一种梯形弯扭拱桥箱梁加工制作工艺的制作方法
本发明涉及桥梁的钢箱梁加工,尤其涉及一种梯形弯扭拱桥箱梁加工制作工艺。
背景技术:
1、一般的梯形弯扭拱桥箱梁结构主要用于钢箱拱桥的建造,这种梯形的弯扭拱桥箱梁由于其具有移动弯曲,因此,在建造的过程中,需要额外的注意该拱桥箱梁的加工精度和焊接强度,以避免梯形箱梁出现较大内应力的问题。
技术实现思路
1、本发明要解决的技术问题是提供一种梯形弯扭拱桥箱梁加工制作工艺,能够解决一般的采用梯形钢箱梁建造拱桥,梯形钢箱梁建造工艺复杂,焊接效果差的问题。
2、为解决上述技术问题,本发明的技术方案为:一种梯形弯扭拱桥箱梁加工制作工艺,梯形弯扭拱桥箱梁包括顶板、底板、腹板、肋板和隔板;顶板、底板、腹板围成梯形结构;肋板焊接在梯形结构的内壁上,隔板平行于梯形结构的截面设置在梯形结构内;其创新点在于:具体制作工艺如下:梯形弯扭拱桥箱梁采用反造法加工;
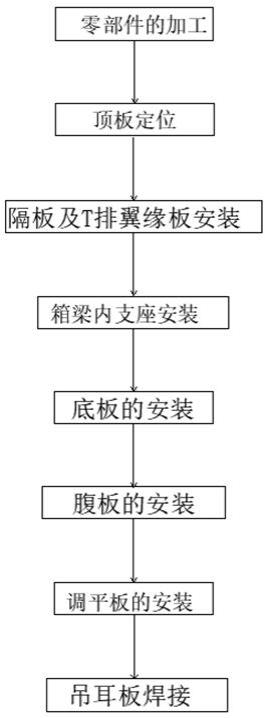
3、s1:零部件的加工:将顶板、底板、腹板、隔板和肋板在切割机上按照形状切割下料;在隔板上开孔焊接加固环;组装焊接t排翼缘板;
4、s2:顶板定位:在胎架上铺设顶板,并在顶板的上表面上沿着延伸方向焊接肋板;肋板为全熔透焊接,采用清根形式;
5、s3:隔板及t排翼缘板安装:在顶板上的中间加劲肋板依次交替焊接隔板及t排翼缘板;
6、s4:箱梁内支座安装:在顶板上的中间位置焊接箱梁内支座,箱梁内支座包括支座隔板和支座肋板,且支座隔板垂直连接在若干支座肋板上形成丰字型结构;然后在支座肋板的两侧边缘焊接支座肋板的加固板;
7、s5:底板的安装;将底板铺设在胎架上,并在底板的上表面上沿着延伸方向焊接肋板;肋板为全熔透焊接,采用清根形式;然后将底板翻身扣在箱梁内支座的顶端,且底板内侧表面与箱梁内支座的支座肋板采用清根焊;
8、s6:腹板的安装:将腹板从两侧焊接在隔板的边缘处,腹板与t排翼缘板的焊接采用在t排翼缘板上开单面坡口焊接;箱梁内支座处对应的腹板上的肋板坡口朝向底板;
9、s7:调平板的安装:在底板的表面上位于箱梁内支座的位置处焊接上调平板,且调平板与底板的表面之间采用熔透焊接;
10、s8:吊耳板焊接:在完成调平板的焊接安装后,将整个梯形弯扭拱桥箱梁进行翻身,并在顶板上焊接好吊耳板。
11、进一步的,当腹板的厚度为20-30mm,顶板与底板的厚度均为30mm时;梯形结构在里侧开制t/3熔深50度的浅熔深坡口,梯形结构外侧开制2t/3熔深40度的坡口。
12、进一步的,所述s8中,吊耳板焊缝均为全熔透焊缝,采用清根形式。
13、进一步的,所述s4中箱梁内支座上支座肋板与底板采用清根焊,与支座隔板熔深焊缝留根2mm。
14、本发明的优点在于:
15、1)本发明中通过采用反造法生产加工梯形弯扭拱桥箱梁,梯形弯扭拱桥箱梁在加工的过程中,先在顶板上安装内部的隔板结构以及安装箱梁内支座;然后安装底板及腹板形成整体的梯形弯扭拱桥箱梁,提高了弯扭拱桥箱梁的加工效率,且在保证该产品的承载能力情况下,该结构整体刚度大,抗风抗震性能好,特别是在用于拱桥结构中,可有效避免大跨度的拱桥刚度不足的问题,该梯形弯扭拱桥箱梁的加工工艺简洁,适合推广使用。
技术特征:
1.一种梯形弯扭拱桥箱梁加工制作工艺,梯形弯扭拱桥箱梁包括顶板、底板、腹板、肋板和隔板;顶板、底板、腹板围成梯形结构;肋板焊接在梯形结构的内壁上,隔板平行于梯形结构的截面设置在梯形结构内;其特征在于:具体制作工艺如下:梯形弯扭拱桥箱梁采用反造法加工;
2.根据权利要求1所述的一种梯形弯扭拱桥箱梁加工制作工艺,其特征在于:当腹板的厚度为20-30mm,顶板与底板的厚度均为30mm时;梯形结构在里侧开制t/3熔深50度的浅熔深坡口,梯形结构外侧开制2t/3熔深40度的坡口。
3.根据权利要求1所述的一种梯形弯扭拱桥箱梁加工制作工艺,其特征在于:所述s8中,吊耳板焊缝均为全熔透焊缝,采用清根形式。
4.根据权利要求1所述的一种梯形弯扭拱桥箱梁加工制作工艺,其特征在于:所述s4中箱梁内支座上支座肋板与底板采用清根焊,与支座隔板熔深焊缝留根2mm。
技术总结
本发明涉及一种梯形弯扭拱桥箱梁加工制作工艺,其特征在于:具体制作工艺如下:S1:零部件的加工;S2:顶板定位;S3:隔板及T排翼缘板安装;S4:箱梁内支座安装;S5:底板的安装;S6:腹板的安装;S7:调平板的安装;S8:吊耳板焊接;通过采用反造法生产加工梯形弯扭拱桥箱梁,梯形弯扭拱桥箱梁在加工的过程中,先在顶板上安装内部的隔板结构以及安装箱梁内支座;然后安装底板及腹板形成整体的梯形弯扭拱桥箱梁,提高了弯扭拱桥箱梁的加工效率,且在保证该产品的承载能力情况下,该结构整体刚度大,抗风抗震性能好,特别是在用于拱桥结构中,可有效避免大跨度的拱桥刚度不足的问题,该梯形弯扭拱桥箱梁的加工工艺简洁,适合推广使用。
技术研发人员:王传武,张金榜,卫裕禄
受保护的技术使用者:江苏京沪重工有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!