一种锂电池极片卷对卷激光连续切割系统及方法与流程
本发明涉及锂电池极片切割,特别涉及一种锂电池极片卷对卷激光连续切割系统及方法。
背景技术:
1、锂电池极片卷对卷通常在制造过程中需要经过切割以调整其尺寸和形状,切割后的极片能够满足电池组装的要求,确保电池的正常运作和合适的尺寸适应性;锂电池通常由正极片、负极片、隔膜和电解液等组成,切割能够将原始的极片卷对卷材料切割成适合电池需要的形状和尺寸,便于电池的组装和构建电池电极;在锂电池生产过程中,对极片的厚度和重量通常有严格的要求,以确保电池的性能和稳定性,切割过程能够精确控制极片的尺寸,以满足这些要求,并确保电池的一致性和标准化;
2、对锂电池极片卷对卷切割的过程中,发现存在以下问题:
3、1、传统的切割方法,如机械切割或其他热切割方法,难以达到与激光切割相媲美的高精度;
4、2、传统区域式切割的停机存在换料限制的问题;
5、3、传统切割方法通常需要人工干预和调整,容易出现操作误差;
6、4、传统切割方法难以实现实时监控和完全记录切割过程的相关数据;
7、为了解决上述技术问题,现提出一种锂电池极片卷对卷激光连续切割系统及方法。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种锂电池极片卷对卷激光连续切割系统及方法,解决了传统的切割方法,如机械切割或其他热切割方法,难以达到与激光切割相媲美的高精度,传统区域式切割的停机存在换料限制,传统切割方法通常需要人工干预和调整,容易出现操作误差,传统切割方法难以实现实时监控和完全记录切割过程的相关数据的技术问题。
3、(二)技术方案
4、为实现以上目的,本发明通过以下技术方案予以实现:
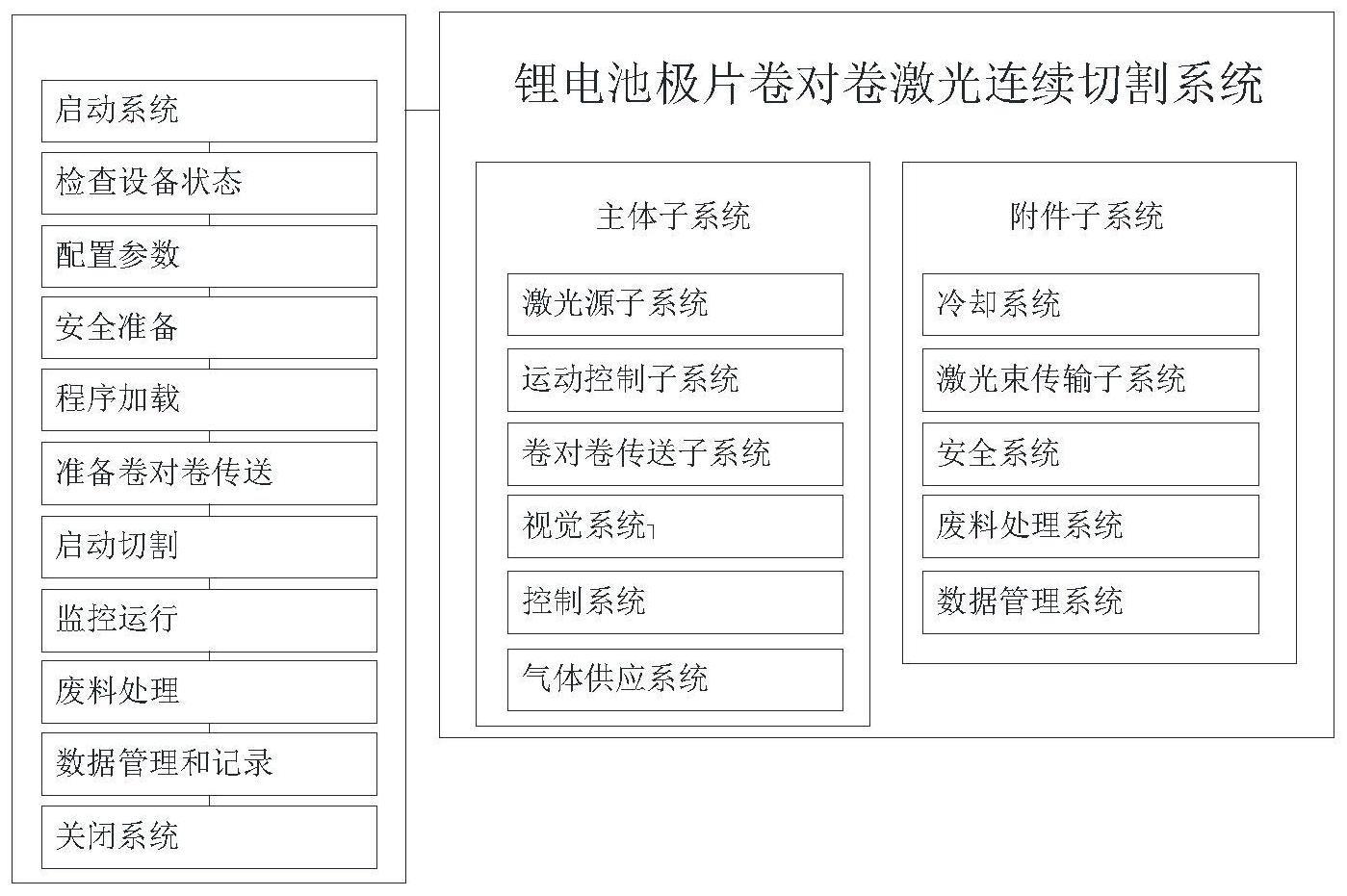
5、一种锂电池极片卷对卷激光连续切割系统,包括:激光源子系统、运动控制子系统、卷对卷传送子系统、视觉系统、控制系统、气体供应系统六个主体子系统;
6、其中,该锂电池极片卷对卷激光连续切割系统还包括冷却系统、激光束传输子系统、安全系统、废料处理系统、数据管理系统五个子系统;
7、激光源子系统由激光器、光学系统、激光功率调节器、光纤传输系统四个组件组成,激光器、光学系统、激光功率调节器、光纤传输系统四个组件之间的连接通过光学纤维、连接器和光纤耦合器来实现,激光器产生的激光束经过光学系统的调节和控制后,通过光纤传输系统输送到切割头位置,光纤传输系统的末端连接着切割头,切割头内部包含透镜和其他光学元件,用于将激光束聚焦到所需的切割区域。
8、优选的:所述运动控制子系统由伺服电机、线性导轨、传感器、运动控制器、控制算法组成;
9、其中,上述组件之间的连接通过电缆连接实现,伺服电机与运动控制器之间连接,通过电缆传输控制信号和电源信号,传感器也通过相应的电缆连接到运动控制器,以将位置和状态信息传输回控制系统。
10、优选的:所述卷对卷传送子系统由卷材引导系统、卷材输送装置、张力控制装置、卷材卷取装置组成;
11、其中,卷材引导系统和卷材输送装置通过导轨、链条或皮带连接,以确保卷材的稳定传送,张力控制装置和卷材输送装置之间也通过相应的传动装置和张力控制装置的连接,控制卷材的张力水平;
12、卷材引导系统由辊子、导向装置、张力控制装置组成,辊子通过旋转提供卷材的支撑和传送,使卷材浑然无杂地移动,通过调整导向装置的位置和角度,使卷材保持正确的位置和方向,张力控制装置确保卷材在进入切割区域时具有稳定的张力和紧密度;
13、张力控制装置包括张力传感器和张力调节装置,张力传感器用于测量卷材的张力,并将张力值转化为电信号进行反馈,传感器可以直接或间接地测量卷材的张力,并将这些信息传递给控制系统,张力调节装置根据张力传感器的反馈信号,控制传送装置的速度或应用适当的张力控制方法,以维持卷材的稳定张力,调整传送装置的驱动力或张力控制装置的位置,使卷材保持适当的张力。
14、优选的:所述视觉系统包括摄像头/相机、光源、图像采集卡/接口、图像处理系统、视觉算法与软件;
15、其中,这些组件之间的连接方式通过电缆连接实现,摄像头与图像采集卡之间连接,通过特定的接口和数据传输协议将图像数据传输到图像处理系统,光源与摄像头之间连接,以提供光照条件,图像处理系统可以直接连接到图像采集卡,或者通过通信接口连接到外部计算设备,视觉系统在锂电池极片卷对卷激光连续切割系统中起到关键作用,通过采集和处理图像数据,实现对卷材的检测、定位、识别等视觉功能,以确保切割的准确性和一致性。
16、优选的:所述控制系统由主控制器/控制器、传感器/检测器、执行器/驱动器、控制算法与软件、数据通信/接口;
17、其中,这些组件之间的连接方式通过电缆和总线连接实现,主控制器与传感器和执行器之间通过相应的接口连接,数据通信接口通过协议和通信方式连接到其他系统或设备。
18、优选的:所述气体供应系统包括气源、气体过滤器、气体调压器、气体流量控制器、管道/软管、气体喷嘴/切割头组成;
19、其中,这些组件之间的连接使用螺纹接头、压缩接头、快速接头或软管卡箍连接,气源通过管道或软管输送气体到气体过滤器,然后经过气体调压器进行压力调节,调压后的气体通过管道或软管传输到气体流量控制器,最后通过管道或软管连接到激光切割头或气体喷嘴,气体供应系统实现了从气源到激光切割头的稳定气体传输。
20、优选的:所述冷却系统包括冷却水源、冷却水池/冷却器、冷却泵、冷却管路、冷却头/喷嘴;
21、其中,这些组件之间的连接使用管道、软管、接头等连接件进行连接,冷却水从冷却水源进入冷却水池或冷却器,然后通过冷却泵被抽取出来,通过冷却管路输送到冷却头或喷嘴进行冷却,冷却水经过冷却头/喷嘴后,通过回水管道返回冷却水池或冷却器,形成一个循环流动的冷却系统。
22、优选的:所述激光束传输子系统包括激光器、光纤、光纤连接器、光纤调制器、光束传输系统组成;
23、其中,上述组件之间的连接方式是通过光纤连接器将光纤与激光器和切割头连接起来,激光器发出的激光束通过光纤传输到切割头,其中光纤连接器用于连接光纤的断面,并保证激光束的传输质量,光纤调制器插入到光纤传输线路中,通过调节光纤的属性来实现对激光束的控制。
24、优选的:所述安全系统包括安全传感器、安全控制器、安全保护设备、控制单元;废料处理系统包括废料收集装置、废料传输系统、废料处理设备、控制单元组成;数据管理系统包括数据采集设备、数据传输通道、数据存储设备、数据处理软件/系统、控制单元/人机界面;
25、其中,安全传感器将监测到的信息传输给安全控制器,安全控制器根据接收到的信息进行判断和决策,并触发相应的安全保护设备,同时,安全控制器还与控制单元进行通信,以协调切割系统和安全系统之间的操作;
26、废料传输系统与切割区域之间通过输送带或传送机械连接,确保废料的顺利运输,废料收集装置通常与废料传输系统连接,将废料从传输系统导入收集装置,废料处理设备通过管道或传输机械与废料收集装置连接,将废料进一步处理或处理后的产物分离,同时,废料处理设备的控制单元与整个系统的控制单元进行通信和协调;
27、数据处理软件/系统直接访问数据存储设备中的数据,以进行处理和分析,控制单元/人机界面链接至数据处理软件/系统,以便用户与数据进行交互和管理。
28、本发明要解决的另一项技术问题是提出一种锂电池极片卷对卷激光连续切割方法,包括以下步骤:
29、第一步:启动系统;操作人员首先对系统进行启动。这可能包括打开电源开关、主控制器或人机界面;
30、第二步:检查设备状态;操作人员需要检查各个子系统的状态,确保设备正常运行。这包括检查激光源子系统、运动控制子系统、视觉系统、气体供应系统、冷却系统、安全系统等;
31、第三步:配置参数;使用控制系统或人机界面,操作人员需要配置切割的参数和工艺要求。这可能包括设置切割速度、功率、形状等;
32、第四步:安全准备;操作人员需要穿戴适当的个人防护装备,如护目镜、手套、防护服等。同时,检查安全系统是否正常工作,确保切割操作的安全性;
33、第五步:程序加载;根据工艺要求,操作人员需要加载相应的切割程序或文件。这些程序通常是预先制定好的,包含了切割路径、步骤和参数设置;
34、第六步:准备卷对卷传送;操作人员需要将待切割的锂电池极片卷材准备好,并放置在卷对卷传送子系统中。确保卷材的稳定和正确位置;
35、第七步:启动切割;一切准备就绪后,操作人员可以按下开始按钮,启动整个切割过程。系统会自动按照预设的程序进行切割操作;
36、第八步:监控运行;操作人员需要持续监控系统的运行状态,确保切割过程中的稳定性和质量。这可能包括观察切割过程、检查视觉定位、监测切割参数等;
37、第九步:废料处理;操作人员需定期处理和清理产生的废料,以保持切割区域的整洁,并确保废料处理系统的正常运行;
38、第十步:数据管理和记录;操作人员需要记录切割过程中的数据,如切割参数、工艺状态、切割结果等。这将有助于后续的质量控制和改进;
39、第十一步:关闭系统;在切割结束后,操作人员需要按照预定的关闭程序关闭整个系统。这可能包括关闭激光源、断开电源、清理设备等。
40、(三)有益效果
41、1、激光切割系统利用激光束进行切割,具有高精度和高的定位精度。这可以实现精确的切割形状和尺寸,提高产品的质量和一致性;卷对卷传送子系统实现了连续切割过程,无需停机换料,能够实现高效率的生产。
42、2、视觉系统和控制系统的配合,可以实现自动化操作和高速切割,提高生产效率;激光切割系统可以根据不同的需求进行灵活的设置和调整,适应不同形状和尺寸的锂电池极片切割需求。可以轻松实现个性化定制的切割方案。
43、3、激光切割是一种非接触加工方式,不会直接接触工件表面,避免了机械切割可能带来的损伤和变形,保持了切割区域的完整性和一致性;激光切割过程不需要额外的切削液或切削工具,减少了环境污染和废液处理的需求。
44、4、废料处理系统可以有效处理产生的废料,保持工作区域的清洁;视觉系统和数据管理系统可以实时监控切割过程中的参数和状态,对切割质量进行实时控制和调整。这有助于提高切割稳定性和一致性,并及时发现和解决潜在问题。
45、5、激光切割系统通常配备了安全系统,包括防护装置和报警系统,确保操作人员的安全。激光束传输子系统可以精确定位激光束,减少了激光辐射对周围环境和人员的危害。
46、6、锂电池极片卷对卷激光连续切割系统能够提供高精度、高效率、灵活性、无接触切割、清洁低污染、实时监控和控制等优点和效果,有助于提高锂电池生产的质量和生产效率。
- 还没有人留言评论。精彩留言会获得点赞!