翻孔螺纹结构的制备方法、结构、接线夹片和装置与流程
本技术涉及机械加工,尤其涉及一种翻孔螺纹结构的制备方法、结构、接线夹片和装置。
背景技术:
1、低压电器领域中接线端子在接线时,需要通过接线端子上设置的螺栓和接线夹片夹持接线线材,为了使线材不从接线端子上脱落,螺栓和接线夹片之间连接需要较大的连接力,因此接线夹片中的螺纹需要承受较大的扭矩。
2、目前,通过厚度较厚的锡青铜,黄铜等均质材料制作接线夹片,以使接线夹片中的螺纹的能够承受较大的扭矩。
3、但是,由于锡青铜,黄铜等均质材料的成本较高,且厚度较厚所使用的材料较多,导致接线夹片的整体成本较高。
技术实现思路
1、有鉴于此,本技术提供的翻孔螺纹结构的制备方法、结构、接线夹片和装置,能够减少接线夹片的成本。
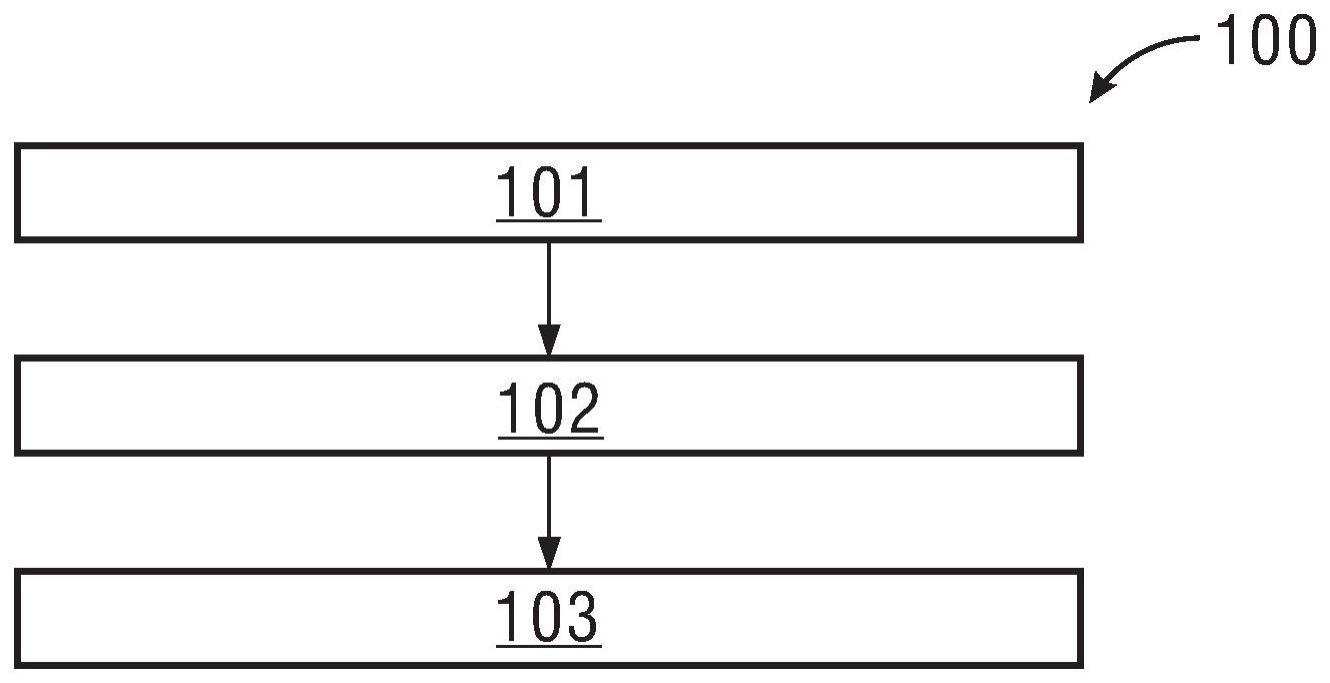
2、根据本技术实施例的第一方面,提供了一种翻孔螺纹结构的制备方法,包括:在金属板上加工定位孔,其中,所述金属板经至少两次冷轧处理获得,且所述金属板的最终状态为冷轧状态;对所述定位孔进行翻孔处理,在所述金属板上形成翻边孔;对所述翻边孔进行攻丝处理,在所述翻边孔的内侧壁上形成内螺纹,获得翻孔螺纹结构。
3、在本技术实施例中,由于金属板经至少两次冷轧处理获得,且金属板的最终状态为冷轧状态,因此金属板的强度较高,可以使金属板承受更大的扭矩,因此可以采用厚度较薄的金属板制作翻孔螺纹结构,成本较低。
4、在一种可能的实现方式中,所述金属板通过如下工艺获得:对热轧金属板进行冷轧处理,获得第一冷轧板;对所述第一冷轧板进行退火处理,获得第二冷轧板;对所述第二冷轧板进行冷轧处理,获得所述金属板。
5、在本技术实施例中,对热轧金属板进行冷轧获得第一冷轧板,对第一冷轧板进行退火处理后再次进行冷轧,获得金属板,由此可以使获得的金属板具有较高的强度,且最后未进行退火操作,进一步提高了金属板的强度。
6、在一种可能的实现方式中,所述第一冷轧板与所述金属板的厚度之差大于或等于0.05mm且小于或等于0.8mm。
7、在本技术实施例中,第一冷轧板与金属板的厚度之差大于或等于0.05mm且小于或等于0.8mm,由此可以实现不在第一次冷轧时达到成品金属板的需求厚度,实现了经过两次冷轧获得金属板,提高了金属板的强度。
8、在一种可能的实现方式中,所述金属板为覆铜钢板。
9、在本技术实施例中,金属板为覆铜钢板,由此可以降低金属板的成本,且可以提高金属板的导电性,减少整体成本。
10、在一种可能的实现方式中,所述金属板包括两个铜质层和位于所述两个铜质层之间的钢质层。
11、在本技术实施例中,金属板为双面覆铜钢板,由此可以防止钢板生锈,从而可以避免翻孔螺纹结构生锈导致翻孔螺纹结构发生损坏,提高了耐用性。
12、在一种可能的实现方式中,所述金属板中铜质层与所述钢质层的厚度之比为1:8。
13、在本技术实施例中,金属板中的铜质层与钢质层的厚度之比为1:8,由于钢质层的硬度大于铜质层的硬度,可以提高翻孔螺纹结构所能承受的扭矩,且由于钢的成本低于铜,因此可以减少成本。
14、在一种可能的实现方式中,所述金属板通过对复合金属板进行至少两次冷轧处理获得,所述复合金属板通过如下工艺获得:对钢板和铜板进行表面去氧化处理后,将一张钢板和两张铜板叠放后进行挤压,使位于两张铜板之间的钢板与铜板相贴合;对相贴合后的钢板和铜板进行退火处理,获得所述复合金属板。
15、在本技术实施例中,对钢板和铜板进行表面去氧化处理,由此可以将氧化层去除,对堆叠放在一起的钢板和铜板进行挤压,由此可以将钢板和铜板贴合,将相贴合的铜板和钢板进行退火处理,由此可以使铜板和钢板之间形成原子层扩散,使铜板和钢板的连接更加牢固,从而可以获得复合金属板。
16、在一种可能的实现方式中,所述复合金属板中铜板的厚度与所述复合金属板的厚度的比值大于或等于0.6且小于或等于0.8。
17、在本技术实施例中,复合金属板中铜板的厚度与复合金属板的厚度的比值大于或等于0.6且小于或等于0.8,由此可以使复合金属板进行冷轧和/或热轧加工后获得的金属板中钢质层占比较高,提高金属板的强度,从而提高翻孔螺纹结构所能承受的扭矩。
18、在一种可能的实现方式中,所述定位孔的直径大于或等于1.6mm且小于或等于1.8mm。
19、在本技术实施例中,定位孔的直径大于或等于1.6mm且小于或等于1.8mm,由此可以使翻孔时形成的侧立凸缘的高度较高,提高了翻孔螺纹结构所能承受的扭矩。
20、在一种可能的实现方式中,所述金属板的厚度大于或等于0.8mm且小于或等于1.2mm,所述翻边孔包括的侧立凸缘的高度大于2.3mm。
21、在本技术实施例中,金属板的厚度大于或等于0.8mm且小于或等于1.2mm,由于金属板经过至少两次冷轧处理获得,且金属板的最终状态为冷轧状态,因此金属板的硬度较高,可以承受较高的扭矩,从而可以节约材料,翻边孔包括的侧立凸缘的高度大于2.3mm,由此可以提高攻丝操作时获得的螺纹的数量,可以提高金属板承受的扭矩,降低成本。
22、根据本技术实施例的第二方面,提供了一种翻孔螺纹结构,包括金属板和形成于所述金属板上的翻边孔,所述金属板的最终状态为冷轧状态,所述翻边孔的内侧壁上设置有内螺纹。
23、在本技术实施例中,由于翻孔螺纹结构包括的金属板经至少两次冷轧处理获得,且金属板的最终状态为冷轧状态,因此金属板的强度较高,可以使金属板承受更大的扭矩,因此可以采用厚度较薄的金属板制作翻孔螺纹结构,成本较低。
24、在一种可能的实现方式中,所述金属板为覆铜钢板。
25、在本技术实施例中,翻孔螺纹结构包括的金属板为覆铜钢板,由此可以降低金属板的成本,且可以提高金属板的导电性,减少整体成本。
26、在一种可能的实现方式中,所述金属板包括两个铜质层和位于所述两个铜质层之间的钢质层。
27、在本技术实施例中,翻孔螺纹结构包括的金属板为双面覆铜钢板,由此可以防止钢板生锈,从而可以避免翻孔螺纹结构生锈导致翻孔螺纹结构发生损坏,提高了耐用性。
28、在一种可能的实现方式中,所述金属板中铜质层与所述钢质层的厚度之比为1:8。
29、在本技术实施例中,翻孔螺纹结构包括的金属板中铜质层与钢质层的厚度之比为1:8,由于钢质层的硬度大于铜质层的硬度,可以提高翻孔螺纹结构所能承受的扭矩,且由于钢的成本低于铜,因此可以减少成本。
30、在一种可能的实现方式中,所述金属板的厚度大于或等于0.8mm且小于或等于1.2mm,所述翻边孔包括的侧立凸缘的高度大于2.3mm。
31、在本技术实施例中,翻孔螺纹结构包括的金属板的厚度大于或等于0.8mm且小于或等于1.2mm,由于金属板经过至少两次冷轧处理获得,且金属板的最终状态为冷轧状态,因此金属板的硬度较高,可以承受较高的扭矩,从而可以节约材料,翻边孔包括的侧立凸缘的高度大于2.3mm,由此可以提高攻丝操作时获得的螺纹的数量,可以提高金属板承受的扭矩,降低成本。
32、根据本技术实施例的第三方面,提供了接线夹片,包括如上述第二方面所提供的翻孔螺纹结构。
33、根据本技术实施例的第四方面,提供了一种电连接装置,包括上述第三方面所提供的接线夹片,及与所述接线夹片所包括翻边孔螺纹连接的接线螺栓。
34、由上述技术方案,对经过至少两次冷轧处理且处于冷轧状态的金属板进行加工定位孔,然后对定位孔进行翻孔处理,并在翻孔处理获得的翻边孔中进行攻丝,由此可以获得翻孔螺纹结构,由于金属板通过至少两次冷轧处理,因此与相关技术中只经过一次冷轧处理相比,金属板的强度更高,且金属板处于冷轧状态,与相关技术中经过冷轧后退火相比进一步增加了金属板的强度,因此金属板具有较高的强度,可以使金属板承受更大的扭矩,因此可以采用厚度较薄的金属板制作翻孔螺纹结构,成本较低。
- 还没有人留言评论。精彩留言会获得点赞!