一种中厚板产线薄规格钢板的轧制方法与流程
本申请涉及轧钢,特别涉及一种中厚板产线薄规格钢板的轧制方法。
背景技术:
1、中厚板轧机多为四辊可逆式轧机,与热连轧相比中厚板轧机一般轧制钢板宽度较宽,轧制负荷较大。由于辊缝弹跳、轧机刚度限制以及可逆轧制特点,生产极限薄宽规格难度极大。中厚板轧机理论最薄的极限规格一般为5mm,由于轧制过程工况复杂且没有张力,钢板在往复轧制过程中极易出现跑偏,产生轧制镰刀弯,甚至出现刮扯事故。在实际生产中,产线生产的最薄规格一般为6mm,生产5mm难度极大,难以突破形成稳定生产。
2、基于此,如何使中厚板产线可以稳定生产5mm薄规格钢板,保证了钢板的质量和板形,提高中厚板产线极限规格生产能力,是亟待解决的技术问题。
技术实现思路
1、本申请的目的在于提供一种中厚板产线薄规格钢板的轧制方法,本申请可以解决中厚板产线无法稳定生产5mm薄规格钢板的问题,本申请通过对中厚板产线工艺参数进行调整,以及通过产线精轧机架对钢板进行横轧轧制,使中厚板产线稳定生产5mm薄规格钢板,也保证了钢板的质量和板形,提高了中厚板产线极限规格生产能力。
2、具体的,本申请采用如下技术方案:
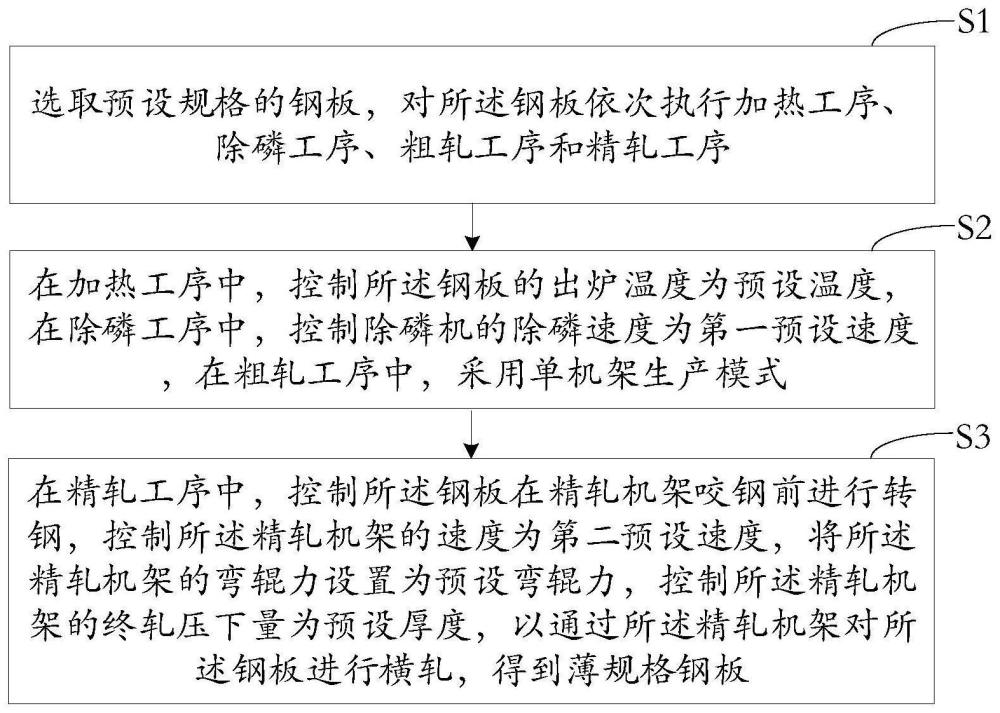
3、本申请实施例提供了一种中厚板产线薄规格钢板的轧制方法,所述方法包括:选取预设规格的钢板,对所述钢板依次执行加热工序、除磷工序、粗轧工序和精轧工序;在加热工序中,控制所述钢板的出炉温度为预设温度,在除磷工序中,控制除磷机的除磷速度为第一预设速度,在粗轧工序中,采用单机架生产模式;在精轧工序中,控制所述钢板在精轧机架咬钢前进行转钢,控制所述精轧机架的速度为第二预设速度,将所述精轧机架的弯辊力设置为预设弯辊力,控制所述精轧机架的终轧压下量为预设厚度,以通过所述精轧机架对所述钢板进行横轧,得到薄规格钢板。
4、在本申请的一些实施例中,基于前述方案,所述在选取预设规格的钢板之前,所述方法还包括:选取检测钢板,控制所述检测钢板依次进行粗轧工序和精轧工序,以检测粗轧机架的轧制参数和精轧机架的轧制参数。
5、在本申请的一些实施例中,基于前述方案,所述预设温度为1230℃~1260℃。
6、在本申请的一些实施例中,基于前述方案,所述第一预设速度为所述除磷机二级设定速度上限。
7、在本申请的一些实施例中,基于前述方案,所述第二预设速度为6m/s~7m/s。
8、在本申请的一些实施例中,基于前述方案,所述精轧机架的轧制辊期为2000吨~3500吨。
9、在本申请的一些实施例中,基于前述方案,所述预设弯辊力为3500kn。
10、在本申请的一些实施例中,基于前述方案,所述预设厚度为1.0mm。
11、在本申请的一些实施例中,基于前述方案,所述粗轧机架和所述精轧机架的刚度差小于5%。
12、在本申请的一些实施例中,基于前述方案,所述在精轧工序中,通过所述精轧机架对所述钢板轧制9道次。
13、由上述技术方案可知,本申请至少具有如下优点和积极效果:
14、本申请可以解决中厚板产线无法稳定生产5mm薄规格钢板的问题,本申请通过对中厚板产线工艺参数进行调整,以及通过产线精轧机架对钢板进行横轧轧制,使中厚板产线稳定生产5mm薄规格钢板,也保证了钢板的质量和板形,提高了中厚板产线极限规格生产能力。
技术特征:
1.一种中厚板产线薄规格钢板的轧制方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述在选取预设规格的钢板之前,所述方法还包括:
3.根据权利要求1所述的方法,其特征在于,所述预设温度为1230℃~1260℃。
4.根据权利要求1所述的方法,其特征在于,所述第一预设速度为所述除磷机二级设定速度上限。
5.根据权利要求1所述的方法,其特征在于,所述第二预设速度为6m/s~7m/s。
6.根据权利要求1所述的方法,其特征在于,所述精轧机架的轧制辊期为2000吨~3500吨。
7.根据权利要求1所述的方法,其特征在于,所述预设弯辊力为3500kn。
8.根据权利要求1所述的方法,其特征在于,所述预设厚度为1.0mm。
9.根据权利要求1所述的方法,其特征在于,所述粗轧机架和所述精轧机架的刚度差小于5%。
10.根据权利要求1所述的方法,其特征在于,所述在精轧工序中,通过所述精轧机架对所述钢板轧制9道次。
技术总结
本申请提供了一种中厚板产线薄规格钢板的轧制方法,其中,所述方法包括:选取钢板,控制所述钢板的出炉温度为预设温度,控制除磷速度为第一预设速度,在粗轧工序中,采用单机架生产模式;在精轧工序中,控制钢板在精轧机架咬钢前进行转钢,控制精轧机架的速度为第二预设速度,将精轧机架的弯辊力设置为预设弯辊力,控制精轧机架的终轧压下量为预设厚度,以通过精轧机架对钢板进行横轧,得到薄规格钢板。本申请解决了中厚板产线无法稳定生产5mm薄规格钢板的问题,本申请对中厚板产线工艺参数进行调整,以及通过产线精轧机架对钢板进行横轧轧制,使中厚板产线稳定生产5mm薄规格钢板,也保证了钢板的质量和板形,提高了中厚板产线极限规格生产能力。
技术研发人员:张光磊,田士平,王根矶,闫智平,张学峰,刘鑫,张怀海,武卫阳,李岳,杨子江,沈开照,李群,王坤,张同,洪福,田鹏,冯韦,许藏文,荀利涛,刘畅,张亚樵,宋寅虎
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!