一种纺纱喷嘴的加工方法与流程
本发明涉及喷嘴加工设备,具体是一种纺纱喷嘴的加工方法。
背景技术:
1、喷气纺纱的主要原理是利用喷射气流对牵伸后,纤维条施行加捻时,纤维条上一些头端自由纤维包缠在纤维条外围纺纱。有单喷嘴和双喷嘴式两种,后者纺纱质量好且稳定。
2、纺纱喷嘴是一种内部为空心的圆柱结构,用于喷出液体或者固体材料进行纺纱,一般使用模锻件坯料加工制成,模锻件通常是使用模具锻造出来的锻件,具有精度高、结构复杂的特点。
3、在对喷嘴加工时,首先通过夹紧组件夹持喷嘴模锻件的一端的外表面,通过钻机对喷嘴模锻件进行打孔,然后通过夹具夹持住第一次加工后的喷嘴模锻件的外表面,再通过打磨机对喷嘴模锻件的表面进行打磨加工,但是通过夹具夹持喷嘴模锻件会对喷嘴的表面形成夹痕,进而使得喷嘴的表面质量较差,并且在加工时需要多次对喷嘴模锻件进行夹持固定,操作繁琐。
4、因此,针对上述问题提出一种发明模板。
技术实现思路
1、为了弥补现有技术的不足,解决夹具夹持喷嘴模锻件会对喷嘴的表面形成夹痕,进而使得喷嘴的表面质量较差,并且在加工时需要多次对喷嘴模锻件进行夹持固定,操作繁琐的问题,本发明提出的一种纺纱喷嘴的加工方法。
2、一种纺纱喷嘴的加工方法,包括以下加工步骤:
3、s1:打孔:将模锻件固定在夹紧设备上,利用钻机对模锻件进行打孔;
4、s2:打磨:将经过打孔的模锻件固定在夹紧设备上,并通过打磨机打掉工件锻造分模面毛边及端面拔模斜度;
5、s3:粗车:经过毛边清理的模锻件,利用铣床车铣模锻件的尾部;
6、s4:精车:经过粗车尾部的模锻件在经过铣床精车工件的头部:
7、s5:检验:加工后的模锻件还需要进行清洗、标印和检验。
8、优选的,所述夹紧机构包括工作台;所述工作台上中间位置竖直固定连接有安装板;所述安装板的一面固定连接有气缸;所述安装板的另一面固定连接有滑管;所述滑管设置为空心结构,且两端未封闭;所述滑管的上下两端分别固定连接有夹紧机构;所述夹紧机构用于固定模锻件;所述滑管的内部滑动连接有推杆;所述推杆与气缸的伸缩轴固定连接:所述滑管的内部滑动连接有内撑组件;所述内撑组件用于固定打孔后的模锻件;所述推杆用于夹紧机构和内撑组件运行。
9、优选的,所述滑管为方形;所述滑管在竖直方向上开设有第一滑槽;所述第一滑槽输送至方向上贯穿滑管;所述第一滑槽与推杆滑动连接;所述滑管轴向上开设有第二滑槽;所述第二滑槽与内撑组件滑动连接;所述滑管靠近安装板的一端开设有圆槽;所述圆槽便于气缸的伸缩轴移动;所述第一滑槽、第二滑槽和圆槽均连通;
10、优选的,所述推杆包括第一梯形块;所述第一梯形块的一端与气缸固定连接;所述第一梯形块在第一滑槽内滑动;所述第一梯形块的另一端固定连接有直杆;所述直杆的末端固定连接有第二梯形块;所述第一梯形块用于驱动夹紧机构转动;所述第二梯形块用于驱动内撑组件。
11、优选的,所示夹紧机构包括转动夹爪和复位弹簧;所述转动夹爪与支撑杆转动连接;所述支撑杆与滑管固定连接;所述转动夹爪的一端固定连接有卡板;所述卡板开设有圆弧槽和方槽;所述卡板用于卡接模锻件;所述转动夹爪的另一端固定连接有拨杆;所述拨杆朝向第一梯形块的一面设置成第一斜面;所述第一斜面在推杆移动时与第一梯形块接触。
12、优选的,所述复位弹簧固定连接在转动夹爪与滑管之间,且位于支撑杆的外侧;所述复位弹簧用于转动夹爪回转。
13、优选的,所述内撑组件包括滑块和移动块;所述滑块在第二滑槽内滑动;所述滑块上下开设有滑孔;所述滑孔对称设置在滑块上下侧;所述移动块在滑孔内滑动;所述滑孔的中间位置固定连接有挡板;所述移动块设置成空心结构,且在滑孔内滑动连接;所述挡板穿过移动块。
14、优选的,所述移动块一端位于滑块内部,另一端位于滑块的外部;所述移动块位于滑块外部的一端设置成弧面,位于内部的一端设置成第二斜面;所述移动块的内底部与挡板之间固定连接有第一弹簧;所述第一弹簧用于移动块回位;所述移动块与第一梯形块之间固定连接有第二弹簧;所述第二弹簧套设在直杆上。
15、优选的,所述工作台的上表面开设有梯形滑槽;所述工作台上设置有移动框;所述移动框上设置有观察窗;所述移动框的底部等间距固定连接有若干个梯形滑块;所述梯形滑块与梯形滑槽滑动连接。
16、优选的,所述工作台的下表面开设有直滑槽;所述工作台上位于滑管的正下方开设有通槽;所述直滑槽与梯形滑槽平行,且贯穿工作台;所述直滑槽内滑动连接有废料盒;所述废料盒设置为敞口形,且废料盒与通槽连通;所述废料盒的上端固定连接有直滑块;所述直滑块与直滑槽滑动连接。
17、本发明的有益之处在于:
18、1.本发明通过设置推杆、夹紧机构和内撑组件,当气缸拉动推杆做回收移动时,推杆上的第一梯形块与拨杆接触,并通过第一梯形块的斜面推动拨杆向外侧移动,从而使得转动夹爪转动,使得卡板将模锻件夹紧固定,即可进行打孔操作;打孔结束后,通过气缸伸长伸缩轴,推动推杆伸出,并使得推杆前端的直杆与第二梯形块与内撑组件中的移动块接触,并通过第二梯形块的斜面与移动块上的第二斜面接触,驱动移动块向打孔后的模锻件的内壁抵接并固定模锻件,通过推杆的往复移来动驱动夹紧机构和内撑组件,实现夹紧机构和内撑组件对模锻件固定。
19、2.本发明设置内撑组件,通过内撑组件从打孔后的模锻件内部对其进行固定,使得在对模锻件外表面打磨时,打磨机不会与内撑组件接触碰撞,同时,避免了夹紧机构夹持模锻件外表面会产生的划痕,影响纺纱喷嘴表面质量的的情况发生。
技术特征:
1.一种纺纱喷嘴的加工方法,其特征在于:包括以下加工步骤:
2.根据权利要求1所述的一种纺纱喷嘴的加工方法,其特征在于:所述夹紧设备包括工作台(1);所述工作台(1)上中间位置竖直固定连接有安装板(11);所述安装板(11)的一面固定连接有气缸(12);所述安装板(11)的另一面固定连接有滑管(2);所述滑管(2)设置为空心结构,且两端未封闭;所述滑管(2)的上下两端分别固定连接有夹紧机构(3);所述夹紧机构(3)用于固定模锻件;所述滑管(2)的内部滑动连接有推杆(4);所述推杆(4)与气缸(12)的伸缩轴固定连接:所述滑管(2)的内部滑动连接有内撑组件(5);所述内撑组件(5)用于固定打孔后的模锻件;所述推杆(4)用于夹紧机构(3)和内撑组件(5)运行;所述滑管(2)的末端端面上固定连接有放置杆(24)。
3.根据权利要求2所述的一种纺纱喷嘴的加工方法,其特征在于:所述滑管(2)为方形;所述滑管(2)在竖直方向上开设有第一滑槽(21);所述第一滑槽(21)输送至方向上贯穿滑管(2);所述第一滑槽(21)与推杆(4)滑动连接;所述滑管(2)轴向上开设有第二滑槽(22);所述第二滑槽(22)与内撑组件(5)滑动连接;所述滑管(2)靠近安装板(11)的一端开设有圆槽(23);所述圆槽(23)便于气缸(12)的伸缩轴移动;所述第一滑槽(21)、第二滑槽(22)和圆槽(23)均连通。
4.根据权利要求3所述的一种纺纱喷嘴的加工方法,其特征在于:所述推杆(4)包括第一梯形块(41);所述第一梯形块(41)的一端与气缸(12)固定连接;所述第一梯形块(41)在第一滑槽(21)内滑动;所述第一梯形块(41)的另一端固定连接有直杆(42);所述直杆(42)的末端固定连接有第二梯形块(43);所述第一梯形块(41)用于驱动夹紧机构(3)转动;所述第二梯形块(43)用于驱动内撑组件(5)。
5.根据权利要求4所述的一种纺纱喷嘴的加工方法,其特征在于:所示夹紧机构(3)包括转动夹爪(31)和复位弹簧(32);所述转动夹爪(31)与支撑杆(33)转动连接;所述支撑杆(33)与滑管(2)固定连接;所述转动夹爪(31)的一端固定连接有卡板(34);所述卡板(34)开设有圆弧槽(341)和方槽(342);所述卡板(34)用于卡接模锻件;所述转动夹爪(31)的另一端固定连接有拨杆(35);所述拨杆(35)朝向第一梯形块(41)的一面设置成第一斜面(351);所述第一斜面(351)在推杆(4)移动时与第一梯形块(41)接触。
6.根据权利要求5所述的一种纺纱喷嘴的加工方法,其特征在于:所述复位弹簧(32)固定连接在转动夹爪(31)与滑管(2)之间,且位于支撑杆(33)的外侧;所述复位弹簧(32)用于转动夹爪(31)回转。
7.根据权利要求6所述的一种纺纱喷嘴的加工方法,其特征在于:所述内撑组件(5)包括滑块(51)和移动块(52);所述滑块(51)在第二滑槽(22)内滑动;所述滑块(51)上下开设有滑孔(53);所述滑孔(53)对称设置在滑块(51)上下侧;所述移动块(52)在滑孔(53)内滑动;所述滑孔(53)的中间位置固定连接有挡板(54);所述移动块(52)设置成空心结构,且在滑孔(53)内滑动连接;所述挡板(54)穿过移动块(52)。
8.根据权利要求7所述的一种纺纱喷嘴的加工方法,其特征在于:所述移动块(52)一端位于滑块(51)内部,另一端位于滑块(51)的外部;所述移动块(52)位于滑块(51)外部的一端设置成弧面,位于内部的一端设置成第二斜面(55);所述移动块(52)的内底部与挡板(54)之间固定连接有第一弹簧(56);所述第一弹簧(56)用于移动块(52)回位;所述移动块(52)与第一梯形块(41)之间固定连接有第二弹簧(57);所述第二弹簧(57)套设在直杆(42)上。
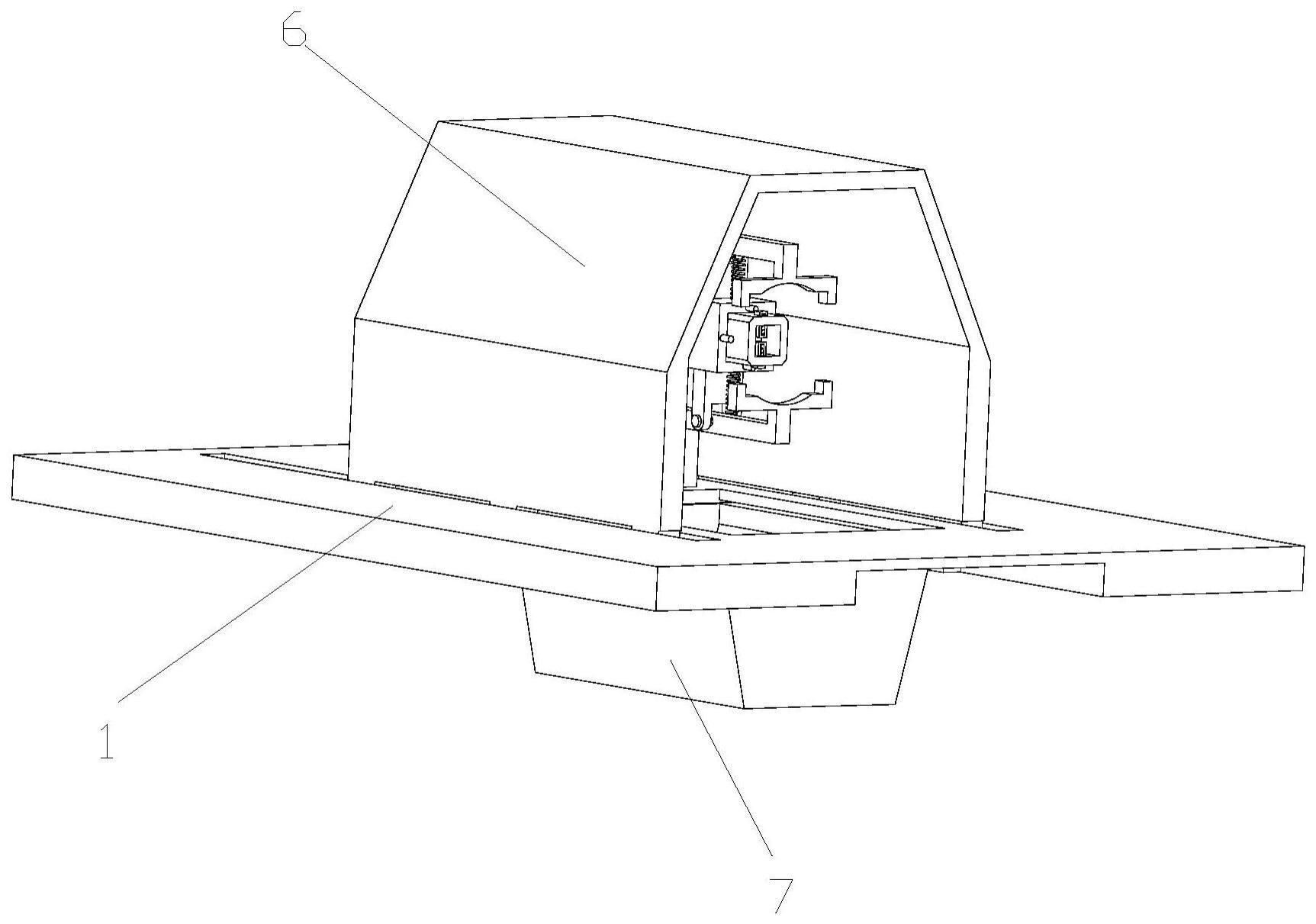
9.根据权利要求8所述的一种纺纱喷嘴的加工方法,其特征在于:所述工作台(1)的上表面开设有梯形滑槽(13);所述工作台(1)上设置有移动框(6);所述移动框(6)上设置有观察窗;所述移动框(6)的底部等间距固定连接有若干个梯形滑块(61);所述梯形滑块(61)与梯形滑槽(13)滑动连接。
10.根据权利要求9所述的一种纺纱喷嘴的加工方法,其特征在于:所述工作台(1)的下表面开设有直滑槽(14);所述工作台(1)上位于滑管(2)的正下方开设有通槽(15);所述直滑槽(14)与梯形滑槽(13)平行,且贯穿工作台(1);所述直滑槽(14)内滑动连接有废料盒(7);所述废料盒(7)设置为敞口形,且废料盒(7)与通槽(15)连通;所述废料盒(7)的上端固定连接有直滑块(71);所述直滑块(71)与直滑槽(14)滑动连接。
技术总结
本发明公开了一种纺纱喷嘴的加工方法,包括以下加工步骤:打孔:将模锻件固定在夹紧机构上,利用钻机对模锻件进行打孔;打磨:通过打磨机打掉工件锻造分模面毛边及端面拔模斜度;粗车:经过毛边清理的模锻件,利用铣床车铣模锻件的尾部;精车:经过粗车尾部的模锻件再经过铣床精车工件的头部:检验:对加工后的模锻件进行清洗,标印,并经过检验是否合格;本方法合理地设计了纺纱喷嘴的加工方法,在一次装夹过程中,完成喷嘴壳体内腔、外圆和侧面等多个部位的加工,解决了用模锻件加工结构复杂,壁薄,且加工周期长的零件,造成生产效率低尺寸精度难以保证的加工难题。
技术研发人员:李良琪,聂赛平,李文初,王子锋,蒋翾
受保护的技术使用者:湖南津东云纺纺织有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!