一种大长度控制管游动芯头拉拔工艺的制作方法
本发明涉及管材加工,特别是涉及一种大长度控制管游动芯头拉拔工艺。
背景技术:
1、目前控制管采用的生产方法为分为无缝管材和焊接管材。其中,无缝管材因其良好的性能备受关注,但价格较为昂贵,焊接管材虽较为经济,但焊缝位置为整个管材焊接的薄弱点,容易在焊缝处及附近产生失效,内整形为控制管半成品焊接过程中,在管内固定一根芯棒,当控制管穿过芯棒时,往复轧压管壁,通过模具-芯棒的相互作用对焊缝进行整平,但由于常规拉拔及热处理工艺无法对内表面粗糙度进行有效控制,随着拉拔过程,材料发生塑性形变,表面粗糙度较低;现有的芯头拉拔方式多为固定芯头拉拔,即将芯头尾部与一根细管相连,使得拉拔过程中芯头一直固定在外模定径区处,此工艺缺点为无法生产大长度产品,而现有的大长度游动芯头拉拔多用于铜、铝等塑性强,硬度低的材质;
2、同时,现有的焊接控制管制备方法无法对内表面状态进行控制,所以有较大的表面粗糙度以及较高的焊缝余高,焊接过程中由于焊接热力效应以及焊缝的存在,造成焊接区域组织粗大,表现出铸态组织,致使基体与焊缝位置性能差异较大,而焊缝位置也成为了整个管材焊接的薄弱点,对管材的安全使用以及使用寿命产生影响,由于焊管接头存在化学成分,组织结构,力学性能等方面的不均匀,影响了其应用范围的拓展;为此,本方案提出一种大长度控制管游动芯头拉拔工艺。
技术实现思路
1、本发明的目的在于提供一种大长度控制管游动芯头拉拔工艺,针对现有游动芯头拉拔工艺大多适用于铜、铝薄壁管拉拔,但不锈钢领域尚无太大应用的问题,通过内整形焊接过程以及浮动游芯内模在拉拔过程中对不锈钢管材内表面进行挤压,能达到生产具有大长度、高内表面光洁度以及无焊缝余高的控制管的目的。
2、本发明是通过以下技术方案实现的:
3、本发明为一种大长度控制管游动芯头拉拔工艺,包括如下步骤:
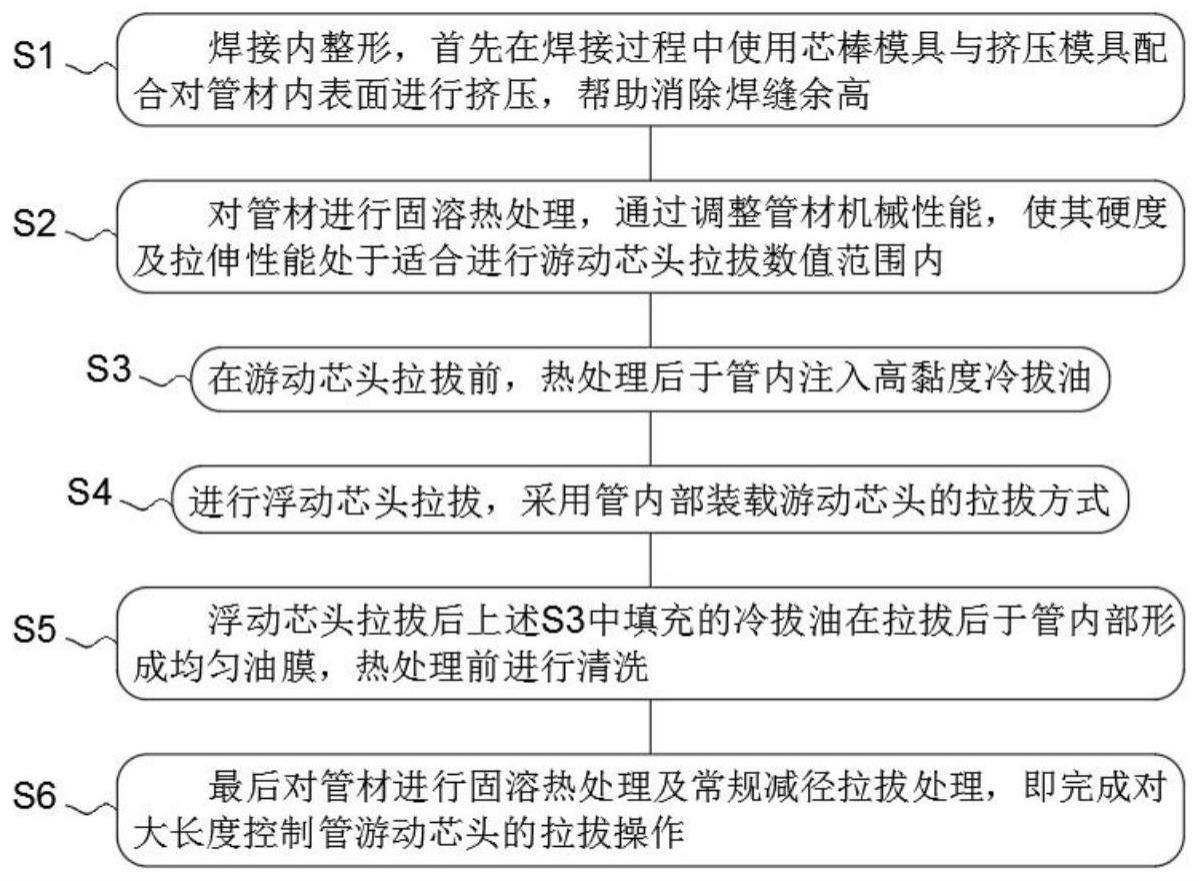
4、s1:焊接内整形,首先在焊接过程中使用芯棒模具与挤压模具配合对管材内表面进行挤压,帮助消除焊缝余高;
5、s2:对管材进行固溶热处理,通过调整管材机械性能,使其硬度及拉伸性能处于适合进行游动芯头拉拔数值范围内;
6、s3:在游动芯头拉拔前,热处理后于管内注入高黏度冷拔油;
7、s4:进行浮动芯头拉拔,采用管内部装载游动芯头的拉拔方式;
8、s5:浮动芯头拉拔后上述s3中填充的冷拔油在拉拔后于管内部形成均匀油膜,热处理前进行清洗;
9、s6:最后对管材进行固溶热处理及常规减径拉拔处理,即完成对大长度控制管游动芯头的拉拔操作。
10、所述s3于管内注入高黏度冷拔油,在于降低芯头与管体的摩擦力,给芯头降温。
11、所述s4中模具尺寸选择及拉拔道次依据实际需求管材成品外径壁厚决定。
12、所述s5中使用脱脂剂按照比例进行配比,并于指定温度下循环清洗。
13、所述s6中对管材进行固溶热处理及常规减径拉拔处理,采用不锈钢管材的常规生产方式。
14、本发明具有以下有益效果:
15、本发明大长度控制管游动芯头拉拔工艺,加工的管材内表面光洁度好,能适应在复杂的作业环境下进行特殊作业。
16、本发明大长度控制管游动芯头拉拔工艺,加工的管材可消除焊缝处应力集中,减少失效风险。
17、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
1.一种大长度控制管游动芯头拉拔工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种大长度控制管游动芯头拉拔工艺,其特征在于,所述s3于管内注入高黏度冷拔油,在于降低芯头与管体的摩擦力,给芯头降温。
3.根据权利要求1所述的一种大长度控制管游动芯头拉拔工艺,其特征在于,所述s4中模具尺寸选择及拉拔道次依据实际需求管材成品外径壁厚决定。
4.根据权利要求1所述的一种大长度控制管游动芯头拉拔工艺,其特征在于,所述s5中使用脱脂剂按照比例进行配比,并于指定温度下循环清洗。
5.根据权利要求1所述的一种大长度控制管游动芯头拉拔工艺,其特征在于,所述s6中对管材进行固溶热处理及常规减径拉拔处理,采用不锈钢管材的常规生产方式。
技术总结
本发明公开了一种大长度控制管游动芯头拉拔工艺,涉及管材加工技术领域。本发明首先进行焊接内整形;对管材进行固溶热处理;在游动芯头拉拔前,热处理后于管内注入高黏度冷拔油;进行浮动芯头拉拔,采用管内部装载游动芯头的拉拔方式;浮动芯头拉拔后上述填充的冷拔油在拉拔后于管内部形成均匀油膜,热处理前进行清洗;最后对管材进行固溶热处理及常规减径拉拔处理。本发明大长度控制管游动芯头拉拔工艺,适用于316L、825等材质不锈钢大长度控制管盘管游动芯头拉拔,其采用内整形焊接以及浮动游动芯头拉拔来解决内表面光洁度以及焊缝余高问题,采用高黏度冷拔油来保证大长度生产的稳定性问题。
技术研发人员:董健,武文斌,高润秋,段建良,刘月明
受保护的技术使用者:信达科创(唐山)石油设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!