铜铝焊接装置及其焊接方法与流程
本发明涉及焊接装置,具体为铜铝焊接装置及其焊接方法。
背景技术:
1、焊接也称作熔接、镕接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,空调生产过程中的铜管及铝管进行焊接时,若采用人工焊接,效率较差,同时在对接时不稳定,容易造成焊接出现偏差,因此需要一种可以快速对铜管和铝管焊接的设备,以提高生产效率,为此,提出铜铝焊接装置及其焊接方法。
技术实现思路
1、本发明的目的在于提供铜铝焊接装置及其焊接方法,以解决上述背景技术中提出的传统的焊接方法时人工进行焊接,效率较差,同时在对接时不稳定,容易造成焊接出现偏差的问题。
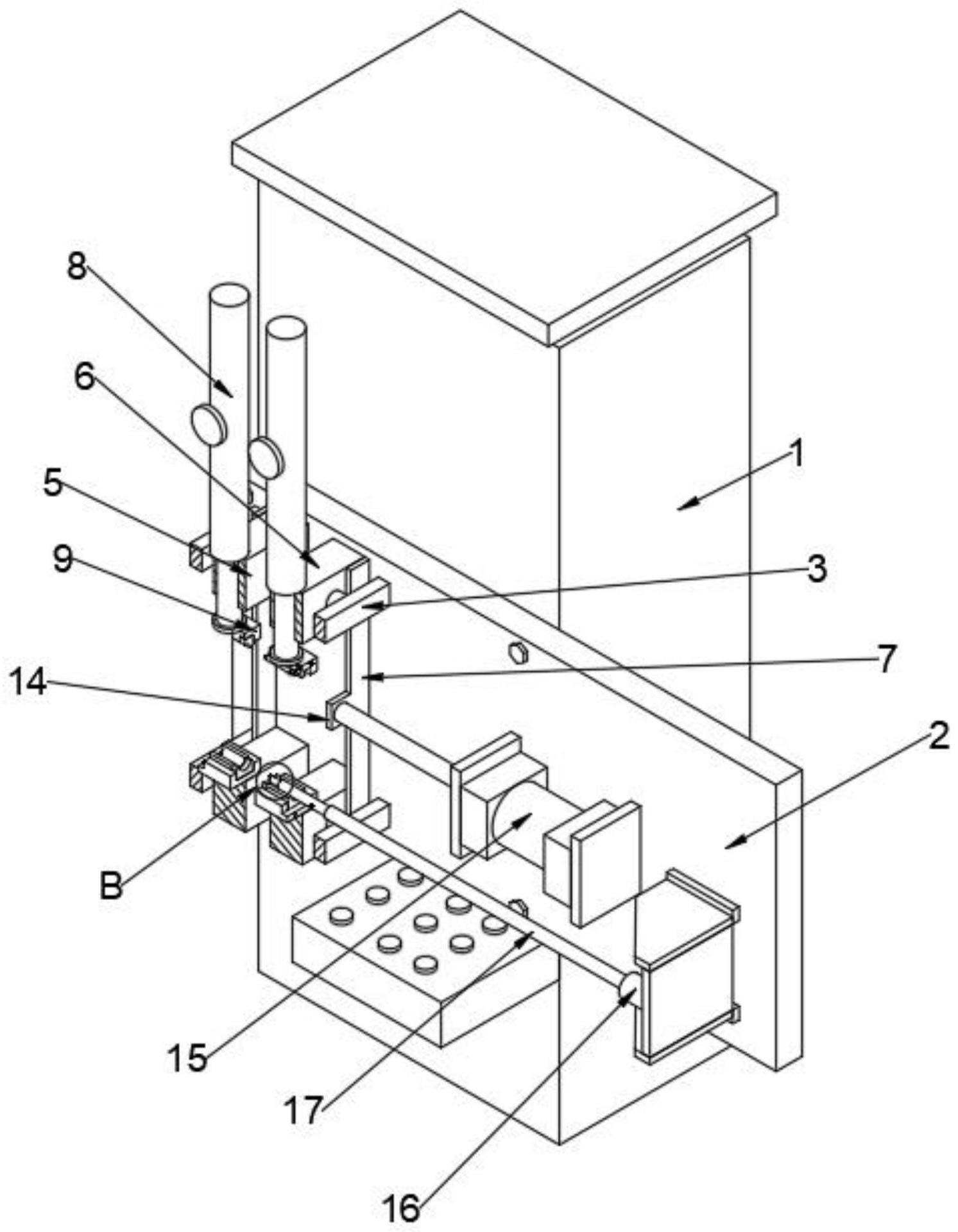
2、为实现上述目的,本发明提供如下技术方案:铜铝焊接装置,包括用于对铝管和铜管进行焊接的焊接机主体,所述焊接机主体的一侧固定安装有安装板,所述安装板一侧固定设置有四个固定板,四个所述固定板两个为一组,每一组所述固定板之间固定连接有两个滑杆,两个所述滑杆一端固定连接有第一连接块,两个所述滑杆的另一端滑动安装有第二连接块,两个所述第一连接块一侧之间固定连接有连接板,两个所述第二连接块一侧之间固定连接有连接板,上方所述第一连接块与第二连接块的顶部均固定设有第一气缸,两个所述第一气缸的底部与下方的第一连接块和第二连接块的顶部均固定设有压合结构,所述压合结构中间放置有铝管和铜管,所述安装板的一侧固定设有第二气缸,所述第二气缸的一端固定连接有推动板,所述推动板与两个第二连接块之间的连接板固定连接,所述安装板的一侧固定设置有第三气缸,所述第三气缸的一端固定连接有插杆,所述插杆的一端固定连接有插接头,所述插接头端部呈锥形,在使用时,将需要焊接的铜管插接在插杆的一端,从而对其进固定,防止焊接时,出现偏差,然后启动第一气缸,第一气缸会带动按压结构向下移动,同时启动第二气缸,第二气缸会推动第二连接块移动,从而对铜铝进行焊接,提高了焊接效率。
3、作为优选,所述压合结构包括上下匹配的两个焊接座,位于上部的两个所述焊接座分别对应安装在两个第一气缸的活塞杆端部,而位于下部的两个所述焊接座分别安装在位于下部的第一连接块和第二连接块的顶部,上下对应的两个所述焊接座的压合面均固定连接有模具,位于上下对应的两个第一连接块上的所述焊接座固定连接有焊接电极,焊接电极上设置有管槽,所述焊接电极处在模具的一侧,两个所述模具之间放置有铝管和铜管,所述铝管与铜管插接在一起,所述铜管的一端插接在插杆的内部,在使用时,将铝管和铜管插接在一起,铝管和铜管同时放置在下方的两个模具上方,铜管的一端与插杆连接在一起,然后通过第一气缸带动上方的模具向下运动,从而对铜铝进行按压焊接。
4、作为优选,所述第二连接块的内部开设有通孔,且通孔的尺寸与滑杆相适配,第二连接块可以在滑杆的外端滑动。
5、作为优选,所述安装板的一侧固定设置有固定架,所述第三气缸安装在固定架上,方便对第三气缸进行固定。
6、作为优选,所述模具加工成弧型,所述铝管与铜管处在弧型内部,方便对铝管和铜管进行放置按压。
7、作为优选,所述模具顶部设有管槽,所述铝管与铜管处在管槽内部,所述插接头的直径小于插杆的直径,且所述插杆的直径匹配于铜管的外部直径,所述插杆与插接头连接处设有锥形过渡面,方便对铜管和铝管进行固定。
8、作为优选,所述铜管的一端外部直径依次递减形成锥形,所述铜管的一端锥形部插接进铝管内部,在焊接时,铜管插接到铝管的内部从而方便进行焊接。
9、另外,本发明还提供了一种铜铝焊接装置的焊接方法,包括以下步骤:
10、s1、对铝管和铜管进行预加工,铝管和铜管保持孔径一致,然后对铜管一端加工为外部直径依次递减形成锥形形状,锥形端部保留敞开口;
11、s2、将铝管和铜管分别放置在两个模具上管槽内,保持铜管一端的锥形部插接到铝管的内部;然后将铜管插接到插杆的外端,使得插杆一端的插接头插接在铜管一端的锥形部处,此时的铝管和铜管连接处位于两个焊接电极的焊接范围内;
12、s3、启动第一气缸,第一气缸带动上方的两个模具向下运动,分别由上下对应的两个模具对铝管和铜管分别固定夹持,两个焊接电极上的管槽对铝管和铜管焊接部分进行固定夹持,从而对铝管和铜管进行挤压固定;
13、s4、由第三气缸推动插杆移动,使得插杆移动到铜管一端的锥形部时,会将锥形部区域撑起向外扩张,使得铜管一端的锥形部扩张后与铝管内壁紧密连接,同时启动焊接电极,通过两个焊接电极通电后对铝管和铜管连接处进行电阻焊,焊接时启动第二气缸,由第二气缸推动第二连接块靠近第一连接块方向滑动,使得铜管再次向铝管内插入,进而使得铝管和铜管对接更紧密,提高焊接的良好性;
14、s5、焊接完成后,第三气缸复位带动插杆后退复位运动,从而将铝管和铜管焊接完成后的整体与插杆脱离方便取下,第一气缸复位运动带动位于上方的两个模具向上移动,从而松开对铝管和铜管的夹持,然后人工取下焊接完成后的铝管和铜管;
15、s6、通过第二气缸控制第二连接块复位,方便进行下次焊接作业。
16、本发明采用以上技术方案与现有技术相比,具有以下技术效果:
17、本发明通过设置第一连接块、第二连接块、连接板和焊接座,在使用时,将铝管和铜管放置在下方的两个模具上,铜管一端的锥形部插接到铝管的内部,然后将铜管插接到插杆的外端,通过第一气缸带动上方的两个模具向下运动,从而对铜管和铝管进行挤压固定,防止铜管和铝管松动,通过插杆移动到铜管一端的锥形部,从而将锥形部撑起向外扩张,使得铜管和铝管连接处更加紧密,然后通过焊接电极对铜管和铝管连接处进行电阻焊,并通过第二气缸推动第二连接块滑动将铜管向铝管内插入,从而使铜管向铝管连接处进一步提高连接紧密性,进而使得焊接效果更紧固,使得铜管和铝管对接更稳定,不易出现偏差,而且提高了焊接效率。
技术特征:
1.铜铝焊接装置,包括用于对铝管(12)和铜管(13)进行焊接的焊接机主体(1),其特征在于:所述焊接机主体(1)的一侧固定安装有安装板(2),所述安装板(2)一侧固定设置有四个固定板(3),四个所述固定板(3)两个为一组,每一组所述固定板(3)之间固定连接有两个滑杆(4),两个所述滑杆(4)一端固定连接有第一连接块(5),两个所述滑杆(4)的另一端滑动安装有第二连接块(6),两个所述第一连接块(5)一侧之间固定连接有连接板(7),两个所述第二连接块(6)一侧之间固定连接有连接板(7),上方所述第一连接块(5)与第二连接块(6)的顶部均固定设有第一气缸(8),两个所述第一气缸(8)的底部与下方的第一连接块(5)和第二连接块(6)的顶部均固定设有压合结构,所述压合结构中间放置有铝管(12)和铜管(13),所述安装板(2)的一侧固定设有第二气缸(15),所述第二气缸(15)的一端固定连接有推动板(14),所述推动板(14)与两个第二连接块(6)之间的连接板(7)固定连接,所述安装板(2)的一侧固定设置有第三气缸(16),所述第三气缸(16)的一端固定连接有插杆(17),所述插杆(17)的一端固定连接有插接头(18),所述插接头(18)端部呈锥形。
2.根据权利要求1所述的铜铝焊接装置,其特征在于:所述压合结构包括上下匹配的两个焊接座(9),位于上部的两个所述焊接座(9)分别对应安装在两个第一气缸(8)的活塞杆端部,而位于下部的两个所述焊接座(9)分别安装在位于下部的第一连接块(5)和第二连接块(6)的顶部,上下对应的两个所述焊接座(9)的压合面均固定连接有模具(10),位于上下对应的两个第一连接块(5)上的所述焊接座(9)固定连接有焊接电极(11),焊接电极(11)上设置有管槽,所述焊接电极(11)处在模具(10)的一侧,两个所述模具(10)之间放置有铝管(12)和铜管(13),所述铝管(12)与铜管(13)插接在一起,所述铜管(13)的一端插接在插杆(17)的内部。
3.根据权利要求1所述的铜铝焊接装置,其特征在于:所述第二连接块(6)的内部开设有通孔,且通孔的尺寸与滑杆(4)相适配。
4.根据权利要求1所述的铜铝焊接装置,其特征在于:所述安装板(2)的一侧固定设置有固定架,所述第三气缸(16)安装在固定架上。
5.根据权利要求2所述的铜铝焊接装置,其特征在于:所述模具(10)的顶部加工成弧型凹槽。
6.根据权利要求2所述的铜铝焊接装置,其特征在于:所述模具(10)顶部设有管槽,所述铝管(12)与铜管(13)处在管槽内部,所述插接头(18)的直径小于插杆(17)的直径,且所述插杆(17)的直径匹配于铜管(13)的外部直径,所述插杆(17)与插接头(18)连接处设有锥形过渡面。
7.根据权利要求2所述的铜铝焊接装置,其特征在于:所述铜管(13)的一端外部直径依次递减形成锥形,所述铜管(13)的一端锥形部插接进铝管(12)内部。
8.一种根据权利要求1-7任一项所述的铜铝焊接装置的焊接方法,其特征在于,包括以下步骤:
技术总结
本发明涉及焊接装置技术领域,且公开了铜铝焊接装置及其焊接方法,两个第一气缸的底部与下方的第一连接块和第二连接块的顶部均固定设有压合结构,压合结构中间放置有铝管和铜管,本发明通过铜管一端的锥形部插接到铝管的内部,然后将铜管插接到插杆的外端,通过第一气缸带动上方的两个模具向下运动,从而对铜管和铝管进行挤压固定,防止铜管和铝管松动,通过插杆移动到铜管一端的锥形部,从而将锥形部撑起向外扩张,使得铜管和铝管连接处更加紧密,然后通过焊接电极对铜管和铝管连接处进行电阻焊,并通过第二气缸推动第二连接块滑动将铜管向铝管内插入,从而使铜管向铝管连接处进一步提高连接紧密性,进而使得焊接效果更紧固。
技术研发人员:刘卫东,徐峰
受保护的技术使用者:江苏凯联达电子科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!