组装夹具、焊接设备及模块组装工作站的制作方法
本技术涉及焊接工装技术,具体地,涉及组装夹具、焊接设备及模块组装工作站。
背景技术:
1、目前在生产装配式模块化建筑单元的过程中,通常利用天车将待焊接件中各零部件运输至焊接平台上的相应位置,之后焊接人员将各零部件进行拼接形成待焊接件,通过人工焊接的方法对待焊接件中各焊缝进行焊接。为了避免在焊接过程中零部件移位,焊接平台上的相应位置处固定安装有定位部件,以利用定位部件对各零部件进行定位。但前述定位方式仅适应同一尺寸的待焊接件的定位。
技术实现思路
1、为解决上述问题,本发明实施例的目的在于提供一种组装夹具、焊接设备及模块组装工作站。
2、第一方面,本发明实施例提供了一种组件夹具,包括:模台、第一定位组件、第二定位组件、第三定位组件、第四定位组件,所述模台用于支撑待焊接件,所述第一定位组件及所述第二定位组件分别设置在所述模台的两侧,所述第三定位组件、所述第四定位组件分别设置在所述模台的两端,所述模台用于设置在焊接平台上,所述第三定位组件、所述第四定位组件均可向靠近或远离所述模台方向移动,所述第一定位组件及所述第二定位组件均用于与所述焊接平台滑动连接,所述第一定位组件及所述第二定位组件均可向靠近或远离所述模台方向移动;
3、所述第一定位组件、所述第二定位组件、所述第三定位组件、所述第四定位组件相互配合形成用于放置所述待焊接件的空间,所述第一定位组件、所述第二定位组件、所述第三定位组件、所述第四定位组件上均设有夹具,所述夹具用于固定所述待焊接件。
4、优选地,所述模台包括多个基础板,所述多个基础板首尾依次连接。
5、优选地,所述组件夹具还包括:第一驱动机构、第一滑轨,所述第一滑轨设置在所述焊接平台上,且所述第一滑轨设置在所述第一定位组件及所述第二定位组件之间,所述第一滑轨的长度方向与所述第一定位组件的移动方向垂直;所述模台与所述第一滑轨滑动连接,所述第一驱动机构与所述模台固定连接,所述模台用于在所述第一驱动机构的驱动下沿所述第一滑轨移动。
6、优选地,所述第一驱动机构包括第一驱动电机、第一传动轴、行走轮、第一轴承座,所述第一轴承座固定安装在所述模台上靠近所述焊接平台一侧,所述第一传动轴穿设于所述第一轴承座,且所述第一轴承座与所述第一传动轴转动连接,所述行走轮固定套设在所述第一传动轴;
7、所述行走轮与所述第一滑轨滚动连接,所述第一驱动电机与所述第一传动轴传动连接,所述行走轮在所述第一驱动电机的驱动下带动所述模台沿所述第一滑轨移动。
8、优选地,所述第一定位组件及所述第二定位组件均包括第一驱动气缸、移动架组件,在所述焊接平台上设置有第二滑轨,且所述第一定位组件中的所述移动架组件及所述第二定位组件中的所述移动架组件分别设置在所述模台的两侧;
9、所述移动架组件与所述第一驱动气缸的伸缩轴连接,所述移动架组件与所述第二滑轨滑动连接,所述移动架组件在所述第一驱动气缸的驱动下向靠近或远离所述模台方向移动,所述夹具安装在所述移动架组件。
10、优选地,所述移动架组件包括多个移动架、第三滑轨,所述多个移动架沿所述第三滑轨的长度方向依次间隔设置在所述第三滑轨上,每个所述移动架在所述第三滑轨上的位置可调,所述第三滑轨与所述第二滑轨滑动连接,且所述第三滑轨的长度方向与所述第二滑轨的长度方向相互垂直,所述第一驱动气缸的伸缩轴与所述第三滑轨连接,所述第三滑轨用于在所述第一驱动气缸的驱动下带动所述多个移动架向靠近或远离所述模台方向移动,所述移动架上均安装有所述夹具。
11、优选地,所述第三滑轨上沿其长度方向依次间隔设置多个第一安装孔,每个所述移动架上设有第三连接件,所述第三连接件上设有紧固件,所述紧固件与所述多个安装孔中相应安装孔配合连接。
12、优选地,所述移动架上设有吸附驱动组件,所述吸附驱动组件与所述夹具固定连接,用于带动所述夹具向靠近或远离所述模台方向移动。
13、优选地,所述移动架上设置有多个所述吸附驱动组件及多个所述夹具,多个所述吸附驱动组件沿所述移动架的高度方向间隔设置,多个所述吸附驱动组件与多个所述夹具一一对应设置。
14、优选地,所述吸附驱动组件包括第二驱动气缸、移动端板、直线导杆、固定端板,所述固定端板固定安装在所述移动架上,所述第二驱动气缸固定在所述固定端板,所述移动端板固定在所述第二驱动气缸的驱动端,所述夹具固定安装在所述移动端板;
15、所述移动端板背离所述夹具的一侧设置直线导杆,所述固定端板开设与所述直线导杆相匹配的导向孔,所述直线导杆穿设于所述导向孔,所述移动端板用于在所述第二驱动气缸的驱动下带动所述夹具向靠近或远离所述模台方向移动。
16、优选地,所述夹具为电磁铁,所述电磁铁通电时能够吸附所述待焊接件。
17、优选地,每个所述移动架上背离所述模台的一侧还设置有扶手。
18、优选地,所述第三定位组件与所述第一定位组件的一端或所述第二定位组件的一端转动连接;所述第四定位组件与所述第一定位组件的另一端或所述第二定位组件的另一端转动连接。
19、优选地,所述第三定位组件和所述第四定位组件均包括两个第一支架,每个所述第一支架上靠近所述模台的一侧设有所述夹具;
20、所述第三定位组件中其中一个第一支架与所述第一定位组件的一端转动连接,所述第三定位组件中另一个第一支架与所述第二定位组件的一端转动连接;所述第四定位组件中其中一个第一支架与所述第一定位组件的另一端转动连接,所述第三定位组件中另一个第一支架与所述第二定位组件的另一端转动连接。
21、优选地,在所述第一定位组件和所述第二定位组件上均还固定安装有第三驱动气缸,每个所述第一支架上设有与所述第三驱动气缸的伸缩轴配合的定位孔,当所述第一支架转到第一位置时,所述第三驱动气缸的伸缩轴可插在所述定位孔内,所述第一位置为所述第一支架转动到靠近所述待焊接件的位置。
22、第二方面,本发明实施例还提供了一种焊接设备,包括:焊接组件、两个支撑架及如上述实施例中任一所述的组件夹具,所述两个支撑架相互间隔设置在所述焊接平台上,所述模台设置在所述两个支撑架之间,焊接组件的两端分别与所述两个支撑架滑动连接,所述焊接组件用于对所述模台上的所述待焊接件进行焊接。
23、优选地,所述焊接组件包括第四滑轨、第七滑轨、第一滑块、第二驱动电机、焊接头、第三驱动电机、第四驱动电机,所述第四滑轨的两端分别与每个所述支撑架滑动连接,所述第二驱动电机与所述第四滑轨传动连接,所述第四滑轨在所述第二驱动电机的驱动下在所述支撑架上移动;
24、所述第一滑块与所述第四滑轨滑动连接,所述第一滑块与所述第三驱动电机传动连接,所述第一滑块在所述第三驱动电机的驱动下沿着所述第四滑轨移动;
25、所述第一滑块与所述第七滑轨滑动连接,所述第七滑轨的一端与焊接头连接,所述第一滑块与所述第四驱动电机传动连接,所述第一滑块在所述第四驱动电机的驱动下沿着所述第七滑轨移动,以使所述第七滑轨带动所述焊接头向靠近或远离所述第一滑块方向移动;
26、所述第一滑块的移动方向与所述第四滑轨的移动方向相互垂直,第七滑轨的移动方向分别与所述第一滑块的移动方向及所述第四滑轨的移动方向相互垂直。
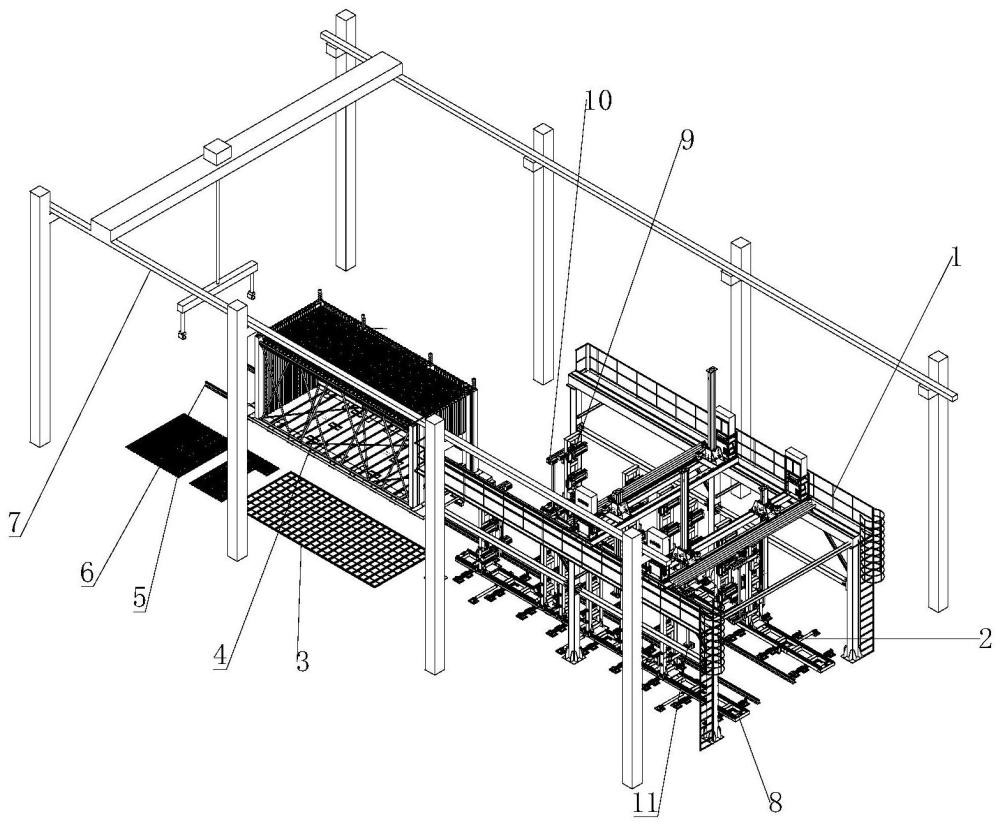
27、第三方面,本发明实施例还提供了一种模块组装工作站,包括:物料架、天车和如上述实施例所述的任一所述的焊接设备,所述物料架用于存放所述待焊接件,所述天车用于将所述待焊接件运输至所述模台上。
28、本技术具有以下有益效果:
29、本发明实施例上述第一方面提供的方案中,本发明实施例上述第一方面提供的方案中,通过在组件夹具中设置模台、第一定位组件、第二定位组件、第三定位组件、第四定位组件,模台用于支撑待焊接件,第一定位组件及第二定位组件分别设置在模台的两侧,第三定位组件、第四定位组件分别设置在模台的两端,模台用于设置在焊接平台上,第三定位组件、第四定位组件用于转动连接在焊接平台上,第一定位组件及第二定位组件均用于与焊接平台滑动连接,第一定位组件及第二定位组件均可向靠近或远离模台方向移动,第一定位组件、第二定位组件、第三定位组件、第四定位组件上均设有夹具,夹具用于固定待焊接件。通过第一定位组件、第二定位组件、第三定位组件、第四定位组件相互配合实现待焊接件前后左右的定位,且通过将第一定位组件及第二定位组件滑动设置在焊接平台,以可通过调整第一定位组件及第二定位组件之间的距离来适应不同尺寸的待焊接件定位。
- 还没有人留言评论。精彩留言会获得点赞!