一种新能源汽车变速箱齿轮加工成型方法与流程
本发明涉及变速箱齿轮加工领域,更具体的说是一种新能源汽车变速箱齿轮加工成型方法。
背景技术:
1、变速箱齿轮经常在高转速、高负荷、转速和负荷不断交变的情况下工作。齿轮除了由于正常磨损外,还会由于润滑油品质、润滑条件不良、驾驶操作不当、维修时齿轮装配相互啃合位置不当等原因,均会造成齿轮冲击,轮齿啃合得不好以及起步抖动等,都会加速齿轮的磨损和损伤。
2、变速器齿轮常用材料为锻钢;在现有技术中对变速箱齿轮的生产制备过程中,例如申请号202210613068.1的一种汽车变速箱用制动齿轮组加工设备及方法可以解决中间轴装配齿轮时效率较低的问题,但是并不适合成批量的对生产成型的汽车变速箱齿轮进行整体打磨齿端。
技术实现思路
1、本发明的目的是提供一种新能源汽车变速箱齿轮加工成型方法,可以成批量的对生产成型的汽车变速箱齿轮进行整体打磨齿端,有助于减少变速箱齿轮的误差。
2、本发明的目的通过以下技术方案来实现:一种新能源汽车变速箱齿轮加工成型方法,该方法包括以下步骤:
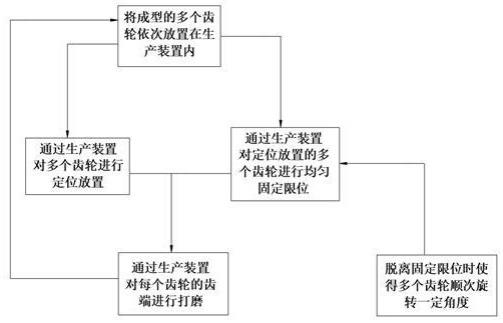
3、s1:将成型的多个齿轮依次放置在生产装置内;
4、s2:通过生产装置对多个齿轮进行定位放置;
5、s3:通过生产装置对定位放置的多个齿轮进行均匀固定限位;
6、s4:通过生产装置对每个齿轮的齿端进行打磨;
7、s5:s3进行之后脱离固定限位时使得多个齿轮顺次旋转一定角度,并重复s4。
8、所述生产装置包括支撑架和转动连接在支撑架中部的放置杆,所述支撑架的底部均匀滑动连接有多个双向架,每个所述双向架的右侧分别固定连接有一个嵌入架,每个所述嵌入架内部的上侧均固定连接有一个卡接座。
9、每个所述嵌入架均为弧形。
10、每个所述卡接座的上下两侧均固定连接有一个扩展板。
11、每个所述双向架的左侧分别固定连接有一个半圆形的定位框,每个所述定位框的内侧沿其半圆形形状设有一个半圆形凹槽。
技术特征:
1.一种新能源汽车变速箱齿轮加工成型方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的方法,其特征在于:所述生产装置包括支撑架(101)和转动连接在支撑架(101)中部的放置杆(102),所述支撑架(101)的底部均匀滑动连接有多个双向架(303),每个所述双向架(303)的右侧分别固定连接有一个嵌入架(304),每个所述嵌入架(304)内部的上侧均固定连接有一个卡接座(305)。
3.根据权利要求2所述的方法,其特征在于:每个所述嵌入架(304)均为弧形。
4.根据权利要求3所述的方法,其特征在于:每个所述卡接座(305)的上下两侧均固定连接有一个扩展板。
5.根据权利要求4所述的方法,其特征在于:每个所述双向架(303)的左侧分别固定连接有一个半圆形的定位框(306),每个所述定位框(306)的内侧沿其半圆形形状设有一个半圆形凹槽。
6.根据权利要求5所述的方法,其特征在于:每个所述双向架(303)的底部分别均匀固定连接在横板(301)上,所述横板(301)的中部固定连接有电动推杆ⅱ(302)的活动端,所述电动推杆ⅱ(302)的固定端固定连接在支撑架(101)的底部。
7.根据权利要求6所述的方法,其特征在于:每个所述嵌入架(304)的左侧均转动连接有一个支杆(401),每个所述支杆(401)的后侧分别固定连接有一个推动板(402),每个所述推动板(402)的后侧均转动连接有一个伸缩杆(403)的活动端,每个所述伸缩杆(403)的固定端分别转动连接在每个所述嵌入架(304)的后侧。
8.根据权利要求7所述的方法,其特征在于:每个所述伸缩杆(403)上均套接有一个弹簧(404),每个所述弹簧(404)的两端分别与每个所述伸缩杆(403)的两端固定连接。
9.根据权利要求8所述的方法,其特征在于:每个所述弹簧(404)均为压缩弹簧。
10.根据权利要求2所述的方法,其特征在于:所述支撑架(101)的上侧滑动连接有滑动架(103),所述滑动架(103)的中部转动连接有旋转杆(201),所述旋转杆(201)的底部固定连接有打磨盘(104),所述旋转杆(201)的顶部固定连接有电机(105),所述电机(105)固定连接在滑动架(103)的顶部,所述滑动架(103)的右侧固定连接有电动推杆ⅰ(106)的活动端,所述电动推杆ⅰ(106)的固定端固定连接在支撑架(101)的顶部。
技术总结
本发明涉及变速箱齿轮加工领域,更具体的说是一种新能源汽车变速箱齿轮加工成型方法。本发明的目的是提供一种新能源汽车变速箱齿轮加工成型方法,可以成批量的对生产成型的汽车变速箱齿轮进行整体打磨齿端,有助于减少变速箱齿轮的误差,该方法包括以下步骤:S1:将成型的多个齿轮依次放置在生产装置内;S2:通过生产装置对多个齿轮进行定位放置;S3:通过生产装置对定位放置的多个齿轮进行均匀固定限位;S4:通过生产装置对每个齿轮的齿端进行打磨;S5:S3进行之后脱离固定限位时使得多个齿轮顺次旋转一定角度,并重复S4。
技术研发人员:刘彦,韩松林
受保护的技术使用者:刘彦
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!