板通过第一正面锁紧螺钉固定在底座上,所述第一正面固定定位板对应工件的一侧设置有第一正面定位凹槽。
7.根据权利要求6所述的一种倒角工装,其特征在于:所述第一正面固定定位板的右侧底部开设有第一正面避位部,所述底座对应第一正面避位部处设置有第一正面定位柱,所述第一正面固定定位板对应第一正面定位柱设置有第一正面定位孔。
8.根据权利要求1所述的一种倒角工装,其特征在于:所述第二正面定位组件包括第二正面定位滑块和至少一条第二正面定位柱,所述第二正面定位柱安装在第二正面定位滑块的上表面。
9.根据权利要求8所述的一种倒角工装,其特征在于:所述第二正面定位滑块上表面还设置有第一防呆孔。
10.根据权利要求8所述的一种倒角工装,其特征在于:所述第二正面定位滑块的直角边设置有倒角。
技术总结
本申请提供了一种倒角工装,包括底座、正面定位部、反面定位部和活动定位部,底座上表面设有一滑槽,活动定位部设置在滑槽中,且位于正面定位部与反面定位部之间,活动定位部分别与正面定位部和反面定位部配合可同时将工件进行定位和锁紧,正面定位部包括第一正面定位组件和第二正面定位组件,第一正面定位组件安装在底座上表面的左侧,第二正面定位组件安装在滑槽中,反面定位部包括第一反面定位组件和第二反面定位组件,第一反面定位组件安装在底座上表面的右侧,第二反面定位组件安装在滑槽中。本申请可以装夹2个工件进行加工,实现快速定位,无需另外找原点,只需要将对应朝向的工件放入到工装中即可定位,从而大大的提高了工件的加工效率。
技术研发人员:梅国清,江金生
受保护的技术使用者:东莞市普华精密机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!