一种航空精密连接器及其生产装置、工艺的制作方法
本发明属于连接件加工,特别是涉及一种航空精密连接器及其生产装置、工艺。
背景技术:
1、机械连接件,运用于连接软性或硬性管道的连接,是软件体系结构的一个组成部分,它通过对构件之间的交互规则的建模来实现构件之间的连接;连接件包括作为插接件的电连接器,如202210375617.6公开了一种用在航工领域的电连接器,其拔插外壳体采用一体式切削的方式生产,但没有公开具体的加工装置和该加工装置对应的加工方法。
技术实现思路
1、本发明的目的在于提供用于精密连接器的连续加工方式。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
3、本发明为一种航空精密连接器生产装置,包括滑轨、输送装置和切削器:
4、滑轨具有开孔段、窄口切削段和广口切削段;
5、滑轨包括第二基板,第二基板的开孔段上设置有阶梯段,第二基板的窄口切削段、广口切削段上设置有一排卡块,窄口切削段和广口切削段处的第二基板的侧边设置有挡板;
6、输送装置包括驱动轨和限位板,限位板上设置有滑杆,滑杆的一端连接驱动轨上;
7、切削器沿着滑轨分布。
8、相邻两卡块之间的间距小于连接件上窄口部的长。
9、进一步地,驱动轨包括外环和内环,外环和内环均为直槽口环,外环和内环之间形成链道,内环的两弧形端处均开设有连通链道的弧形槽,每一弧形槽内安装有一驱动轮,两驱动轮上绕有传动链,滑杆设置在传动链的链板上,滑杆于传动链上设置有一圈。
10、进一步地,限位板包括“︹”形板、压块和连接头,连接头上开设有“u”形槽,“u”形槽的内壁上开设有槽口,槽口内设置有复位器,压块的两侧具有内槽,压块通过复位器安装在“u”形槽的端口部,压块具有半圆槽,滑杆的端部安装在半圆槽内。
11、进一步地,“︹”形板的板端面为斜面。
12、进一步地,滑杆包括伸缩杆和轴承,伸缩杆具有内杆和外筒,内杆的两端穿出外筒,轴承配合在内杆的一端部处,内杆穿出端部设置有连接柱,连接柱的端面设置有“l”形杆,“l”形杆安装有导轮,驱动轨上安装有导向器,内杆的另一端部穿过驱动轨,导向器具有对应导轮的弧形导向板,导向器对应滑轨的出料端部设置。
13、进一步地,外筒固定在传动链上,轴承和连接柱之间的内杆上设置有复位装置,复位装置包括支撑轴和中轴,支撑轴的顶部设置有第一顶板,支撑轴的两侧倾斜设置有伸缩轴,伸缩轴的端部设置有第二连接环,中轴过盈配合在第二连接环,中轴的两端设置有滚轮,滚轮抵触外环,支撑轴的端部设置第一连接环,第一连接环配合在轴承和连接柱之间的内杆段上。
14、一种航空精密连接器生产工艺,使用上述的一种航空精密连接器及其生产装置进行生产,包括:
15、步骤一:将未加工的连接件胚子放置于滑轨上;
16、步骤二;驱动轮驱动传动链从而带动滑杆上的限位板扣住连接件胚子于滑轨上移动;
17、步骤三:连接件胚子依次经过滑轨上的开孔段、窄口切削段和广口切削段,并通过切削器依次在开孔段上对第一基板进行开孔、在窄口切削段上切削形成窄口部、在广口切削段上切削形成广口部;
18、步骤四:完成广口部的切削后,传动链带动滑杆经过导向器,导轮经过弧形导向板,内杆带动限位扳回拉释放连接件。
19、一种航空精密连接器,运用上述的一种航空精密连接器生产工艺生产的。
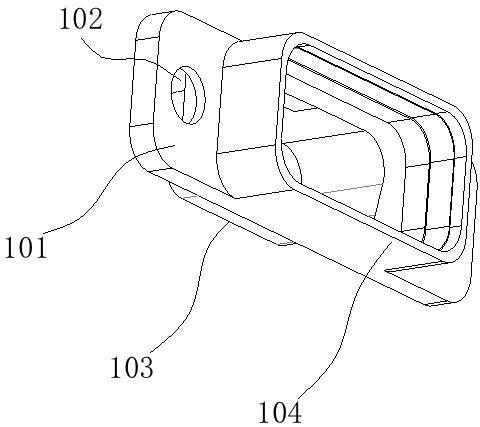
20、进一步地,连接件包括第一基板,第一基板的两侧设置有窄口部和广口部,窄口部和广口部内的通道贯通,第一基板上开设有孔。
21、本发明具有以下有益效果:
22、本发明驱动器的工作对形成限位板对待加工的连接件进行持续推动,在连接器坯子进行持续添置时,对形成连接件连续加工,提高连接件的加工效率,当导轮经过弧形导向板时,内杆外抽,使得限位板抽离切削后的连接件,复位器上滚轮抵触外环保证滑杆支撑限位板加压连接器的稳定性。
23、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
1.一种航空精密连接器生产装置,其特征在于,包括:
2.根据权利要求1所述的一种航空精密连接器生产装置,其特征在于,相邻两卡块(401)之间的间距小于连接件(1)上窄口部(103)的长。
3.根据权利要求1所述的一种航空精密连接器生产装置,其特征在于,所述驱动轨(2)包括外环(201)和内环(202),所述外环(201)和内环(202)均为直槽口环,所述外环(201)和内环(202)之间形成链道(203),所述内环(202)的两弧形端处均开设有连通链道(203)的弧形槽(204),每一所述弧形槽(204)内安装有一驱动轮(3),两所述驱动轮(3)上绕有传动链,所述滑杆(6)设置在传动链的链板上,所述滑杆(6)于传动链上设置有一圈。
4.根据权利要求1-3任一所述的一种航空精密连接器生产装置,其特征在于,所述限位板(5)包括“︹”形板(504)、压块(508)和连接头(501),所述连接头(501)上开设有“u”形槽(502),所述“u”形槽(502)的内壁上开设有槽口(503),所述槽口(503)内设置有复位器(505),所述压块(508)的两侧具有内槽(509),所述压块(508)通过复位器(505)安装在“u”形槽(502)的端口部,所述压块(508)具有半圆槽(506),所述滑杆(6)的端部安装在半圆槽(506)内。
5.根据权利要求4所述的一种航空精密连接器生产装置,其特征在于,所述“︹”形板(504)的板端面为斜面(507)。
6.根据权利要求5所述的一种航空精密连接器生产装置,其特征在于,所述滑杆(6)包括伸缩杆(601)和轴承(603),所述伸缩杆(601)具有内杆和外筒,内杆的两端穿出外筒,所述轴承(603)配合在内杆的一端部处,所述内杆穿出端部设置有连接柱(604),所述连接柱(604)的端面设置有“l”形杆(605),所述“l”形杆(605)安装有导轮(602),所述驱动轨(2)上安装有导向器(8),所述内杆的另一端部穿过驱动轨(2),所述导向器(8)具有对应导轮(602)的弧形导向板(801),所述导向器(8)对应滑轨(4)的出料端部设置。
7.根据权利要求6所述的一种航空精密连接器生产装置,其特征在于,所述外筒固定在传动链上,所述轴承(603)和连接柱(604)之间的内杆上设置有复位装置(7),所述复位装置(7)包括支撑轴(705)和中轴(703),所述支撑轴(705)的顶部设置有第一顶板(701),所述支撑轴(705)的两侧倾斜设置有伸缩轴(707),所述伸缩轴(707)的端部设置有第二连接环(704),所述中轴(703)过盈配合在第二连接环(704),所述中轴(703)的两端设置有滚轮(702),所述滚轮(702)抵触外环(202),所述支撑轴(705)的端部设置第一连接环(706),所述第一连接环(706)配合在轴承(603)和连接柱(604)之间的内杆段上。
8.一种航空精密连接器生产工艺,其特征在于,使用包含权利要求7所述的一种航空精密连接器及其生产装置进行生产,包括:
9.一种航空精密连接器,其特征在于,运用如权利要求8所述的一种航空精密连接器生产工艺生产的。
10.根据权利要求9所述的一种航空精密连接器,其特征在于,包括第一基板(101),所述第一基板(101)的两侧设置有窄口部(103)和广口部(104),所述窄口部(103)和广口部(104)内的通道贯通,所述第一基板(101)上开设有孔(102)。
技术总结
本发明公开了一种航空精密连接器及其生产装置、工艺,属于连接件技术领域。本发明包括滑轨、输送装置和切削器:滑轨具有开孔段、窄口切削段和广口切削段;滑轨包括第二基板,第二基板的开孔段上设置有阶梯段,第二基板的窄口切削段、广口切削段上设置有一排卡块,窄口切削段和广口切削段处的第二基板的侧边设置有挡板;输送装置包括驱动轨和限位板,限位板上设置有滑杆,滑杆的一端连接驱动轨上;切削器沿着在滑轨分布,相邻两卡块之间的间距小于连接件上窄口部的长。本发明对连接件进行连续加工,提高连接件的加工效率。
技术研发人员:胥洪泰,杨柳媛
受保护的技术使用者:东莞市海德威尔精工科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!