一种青贮机塔台焊接工装结构的制作方法
本发明涉及焊接工装,尤其涉及一种青贮机塔台焊接工装结构。
背景技术:
1、在青贮机里,塔台焊合前面接着秸秆切碎和籽粒破碎系统,后面接着转台和抛扔筒,切碎以后的玉米秸通过塔台进入转台和抛扔筒。现在的塔台焊接工装都是专用的,并且都是固定定位,很难取放件,并且定位都不可靠,缺乏相应的夹紧,难以保证质量,因此需要改进。
技术实现思路
1、有鉴于此,本发明提供一种青贮机塔台焊接工装结构。
2、具体地,本发明是通过如下技术方案实现的:
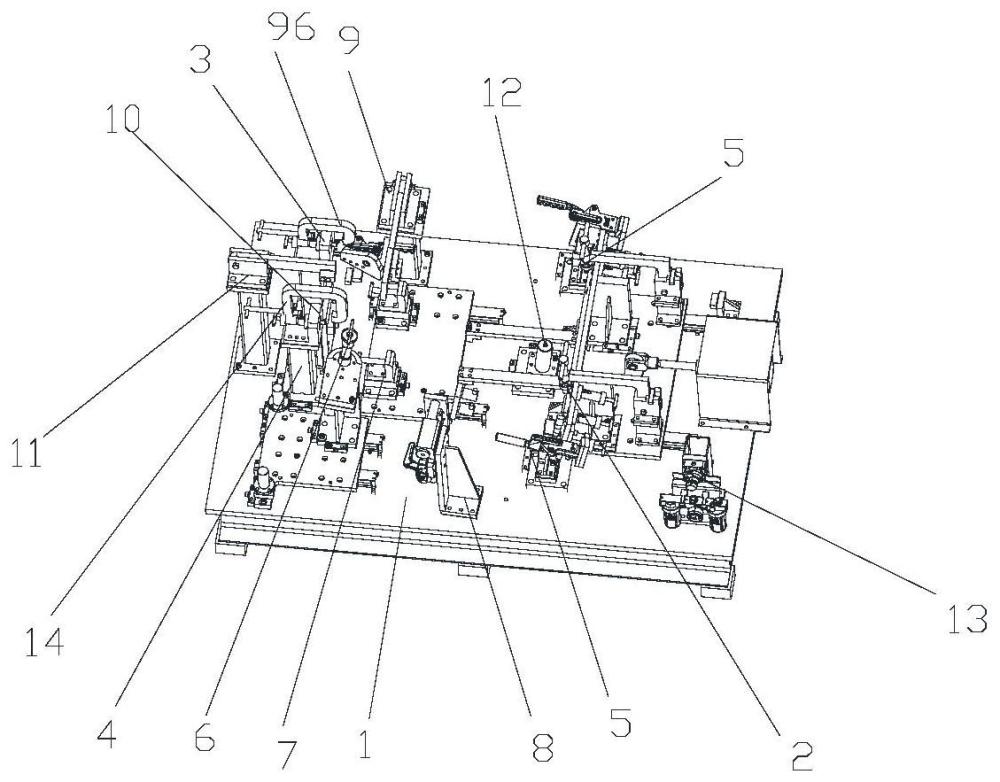
3、根据本发明的第一方面,提供一种青贮机塔台焊接工装结构,包括:基板、前部定位组件、圆盘左销定位组件、圆盘右销定位组件、支管定位组件、套管定位组件、支板定位组件、固定座定位组件、组合定位组件、圆盘下定位组件、防错组件、定位销组件和夹紧组件,其中,所述前部定位组件、所述圆盘左销定位组件、所述圆盘右销定位组件、所述支管定位组件、所述套管定位组件、所述支板定位组件、所述固定座定位组件、所述组合定位组件、所述圆盘下定位组件、所述防错组件、所述定位销组件和所述夹紧组件均设置于所述基板上,所述圆盘左销定位组件和所述圆盘右销定位组件分别设置于所述基板的两侧,所述支管定位组件靠近所述圆盘左销定位组件设置,所述套管定位组件设置于所述圆盘左销定位组件和所述圆盘右销定位组件之间,所述支板定位组件靠近所述套管定位组件设置,所述固定座定位组件靠近所述支板定位组件设置,所述组合定位组件靠近所述圆盘左销定位组件设置,所述圆盘下定位组件靠近所述套管定位组件设置,所述防错组件靠近所述组合定位组件设置,所述定位销组件靠近所述支管定位组件设置,所述夹紧组件设置于所述组合定位组件上。
4、可选地,所述前部定位组件包括:定位板、底座、调整垫片、基准块、定位销、托定位销、夹紧器、夹紧件、护罩、滑台板、护板、直线滑轨、限位块、滑块、接头座、气缸和气缸座,其中,所述底座设置于所述定位板上,所述调整垫片设置于所述底座上,所述基准块设置于所述调整垫片上,所述定位销和所述托定位销设置于所述定位板上,且二者相邻,所述夹紧器和所述夹紧件均设置于所述定位板上,且分别设置于所述托定位销两侧,所述滑台板设置于所述定位板上,所述护罩设置于所述滑台板上,所述直线滑轨设置于所述滑台板上,所述护板设置于所述直线滑轨上,所述限位块设置于所述直线滑轨上,所述滑块设置于所述滑台板上,所述接头座设置于所述护罩内,所述气缸座设置于所述护罩内,所述气缸设置于所述气缸座上。
5、可选地,所述圆盘左销定位组件包括:左定位销、左定位板、左垫片、左底座、左调整垫片和左基准块,其中,所述左垫片设置于所述左底座上,所述左定位板设置于所述左垫片上,所述左定位销设置于所述左定位板上,所述左底座设置于所述左基准块上,所述左调整垫片设置于所述左基准块上。
6、可选地,所述支管定位组件包括:支管定位座、支管垫片、支管定位销和支管底座,其中,所述支管垫片设置于所述支管底座上,所述支管定位座设置于所述支管垫片上,所述支管定位销设置于所述支管定位座上。
7、可选地,所述套管定位组件包括:套管定位销、套管定位套、套管定位板、套管垫片、套管底座、套管滑台板、套管限位销、套管限位套、套管限位板、套管定位套、套管导向销、套管护板和套管直线滑轨,其中,所述套管垫片设置于所述套管底座上,所述套管定位板设置于所述套管垫片上,所述套管定位销设置于所述套管定位板上,所述套管定位套设置于所述套管定位销上,所述套管底座设置于所述套管滑台板上,所述套管限位销设置于所述套管滑台板上,所述套管限位套套设于所述套管限位销上,所述套管限位板设置于所述套管限位销上,所述套管定位套套设于所述套管定位销上,所述套管导向销套设于所述套管定位套上,所述套管护板设置于所述套管滑台板上,所述套管直线滑轨设置于所述套管滑台板底部。
8、可选地,所述支板定位组件包括:支板定位板、支板垫片、支板底座、支板滑台板、支板定位销、支板直线滑轨、支板垫片、支板连接块、支板连接板和支板护板,其中,所述支板垫片设置于所述支板底座上,所述支板定位板设置于所述支板垫片上,所述支板底板设置于所述支板滑台板上,所述定位销设置于所述圆盘左销定位组件的左调整垫片上,所述左调整垫片设置于所述圆盘左销定位组件的左基准块上。
9、可选地,所述固定座定位组件包括:导向板、平推式快速夹钳、固定垫片、固定挡环、固定导向轴、固定底座、固定垫片、固定板、固定定位件、固定定位销、手把、稳定垫片、固定连接板和固定连接柱,其中,所述导向板和所述固定挡环均设置于所述固定底座上,所述平推式快速夹钳设置于所述导向板上,所述固定垫片设置于所述平推式快速夹钳上,所述固定导向轴设置于所述固定挡环上,所述固定底座设置于所述固定垫片上,所述固定板设置于所述固定垫片上,所述固定定位件设置于所述固定板上,所述固定定位销设置于所述固定定位件上,所述手把设置于所述固定定位件上,所述稳定垫片设置于所述固定板上,所述固定连接板设置于所述固定板上,所述固定连接柱的第一端与所述平推式快速夹钳连接而第二端与所述固定垫片连接。
10、可选地,所述组合定位组件包括:定位底板、强力磁铁、组合垫板、第一组合垫片、第一组合定位板、第二组合垫片、第二组合定位板、组合定位销、组合底座、组合导向座、组合销轴和组合垫销,其中,所述组合导向座设置于所述组合底座上,所述组合垫销的第一端通过所述组合销轴与所述组合导向座轴连接,所述第二组合定位板通过所述组合定位销与所述组合垫销的第二端轴连接,所述第二组合垫片设置于所述第二组合定位板上,所述定位底板设置于所述第二组合垫片上,所述组合垫板与所述第二组合垫片连接,所述强力磁铁设置于所述组合垫板上,所述定位底板与所述组合垫板连接,所述第一组合定位板设置于所述第二组合垫片上,所述第一组合垫片设置于所述第一组合定位板上。
11、可选地,所述定位销组件包括:定位导向销、定位定位销、定位定位套、定位弹簧和定位挡盖,其中,所述定位定位套套设于所述定位定位销上,所述定位导向销设置于所述定位导向销上,且伸出所述定位定位套,所述定位弹簧设置于所述定位定位套中,且与所述定位导向销连接,所述定位挡盖与所述定位定位销连接。
12、可选地,所述基板上设置有气路管件。
13、本发明提供的技术方案至少带来以下有益效果:
14、本申请提供的一种青贮机塔台焊接工装结构实现了对塔台焊合的零部件的精确定位和可靠夹紧,保证了质量,在精确定位夹紧工件的同时,极大地方便了焊前放件和焊完工件以后往外取件,实现了工装通用化。
技术特征:
1.一种青贮机塔台焊接工装结构,其特征在于,包括:基板、前部定位组件、圆盘左销定位组件、圆盘右销定位组件、支管定位组件、套管定位组件、支板定位组件、固定座定位组件、组合定位组件、圆盘下定位组件、防错组件、定位销组件和夹紧组件,其中,所述前部定位组件、所述圆盘左销定位组件、所述圆盘右销定位组件、所述支管定位组件、所述套管定位组件、所述支板定位组件、所述固定座定位组件、所述组合定位组件、所述圆盘下定位组件、所述防错组件、所述定位销组件和所述夹紧组件均设置于所述基板上,所述圆盘左销定位组件和所述圆盘右销定位组件分别设置于所述基板的两侧,所述支管定位组件靠近所述圆盘左销定位组件设置,所述套管定位组件设置于所述圆盘左销定位组件和所述圆盘右销定位组件之间,所述支板定位组件靠近所述套管定位组件设置,所述固定座定位组件靠近所述支板定位组件设置,所述组合定位组件靠近所述圆盘左销定位组件设置,所述圆盘下定位组件靠近所述套管定位组件设置,所述防错组件靠近所述组合定位组件设置,所述定位销组件靠近所述支管定位组件设置,所述夹紧组件设置于所述组合定位组件上。
2.根据权利要求1所述的青贮机塔台焊接工装结构,其特征在于,所述前部定位组件包括:定位板、底座、调整垫片、基准块、定位销、托定位销、夹紧器、夹紧件、护罩、滑台板、护板、直线滑轨、限位块、滑块、接头座、气缸和气缸座,其中,所述底座设置于所述定位板上,所述调整垫片设置于所述底座上,所述基准块设置于所述调整垫片上,所述定位销和所述托定位销设置于所述定位板上,且二者相邻,所述夹紧器和所述夹紧件均设置于所述定位板上,且分别设置于所述托定位销两侧,所述滑台板设置于所述定位板上,所述护罩设置于所述滑台板上,所述直线滑轨设置于所述滑台板上,所述护板设置于所述直线滑轨上,所述限位块设置于所述直线滑轨上,所述滑块设置于所述滑台板上,所述接头座设置于所述护罩内,所述气缸座设置于所述护罩内,所述气缸设置于所述气缸座上。
3.根据权利要求1所述的青贮机塔台焊接工装结构,其特征在于,所述圆盘左销定位组件包括:左定位销、左定位板、左垫片、左底座、左调整垫片和左基准块,其中,所述左垫片设置于所述左底座上,所述左定位板设置于所述左垫片上,所述左定位销设置于所述左定位板上,所述左底座设置于所述左基准块上,所述左调整垫片设置于所述左基准块上。
4.根据权利要求1所述的青贮机塔台焊接工装结构,其特征在于,所述支管定位组件包括:支管定位座、支管垫片、支管定位销和支管底座,其中,所述支管垫片设置于所述支管底座上,所述支管定位座设置于所述支管垫片上,所述支管定位销设置于所述支管定位座上。
5.根据权利要求1所述的青贮机塔台焊接工装结构,其特征在于,所述套管定位组件包括:套管定位销、套管定位套、套管定位板、套管垫片、套管底座、套管滑台板、套管限位销、套管限位套、套管限位板、套管定位套、套管导向销、套管护板和套管直线滑轨,其中,所述套管垫片设置于所述套管底座上,所述套管定位板设置于所述套管垫片上,所述套管定位销设置于所述套管定位板上,所述套管定位套设置于所述套管定位销上,所述套管底座设置于所述套管滑台板上,所述套管限位销设置于所述套管滑台板上,所述套管限位套套设于所述套管限位销上,所述套管限位板设置于所述套管限位销上,所述套管定位套套设于所述套管定位销上,所述套管导向销套设于所述套管定位套上,所述套管护板设置于所述套管滑台板上,所述套管直线滑轨设置于所述套管滑台板底部。
6.根据权利要求1所述的青贮机塔台焊接工装结构,其特征在于,所述支板定位组件包括:支板定位板、支板垫片、支板底座、支板滑台板、支板定位销、支板直线滑轨、支板垫片、支板连接块、支板连接板和支板护板,其中,所述支板垫片设置于所述支板底座上,所述支板定位板设置于所述支板垫片上,所述支板底板设置于所述支板滑台板上,所述定位销设置于所述圆盘左销定位组件的左调整垫片上,所述左调整垫片设置于所述圆盘左销定位组件的左基准块上。
7.根据权利要求1所述的青贮机塔台焊接工装结构,其特征在于,所述固定座定位组件包括:导向板、平推式快速夹钳、固定垫片、固定挡环、固定导向轴、固定底座、固定垫片、固定板、固定定位件、固定定位销、手把、稳定垫片、固定连接板和固定连接柱,其中,所述导向板和所述固定挡环均设置于所述固定底座上,所述平推式快速夹钳设置于所述导向板上,所述固定垫片设置于所述平推式快速夹钳上,所述固定导向轴设置于所述固定挡环上,所述固定底座设置于所述固定垫片上,所述固定板设置于所述固定垫片上,所述固定定位件设置于所述固定板上,所述固定定位销设置于所述固定定位件上,所述手把设置于所述固定定位件上,所述稳定垫片设置于所述固定板上,所述固定连接板设置于所述固定板上,所述固定连接柱的第一端与所述平推式快速夹钳连接而第二端与所述固定垫片连接。
8.根据权利要求1所述的青贮机塔台焊接工装结构,其特征在于,所述组合定位组件包括:定位底板、强力磁铁、组合垫板、第一组合垫片、第一组合定位板、第二组合垫片、第二组合定位板、组合定位销、组合底座、组合导向座、组合销轴和组合垫销,其中,所述组合导向座设置于所述组合底座上,所述组合垫销的第一端通过所述组合销轴与所述组合导向座轴连接,所述第二组合定位板通过所述组合定位销与所述组合垫销的第二端轴连接,所述第二组合垫片设置于所述第二组合定位板上,所述定位底板设置于所述第二组合垫片上,所述组合垫板与所述第二组合垫片连接,所述强力磁铁设置于所述组合垫板上,所述定位底板与所述组合垫板连接,所述第一组合定位板设置于所述第二组合垫片上,所述第一组合垫片设置于所述第一组合定位板上。
9.根据权利要求1所述的青贮机塔台焊接工装结构,其特征在于,所述定位销组件包括:定位导向销、定位定位销、定位定位套、定位弹簧和定位挡盖,其中,所述定位定位套套设于所述定位定位销上,所述定位导向销设置于所述定位导向销上,且伸出所述定位定位套,所述定位弹簧设置于所述定位定位套中,且与所述定位导向销连接,所述定位挡盖与所述定位定位销连接。
10.根据权利要求1所述的青贮机塔台焊接工装结构,其特征在于,所述基板上设置有气路管件。
技术总结
本发明涉及一种青贮机塔台焊接工装结构,包括:基板、前部定位组件、圆盘左销定位组件、圆盘右销定位组件、支管定位组件、套管定位组件、支板定位组件、固定座定位组件、组合定位组件、圆盘下定位组件、防错组件、定位销组件和夹紧组件。本申请提供的一种青贮机塔台焊接工装结构实现了对塔台焊合的零部件的精确定位和可靠夹紧,保证了质量,在精确定位夹紧工件的同时,极大地方便了焊前放件和焊完工件以后往外取件,实现了工装通用化。
技术研发人员:李振纲,王晓军,张正业,李晓亮,刘利明,赵明海
受保护的技术使用者:潍柴雷沃智慧农业科技股份有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!