一种异形管件管壁多位置同步打孔装置的制作方法
本发明涉及电力工件生产加工设备,尤其是一种异形管件管壁多位置同步打孔装置。
背景技术:
1、在户外电力输送以及各种光伏发电等等场景中,都要大量的应用到各种电力支架,这些支架在生产过程中需要先制作出基本形状,然后再进行镀锌工艺操作,但是这些支架很多都是异形形状,比如各种折弯形状、矩形框形状、三角形状等等,这其中针对矩形折弯形状的异形工件,很多都需要在折弯拐角处进行打孔作业,目前这种打孔作业都是由操作工人拿着钻孔机器一个一个的在工件上进行钻孔操作,而在实际生产过程中,往往这些工件的生产量都是大批量的,因此操作工人一个一个进行钻孔操作是非常麻烦的,生产效率也难以跟上,因此如果能够设计一种自动化的简单的机械设备来辅助钻孔操作就非常有必要了。
技术实现思路
1、本发明的目的就是针对上述情况,提供一种异形管件管壁多位置同步打孔装置,该打孔装置结构设计新颖,生产效率大大提高。
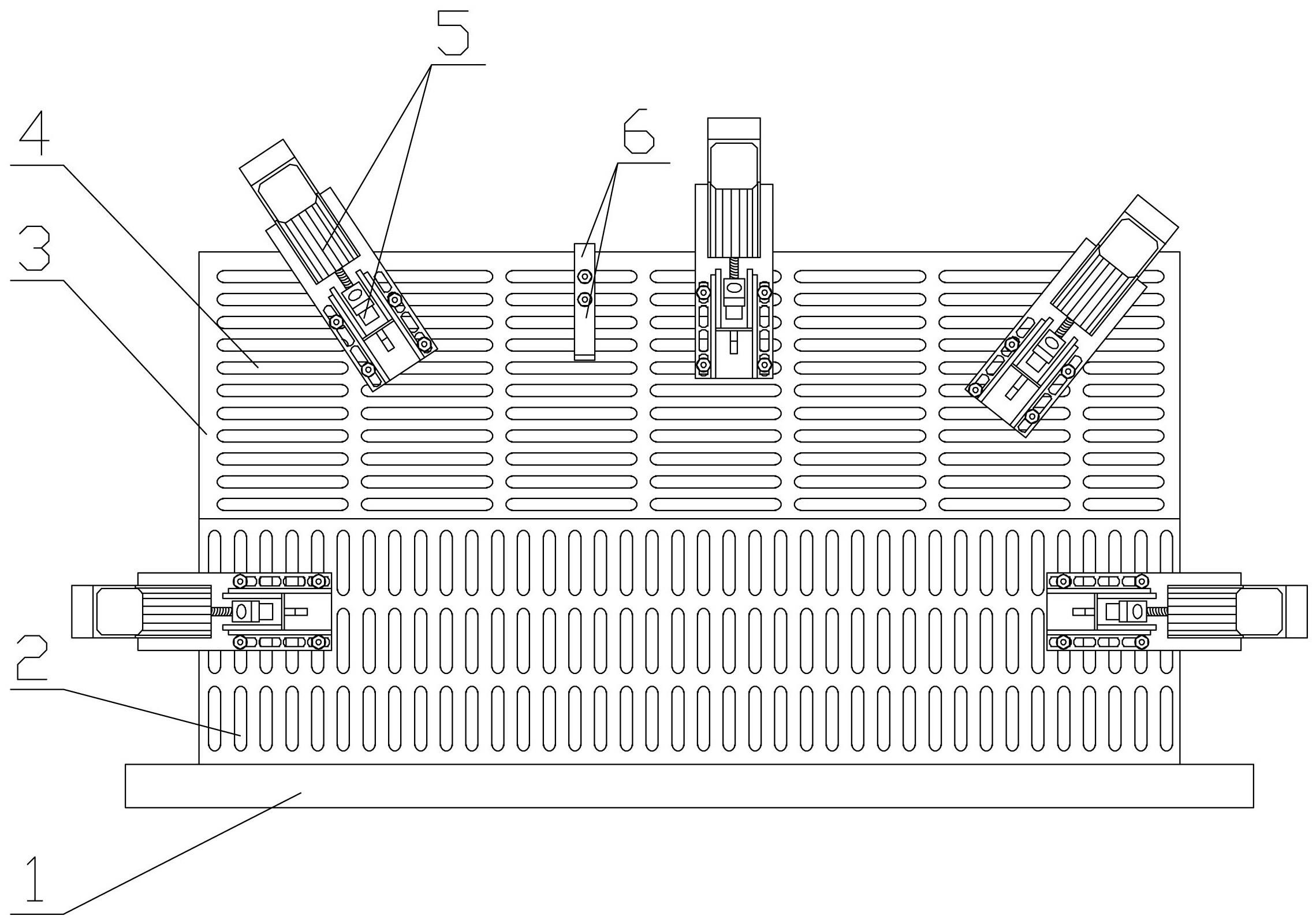
2、本发明的具体方案是:一种异形管件管壁多位置同步打孔装置,具有宽体底座,所述宽体底座上设置有一块网格安装架,所述网格安装架上从左侧、右侧、左上、右上和上面中间五个方位各设置有一套压紧钻孔机构,位于网格安装架的上部位置还安置有一个初始定位托架,该初始定位托架可拆卸的固定于位于中间的压紧钻孔机构的一侧;所述压紧钻孔机构具有底座板,底座板上设置有若干个腰形孔,腰形孔中通过锁紧螺栓将底座板与网格安装架固定连接,所述底座板上还设置有一个气缸安装支架,气缸安装支架上安置有一台倾斜布置的压紧气缸,压紧气缸的活塞杆斜向下设置,在底座板上还设置有一个工件挂钩,所述底座板上还设置有一台钻头可伸缩的电动钻孔机,该电动钻孔机的钻头与压紧气缸的活塞杆均朝向工件挂钩设置。
3、进一步的,本发明中所述网格安装架具有竖向平面板体,竖向平面板体的上部开设有若干个横向长条网孔,竖向平面板体的下部开设有若干个竖向长条网孔,每套压紧钻孔机构中的底座板均通过锁紧螺栓与对应的横向长条网孔或竖向长条网孔紧固在一起。
4、进一步的,本发明中所述压紧气缸的活塞杆前端头上设置有压紧块,所述压紧块的贴压面设置成弧形凹面。
5、进一步的,本发明中所述初始定位托架具有支撑板,支撑板的的上部通过连接螺栓与所述网格安装架进行连接,支撑板的下端设置有定位托钩。
6、进一步的,本发明中所述电动钻孔机采用钻杆可伸缩转动的伺服钻孔动力头机构制成。
7、进一步的,本发明中在所述网格安装架上位于左上、右上位置的两套压紧钻孔机构均是斜向安置固定,且左右相对布置。
8、本发明具有以下有益效果:
9、1.本发明通过设计一种全新的装置,融合工件定位、电动钻孔于一体,每一种需要钻孔的工件的批量生产,只需直接将工件挂在上面,就能够实现多位置压紧、多位置同时钻孔同步进行,加工效率成倍提升。
10、2.本发明中的各个压紧钻孔机构的安置位置和钻孔角度均能够根据实际工件的不同做出方便的调整,高效快捷,达到同时钻孔的目的。
11、3.本发明中的压紧钻孔机构每针对一种类型的工件调整一次,就可以重复使用进行大批量的工件钻孔作业,节省了劳动力,大大降低了工人的劳动强度。
12、4.本发明的装置是一种全新的设计,结构新颖,设备制作成本不高,维护简单方便,有利于推广使用。
技术特征:
1.一种异形管件管壁多位置同步打孔装置,具有宽体底座,其特征在于:所述宽体底座上设置有一块网格安装架,所述网格安装架上从左侧、右侧、左上、右上和上面中间五个方位各设置有一套压紧钻孔机构,位于网格安装架的上部位置还安置有一个初始定位托架,该初始定位托架可拆卸的固定于位于中间的压紧钻孔机构的一侧;所述压紧钻孔机构具有底座板,底座板上设置有若干个腰形孔,腰形孔中通过锁紧螺栓将底座板与网格安装架固定连接,所述底座板上还设置有一个气缸安装支架,气缸安装支架上安置有一台倾斜布置的压紧气缸,压紧气缸的活塞杆斜向下设置,在底座板上还设置有一个工件挂钩,所述底座板上还设置有一台钻头可伸缩的电动钻孔机,该电动钻孔机的钻头与压紧气缸的活塞杆均朝向工件挂钩设置。
2.根据权利要求1所述的一种异形管件管壁多位置同步打孔装置,其特征在于:所述网格安装架具有竖向平面板体,竖向平面板体的上部开设有若干个横向长条网孔,竖向平面板体的下部开设有若干个竖向长条网孔,每套压紧钻孔机构中的底座板均通过锁紧螺栓与对应的横向长条网孔或竖向长条网孔紧固在一起。
3.根据权利要求1所述的一种异形管件管壁多位置同步打孔装置,其特征在于:所述压紧气缸的活塞杆前端头上设置有压紧块,所述压紧块的贴压面设置成弧形凹面。
4.根据权利要求1所述的一种异形管件管壁多位置同步打孔装置,其特征在于:所述初始定位托架具有支撑板,支撑板的的上部通过连接螺栓与所述网格安装架进行连接,支撑板的下端设置有定位托钩。
5.根据权利要求1所述的一种异形管件管壁多位置同步打孔装置,其特征在于:所述电动钻孔机采用钻杆可伸缩转动的伺服钻孔动力头机构制成。
6.根据权利要求1所述的一种异形管件管壁多位置同步打孔装置,其特征在于:在所述网格安装架上位于左上、右上位置的两套压紧钻孔机构均是斜向安置固定,且左右相对布置。
技术总结
本发明涉及一种异形管件管壁多位置同步打孔装置,具有宽体底座,宽体底座上设置有一块网格安装架,网格安装架上从左侧、右侧、左上、右上和上面中间五个方位各设置有一套压紧钻孔机构,位于网格安装架的上部位置还安置有一个初始定位托架;压紧钻孔机构具有底座板,所述底座板上还设置有一个气缸安装支架,气缸安装支架上安置有一台倾斜布置的压紧气缸,在底座板上还设置有一个工件挂钩,底座板上还设置有一台钻头可伸缩的电动钻孔机;本发明通过设计一种全新的装置,融合工件定位、电动钻孔于一体,每一种需要钻孔的工件的批量生产,只需直接将工件挂在上面,就能够实现多位置压紧、多位置同时钻孔同步进行,加工效率成倍提升。
技术研发人员:童新宝,童金涛,张君,瞿建全
受保护的技术使用者:湖北均宝利电力设备制造有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!