一种连接器自动搪锡去金设备及其方法与流程
本发明涉及搪锡去金设备,具体涉及到一种连接器自动搪锡去金设备及其方法。
背景技术:
1、随着电子产品向着高密度、小型化发展,模块之间的装配集成度也越来越高。众所周知,多排细间距长针板间连接器因可以取代传统复杂导线互连形式,实现多级板级电路之间更小空间内的电气互连,而被广泛应用于航天航空各类电子模块中。
2、针对军工、航天等领域的高可靠性电子产品,为了避免发生“金脆”而导致焊点性能下降,均明确提出了镀金元器件装焊前需搪锡去金处理。在qj3267-2006标准的第6.7.2.1章节和qj3012-98标准的第4.3.6章节中均有规定:“厚度小于2.5μm的镀金层一次搪锡处理,厚度大于2.5μm的镀金层则需要二次搪锡处理”。
3、目前在军工产品中,大多数电连接器为人工手动搪锡,即操作者手持电烙铁对焊杯/焊端送入锡丝搪锡,镀金电连接器为操作者手持电烙铁对焊杯/焊端送入锡丝搪锡,再使用吸锡绳等方式将焊料吸出实现除金后,二次再进行一遍搪锡操作。此类电连接器焊端数目较多,人工搪锡/除金效率较低。同时密间距焊杯/焊端(2.54mm间距及以下焊端),操作难度大,容易连焊,对人工技能要求极高。
4、因此,亟需提供一种焊接效率高,焊接精度高的连接器自动搪锡去金设备及其方法。
技术实现思路
1、本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种连接器自动搪锡去金设备及其方法。
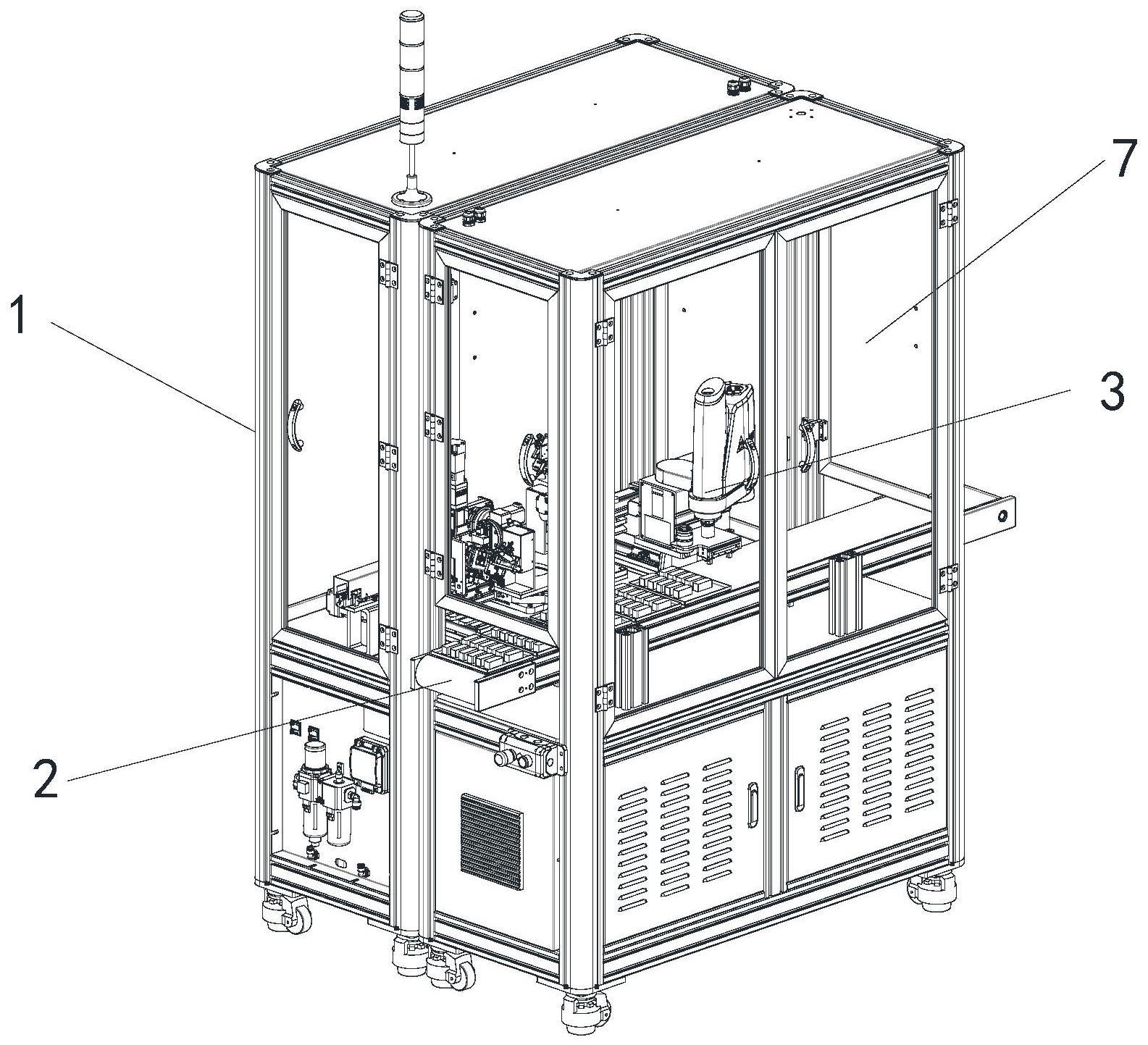
2、为实现上述目的,本发明采用的技术方案如下:一种连接器自动搪锡去金设备,包括机架,所述机架上安装有
3、传输组件,用于将端子盘传输至取料位;
4、上料模组,设于所述传输组件侧部,用于将取料位的物料上至待上锡工位上;
5、承载模组,设于所述上料模组侧部,用于承载所述上料模组抓取的待上锡物料;
6、焊接模组,用于对承载模组上的物料进行上锡处理;
7、吸锡模组,用于对承载模组上的物料进行吸锡处理;
8、所述焊接模组、吸锡模组布置于所述承载模组两侧。
9、进一步的,传输组件包括传输带,所述传输带贯穿于所述机架布置;所述机架上设有开关门,所述开关门上安装有磁性限位开关、安全电锁和磁性传感器。
10、进一步的,上料模组包括四轴机器人,所述四轴机器人的抓取端设有用于识别定位所述传输组件上物料的第一视觉检测模块。
11、进一步的,承载模组包括转盘,所述转盘底部设有用于驱动所述转盘旋转的中空旋转平台,所述中空旋转平台上设有驱动电机;所述转盘上设有至少两个工位;所述转盘上设有用于清洁烙铁头上焊锡和杂质的焊咀清洁器。
12、进一步的,焊接模组包括第一三轴运动平台,所述第一三轴运动平台上安装有烙铁模块、第二视觉模块;所述第二视觉模块包括第二摄像头,所述第二摄像头底部设有用于驱动所述第二摄像头移动的第一直线模块。
13、进一步的,吸锡模组包括第二三轴运动平台,所述第二三轴运动平台上安装有吸锡模块、第三视觉模块;所述第三视觉模块包括第三摄像头,所述第三摄像头底部设有用于驱动所述第三摄像头移动的第二直线模块。
14、一种连接器自动搪锡去金方法,利用上述的连接器自动搪锡去金设备,其搪锡去金方法包括以下步骤:
15、通过传输组件将物料传输至取料位;
16、上料模组抓取取料位的物料,并将物料放至承载模组的第一工位上;
17、焊接模组对第一工位上物料进行第一次上锡;同时上料模组抓取取料位的物料,并将物料放至承载模组的第二工位上;
18、旋转承载模组,焊接模组对第二工位上物料进行第一次上锡,吸锡模组对第一工位上物料进行第一次吸锡;
19、旋转承载模组,焊接模组对第一工位上的物料进行第二次上锡,吸锡模组对第二工位上的物料进行第一次吸锡;
20、旋转承载模组,焊接模组对第二工位上物料进行第二次上锡,吸锡模组对第一工位上物料进行第二次吸锡;
21、第二次吸锡完成后,上料模组进行换料。
22、进一步的,上料模组进行抓取取料位的物料前,还包括对传输组件上物料进行初步识别定位。
23、进一步的,进行上锡或吸锡前,还包括对承载模组上的物料进行加工定位识别,并将所述加工定位识别信息传输至焊接模组或吸锡模组。
24、进一步的,吸锡时间比上锡时间短,当第二次吸锡结束后,焊接模组仍在上锡,上料模组进行上下料。
25、本发明的有益效果:由上述对本发明的描述可知,与现有技术相比,本发明的连接器自动搪锡去金设备,通过在机架上安装传输组件、上料模组、承载模组、焊接模组、吸锡模组,且焊接模组、吸锡模组布置于承载模组两侧,实现搪锡、吸锡去金的同步、全自动操作,有效提升搪锡去金效率。该设备可批量重复自动完成除金二次搪锡,焊接精度高,一致性高,有效免去手工搪锡去金。
技术特征:
1.一种连接器自动搪锡去金设备,其特征在于:包括机架,所述机架上安装有
2.根据权利要求1所述的连接器自动搪锡去金设备,其特征在于:所述传输组件包括传输带,所述传输带贯穿于所述机架布置;所述机架上设有开关门,所述开关门上安装有磁性限位开关、安全电锁和磁性传感器。
3.根据权利要求1所述的连接器自动搪锡去金设备,其特征在于:所述上料模组包括四轴机器人,所述四轴机器人的抓取端设有用于识别定位所述传输组件上物料的第一视觉检测模块。
4.根据权利要求1所述的连接器自动搪锡去金设备,其特征在于:所述承载模组包括转盘,所述转盘底部设有用于驱动所述转盘旋转的中空旋转平台,所述中空旋转平台上设有驱动电机;所述转盘上设有至少两个工位;所述转盘上设有用于清洁烙铁头上焊锡和杂质的焊咀清洁器。
5.根据权利要求1所述的连接器自动搪锡去金设备,其特征在于:所述焊接模组包括第一三轴运动平台,所述第一三轴运动平台上安装有烙铁模块、第二视觉模块;所述第二视觉模块包括第二摄像头,所述第二摄像头底部设有用于驱动所述第二摄像头移动的第一直线模块。
6.根据权利要求1所述的连接器自动搪锡去金设备,其特征在于:所述吸锡模组包括第二三轴运动平台,所述第二三轴运动平台上安装有吸锡模块、第三视觉模块;所述第三视觉模块包括第三摄像头,所述第三摄像头底部设有用于驱动所述第三摄像头移动的第二直线模块。
7.一种连接器自动搪锡去金方法,其特征在于:利用权利要求1-6任一所述的连接器自动搪锡去金设备,其搪锡去金方法包括以下步骤:
8.根据权利要求7所述的连接器自动搪锡去金方法,其特征在于:所述上料模组进行抓取取料位的物料前,还包括对传输组件上物料进行初步识别定位。
9.根据权利要求7所述的连接器自动搪锡去金方法,其特征在于:进行上锡或吸锡前,还包括对承载模组上的物料进行加工定位识别,并将所述加工定位识别信息传输至焊接模组或吸锡模组。
10.根据权利要求7所述的连接器自动搪锡去金方法,其特征在于:吸锡时间比上锡时间短,当第二次吸锡结束后,焊接模组仍在上锡,上料模组进行上下料。
技术总结
本发明涉及搪锡去金设备技术领域,具体涉及到一种连接器自动搪锡去金设备及其方法。本申请的连接器自动搪锡去金设备,通过在机架上安装传输组件、上料模组、承载模组、焊接模组、吸锡模组,且焊接模组、吸锡模组布置于承载模组两侧,实现搪锡、吸锡去金的同步、全自动操作,有效提升搪锡去金效率。该设备可批量重复自动完成除金二次搪锡,焊接精度高,一致性高,有效免去手工搪锡去金。
技术研发人员:毕建民,卢超煌
受保护的技术使用者:新华海通(厦门)信息科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!