一种用于硅钢片的多级修饰工艺的制作方法
本发明涉及到硅钢片表面加工,尤其涉及一种用于硅钢片的多级修饰工艺。
背景技术:
1、硅钢片是应用广泛的金属功能性软磁材料,主要应用于各类电机及电器的铁芯制造领域。随着各行各业自动化化程度的提升及高效电机的发展,表面质量优异、低铁损高磁感的中低牌号高效产品成为无取向电工钢产品需求的主要发展方向之一。
2、目前在对硅钢片进行加工时主要是采用熔炼、连铸、冷轧、一次轧制、退火、二次轧制、平整打磨以及喷涂的方式来实现对硅钢片的加工,在上述加工工艺下虽然能够实现对硅钢片的加工表面的修饰加工,但是一方面由于在上述加工工艺下对硅钢片原料成分把控不严格,导致硅钢片在连铸成产后容易存在内部缺陷,同时在上述加工工艺下主要是采用单面打磨与手动调整的方式来实现对硅钢片的打磨,导致硅钢片的表面的打磨加工效率较为低下,另一方面由于在对硅钢片表面进行喷涂时工艺参数把控不严谨,容易导致防护漆层在喷涂后结构不合理,进而使得硅钢片表面的修饰加工质量较差。
技术实现思路
1、本发明的目的就在于为了解决上述问题而提供一种用于硅钢片的多级修饰工艺。
2、本发明通过以下技术方案来实现上述目的:
3、一种用于硅钢片的多级修饰工艺,它包括以下步骤:
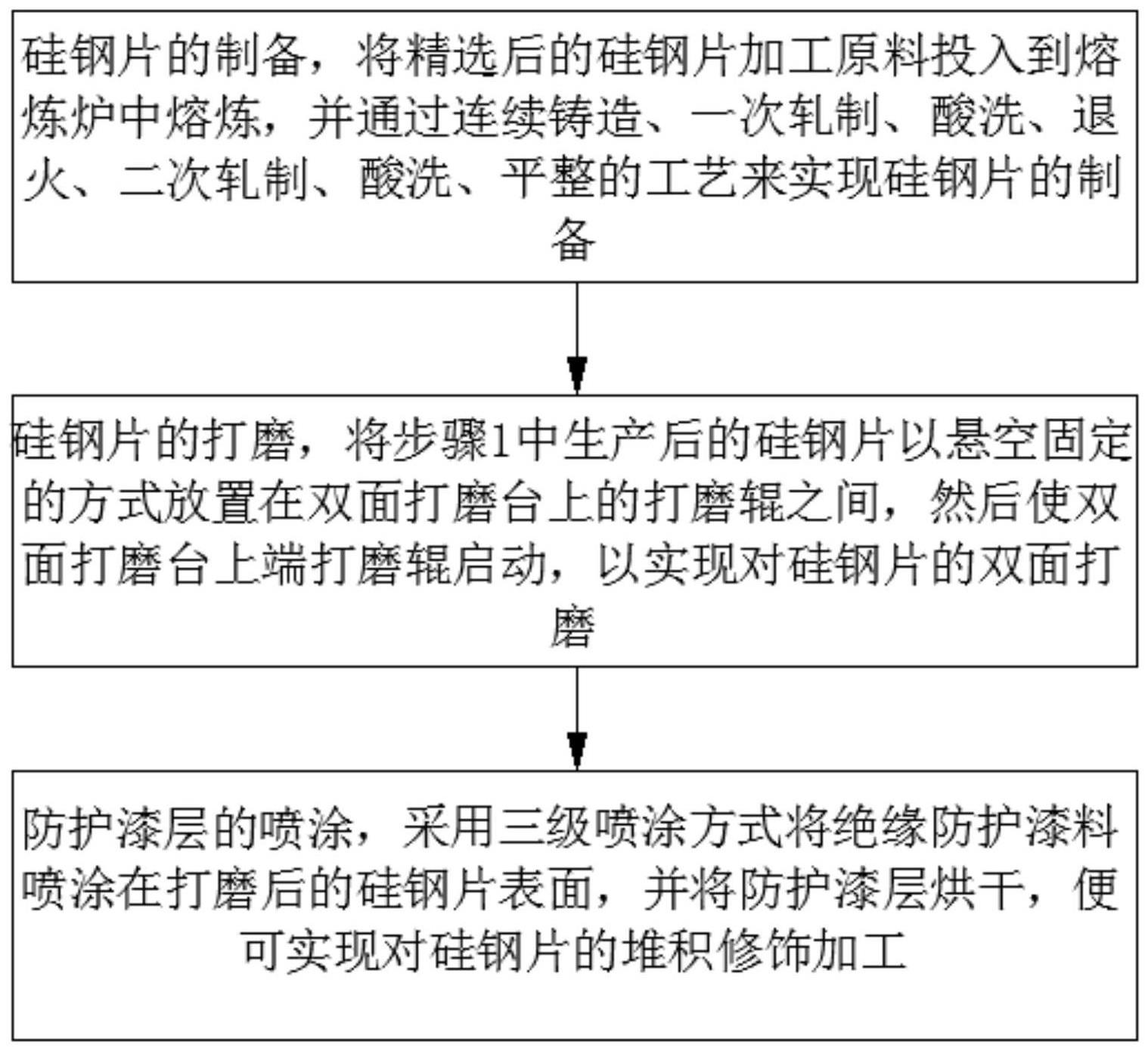
4、步骤1:硅钢片的制备,将精选后的硅钢片加工原料投入到熔炼炉中熔炼,并通过连续铸造、一次轧制、酸洗、退火、二次轧制、酸洗、平整的工艺来实现硅钢片的制备;
5、步骤2:硅钢片的打磨,将步骤1中生产后的硅钢片以悬空固定的方式放置在双面打磨台上的打磨辊之间,然后使双面打磨台上端打磨辊启动,以实现对硅钢片的双面打磨;
6、步骤3:防护漆层的喷涂,采用三级喷涂方式将绝缘防护漆料喷涂在打磨后的硅钢片表面,并将防护漆层烘干,便可实现对硅钢片的堆积修饰加工。
7、进一步的,所述步骤所选取的硅钢片原料中各成分的百分比含量如下:碳含量:0.0010-0.0020%,硅、铝含量:1-1.5%;单位wt%,硫含量:0.0060≤0.0080%,氮含量:0.003-00040%,铌、钒、钛易形成碳氮化物元素整体含量:0.008≤0.0100%;单位wt%,通过严格把控硅钢片原料中各成分的含量,能够在硅钢片表面加工过程中有效减小硅钢片的结构的缺陷,确保硅钢片最终的表面加工质量。
8、进一步的,所述步骤1中的连续铸造过程中采用电磁感应方式进行加热升温,感应加热促进了铸坯液相热动力,与带有向下倾角的浸入式水口在结晶器内的流股在窄面形成回流,促进液相穴深处夹杂上浮,减轻铸坯心部缩松、有害元素偏析、残余元素偏聚等影响,从而提升硅钢片的连铸质量。
9、进一步的,所述步骤2中主要采用连续输送式的夹持部件来实现对硅钢片的夹持固定,在这样的夹紧方式下可以有效提升硅钢片打磨加工效率。
10、进一步的,所述步骤3中在喷涂防护漆层时隔层的要求如下:涂一遍漆,容量为8000kva及以下,电压35kv以下,双面漆膜厚度0.01-0.015mm,绝缘电阻为10ω·cm2/片;涂两遍漆,容量为8000~31500kva,110kv及以下,双面漆膜厚度0.015-0.02mm,绝缘电阻为15ω·cm2/片;涂三遍漆,容量大于31500kva,电压高于110kv,双面漆膜厚度0.02-0.025mm,绝缘电阻为20ω·cm2/片。
11、本发明的有益效果在于:
12、本发明从硅钢片的原料入手,通过严格硅钢片中各成分的含量,有效减小了硅片在多级修饰加工过程中内部缺陷的存在,同时配合双面打磨以及自动连续夹紧输送的打磨方式有效提升硅钢片表面的打磨加工效率,此外通过严格把控硅片的喷涂工艺参数,避免了因喷涂结构不合理而引起的硅钢片的表面结构的缺陷,有效提升了硅钢片表面的修饰加工质量。
技术特征:
1.一种用于硅钢片的多级修饰工艺,其特征在于:它包括以下步骤:
2.根据权利要求1所述的一种用于硅钢片的多级修饰工艺,其特征在于:所述步骤所选取的硅钢片原料中各成分的百分比含量如下:碳含量:0.0010-0.0020%,硅、铝含量:1-1.5%;单位wt%,硫含量:0.0060≤0.0080%,氮含量:0.003-00040%,铌、钒、钛易形成碳氮化物元素整体含量:0.008≤0.0100%;单位wt%。
3.根据权利要求1所述的一种用于硅钢片的多级修饰工艺,其特征在于:所述步骤1中的连续铸造过程中采用电磁感应方式进行加热升温。
4.根据权利要求1所述的一种用于硅钢片的多级修饰工艺,其特征在于:所述步骤2中主要采用连续输送式的夹持部件来实现对硅钢片的夹持固定。
5.根据权利要求1所述的一种用于硅钢片的多级修饰工艺,其特征在于:所述步骤3中在喷涂防护漆层时隔层的要求如下:涂一遍漆,容量为8000kva及以下,电压35kv以下,双面漆膜厚度0.01-0.015mm,绝缘电阻为10ω·cm2/片;涂两遍漆,容量为8000~31500kva,110kv及以下,双面漆膜厚度0.015-0.02mm,绝缘电阻为15ω·cm2/片;涂三遍漆,容量大于31500kva,电压高于110kv,双面漆膜厚度0.02-0.025mm,绝缘电阻为20ω·cm2/片。
技术总结
本发明公开了一种用于硅钢片的多级修饰工艺,它包括以下步骤:步骤1:硅钢片的制备,将精选后的硅钢片加工原料投入到熔炼炉中熔炼,并通过连续铸造、一次轧制、酸洗、退火、二次轧制、酸洗、平整的工艺来实现硅钢片的制备。有益效果在于:本发明从硅钢片的原料入手,通过严格硅钢片中各成分的含量,有效减小了硅片在多级修饰加工过程中内部缺陷的存在,同时配合双面打磨以及自动连续夹紧输送的打磨方式有效提升硅钢片表面的打磨加工效率,此外通过严格把控硅片的喷涂工艺参数,避免了因喷涂结构不合理而引起的硅钢片的表面结构的缺陷,有效提升了硅钢片表面的修饰加工质量。
技术研发人员:陈元,王洪君,刘建锋,陈华,粟坤乾
受保护的技术使用者:肇庆宏旺金属实业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!