一种双头螺柱冷镦模具和成型方法与流程
本发明涉及螺栓制造,特别是涉及一种双头螺柱冷镦模具和成型方法。
背景技术:
1、双头螺柱(英文名称:double-end stud)是指两端均有螺纹的圆柱形紧固件。广泛应用于电力、化工、炼油、阀门、铁路、桥梁、钢构、汽摩配件、机械、锅炉钢结构、吊塔、大跨度钢结构和大型建筑等。
2、双头螺柱的毛坯通常采用切屑或者冷镦加工,由于冷镦技术具有钢材利用率高,生产率高,便于自动化,目前双头螺柱的毛坯多采用冷镦加工成型。毛坯在冷镦成型后,需要配合车倒角或锻打成形,锻打后容易出现变形,以及两端对角不饱满等缺陷;又需要在滚丝或者车丝前进行矫直和车端面,整个双头螺柱的生产过程耗费较多时间,使得加工效率降低。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种双头螺柱冷镦模具和成型方法,用于解决现有技术中,双头螺柱加工效率低、有缺陷的问题。
2、为实现上述目的及其他相关目的,本发明提供一种双头螺柱冷镦模具和成型方法,包括:
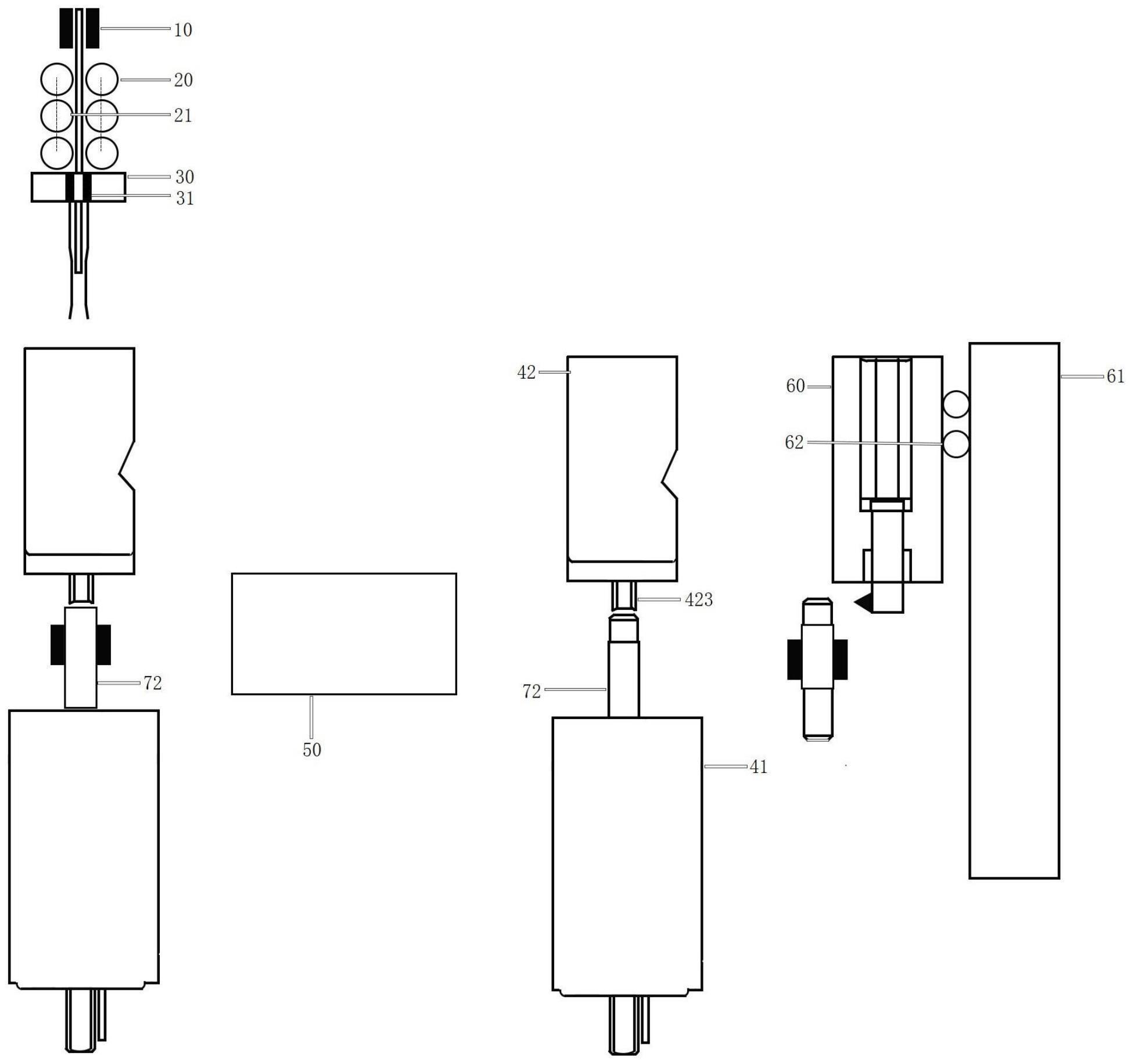
3、本基础方案的工作原理在于:本方案中的先通过校直机构对切割成毛坯之前的线材进行校直,校直过程中从线材的两侧施加压力;然后将线材传送至切料机构中,通过切料机构前端的打磨轮对线材的表面进行打磨清除,打磨后根据一个双头螺柱的用料量切割一段毛坯;将切割下来的毛坯放入主模腔中,通过所述冲模对毛坯进行冷镦加工,使毛坯的一端形成第一杆部和第一倒角;翻转毛坯将毛坯的另一端放入主模腔中进行冷镦,使毛坯的另一端形成第二杆部和第二倒角;再通过所述车丝对第一杆部和第二杆部进行车丝,获得双头螺柱。在双头螺柱成型过程中,可通过送料机构在各机构之间对毛坯进行传递。
4、本基础方案的有益效果在于:
5、1、本方案中通过冷镦机构对毛坯的两端分别冷镦成型,冷镦过程中通过顶杆的内倒角可直接将双头螺柱两端的倒角直接成型;由于在此之前毛坯已经经过校直,而冷镦机构在冷镦过程中不会使毛坯变形,或出现对角不满等缺陷,因此后续无需进行校直和车端面等工序,大大减少了双头螺柱成型过程中的生产工序,大大提高了加工效率。
6、2、本方案中利用多个送料机构在各工序之间对毛坯进行传递,能够减少双头螺柱在成型过程中的传送时间,避免时间耗费过多,进一步提高双头螺柱的加工效率。
7、3、本方案中对通过车丝机构对双头螺柱的两头进行车丝,车丝过程中螺纹的长度可等长或不登场,螺纹方向可相同也可相反,能够加工不同需求的双头螺柱。
8、与现有技术相比,本方案中的冷镦模具,通过切料机构、冷镦机构、车丝机构的配合,实现对双头螺柱从线材到成品的全过程加工;其中通过冷镦机构实现对毛坯两端的冷镦成型和倒角加工,省去了倒角和锻打等工序,大大提高了双头螺柱的加工效率。
9、进一步,所述主模从外向内依次包括主模壳和主模仁,所述主模仁的下方设置了主模垫块,所述主模仁内部为所述主模腔,所述顶杆能够在所述主模腔中上下移动,且所述顶杆运动停止时与所述主模腔形成过盈配合。
10、有益效果:通过主模仁和主模垫块的布置,能够使主模腔更稳定,顶杆的移动能够调节毛坯两端螺纹的长度,使本模具的适用范围更广。
11、进一步,所述冲模包括冲模壳,所述冲模壳的内部设有冲模垫块,所述顶针位于所述冲模垫块的下端。
12、有益效果:通过冲模壳和冲模垫块的配合,使顶针的能够更稳固的对准主模腔对毛坯进行冲压作用。
13、进一步,所述冷镦机构结构为两个,两个所述冷镦机构并排设置,两个所述冷镦机构之间设有用于翻转毛坯用的翻转部件。
14、有益效果:本方案中需要对毛坯两端进行分别冷镦成型,期间通过翻转部件对毛坯进行翻转传送,采用两个冷镦机构则能够使双头螺柱的冷镦过程流程化,进一步提高双头螺柱的生产效率。
15、进一步,所述翻转部件包括支撑侧板、浮板和夹持块,所述浮板位于所述支撑侧板和所述夹持块之间,所述支撑侧板的一端设有连接块,所述浮板的一端与所述连接块转动连接;所述支撑侧板上设有水平移动的滑块,所述浮板上设有水平布置的条形孔,所述条形孔的中部为向上凸起的半圆形结构,所述浮板上位于半圆形结构的下端设置有销柱,所述夹持块上设置有滑槽,所述销柱与所述滑槽滑动连接;所述滑块上设置有支柱,所述支柱穿过所述条形孔与所述夹持块连接,所述夹持块的一侧设有用于夹持双头螺柱的夹爪。
16、有益效果:翻转部件在使用过程中,沿水平方向滑动滑块,滑块带动支柱和夹持块沿水平方向滑动,由于支柱贯穿在条形孔内,因此支柱需沿着条形孔做水平滑动,同时夹持块上的滑槽与销柱配合,在支柱进行半圆形结构的条形孔时,滑槽和销柱作用能够使夹持块翻转180°,夹持块一侧的夹爪在此过程中能够将一侧冷镦机构上的毛坯夹持,并翻转180°后放入另一冷镦机构的主模腔中。翻转部件如此设置,结构简单,对毛坯的翻转和传送快速、精准,能够进一步增加双头螺柱的生产效率。
17、进一步,所述支撑侧板上设有气缸,所述气缸与所述滑块连接,用于驱动滑块水平滑动。
18、有益效果:通过气缸控制滑块沿水平方向滑动,能够实现翻转部件的使用过程中自动化,且对毛坯的翻转更精准。
19、进一步,所述支柱的一端与所述滑块通过轴承滑动连接,所述支柱的另一端与所述夹持块固定连接。
20、有益效果:支柱在水平移动过程中,夹持块会转动180°,支柱以此设置可使夹持块的转动更为顺畅。
21、进一步,所述校直机构采用多组相对设置的凹凸轮,所述凹凸轮包括中部的凹轮和设置于凹轮两侧的凸轮,两个所述凸轮与所述凹轮的位置能够调节。
22、有益效果:多组凹凸轮的设置便于给毛坯线材施加压力并校直,凹轮和凸轮的配合调整对线材施加压力的大小和压紧位置,能够使校直机构适用于对不同直径的线材进行校直。
23、进一步,所述车丝机构设置于支架上,所述支架上设置有滑轮,所述滑轮用于控制所述车丝机构沿所述支架上下移动。
24、有益效果:车丝机构通过滑轮能够沿竖直方向进行滑动,从而完成双头螺柱的两端车丝加工。
25、相应的,本发明还提供一种双头螺柱成型方法,采用上述任一项进一步,所述的双头螺柱冷镦模具,所述成型方法包括:
26、校直,采用所述校直机构对毛坯线材施加压力进行校直;
27、切料,通过打磨轮对毛坯线材的表面进行打磨清除杂质,根据双头螺柱的用料量通过所述切料机构从毛坯线材上切出所需长短的毛坯;
28、冷镦,将毛坯的一端主模腔中,通过所述冲模对毛坯进行冷镦加工,使毛坯的一端形成第一杆部和第一倒角;翻转毛坯将毛坯的另一端放入主模腔中进行冷镦,使毛坯的另一端形成第二杆部和第二倒角;
29、车丝,通过所述车丝对第一杆部和第二杆部进行车丝,获得双头螺柱;
30、其中,毛坯在校直、切料、车丝过程中使用所述送料机构进行传送。
31、一种双头螺柱成型方法的有益效果在于:本成型方法优化了双头螺柱的制造工艺,毛坯通过冷镦工艺直接成型,省去了倒角和锻打成型的步骤,该成型方法可以实现双头螺柱两头螺纹的长度等长和不等长加够不够,以及两端螺纹同向和反向加工,大大提高双头螺柱加工效率大大提高了异形螺母的生产效率,有效的降低生产时间。
- 还没有人留言评论。精彩留言会获得点赞!