折叠式舱口盖双轨焊接装置的制作方法
本发明涉及焊接,具体是折叠式舱口盖双轨焊接装置。
背景技术:
1、折叠式舱盖一般由两块盖板组成,称单对折叠式。盖板之间用较链连接,近舱口端部的主动盖板上有一对较臂伸出舱口,通过较臂与端饺链使盖板与甲板相连,从动盖板端部两侧设置滚轮,开启过程中,主动盖板绕端交链轴旋转,并将从动盖板的滚轮拉上轨道,直至两块盖板相互折叠在一起,收藏于舱口端部之外,舱口围板的面板上方。
2、目前常见的木屑船和重吊船舱盖形式为折叠式舱盖,舱口盖轨道不同于侧移式舱盖,平直轨道行走之后最后轨道需要斜坡向上,最终把舱口盖完全打开并折叠起来,在折叠式舱口盖加工时需要采用焊接装置来实现焊接工作。
3、但是,由于折叠式舱口盖轨道的特殊性,焊接工作只能使用手工焊接,无法实现自动化,但是手工二氧化碳焊接质量不好,成型不美观,舱口盖大面积施工,焊接周期紧张,导致劳动强度增大,焊接质量下降。因此,本领域技术人员提供了折叠式舱口盖双轨焊接装置,以解决上述背景技术中提出的问题。
技术实现思路
1、本发明的目的在于提供折叠式舱口盖双轨焊接装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
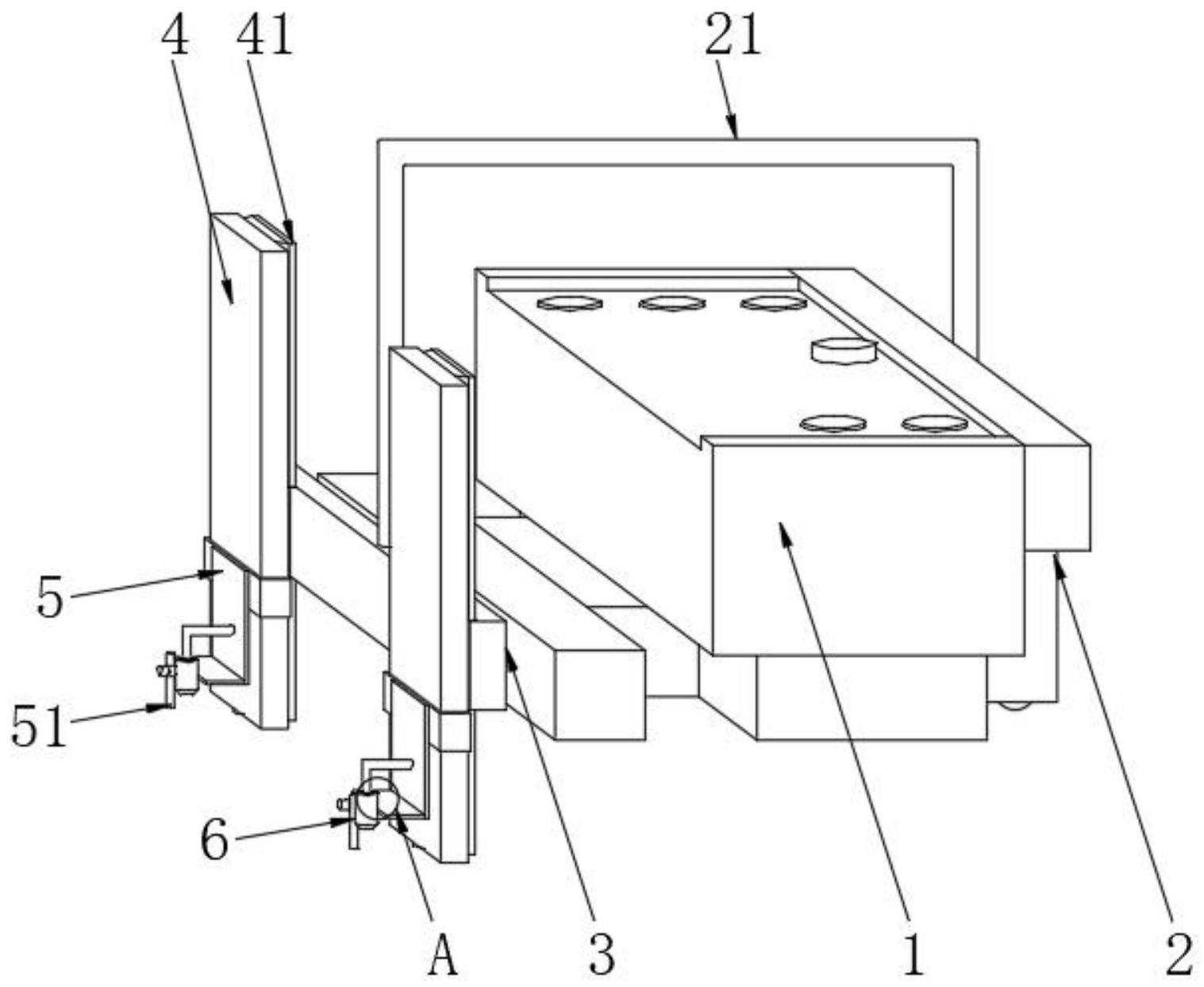
3、折叠式舱口盖双轨焊接装置,包括焊接箱,所述焊接箱的一侧设置有移动座,所述移动座的上表面连接有固定杆,所述固定杆的一端在焊接箱的前方连接有连接板,所述连接板的一侧滑动安装有导向板,所述导向板的一侧靠近连接板的位置设置有导向块,所述连接板的一侧靠近导向板的位置开设有连接槽,所述导向板的下表面设置有滚动轴承,所述导向板的外部安装有焊接夹钳,所述焊接夹钳的一侧安装有焊枪,且焊接夹钳的一侧在焊枪的前方设置有除烟筒。
4、作为本发明再进一步的方案:所述固定杆为“u”型设置,且固定杆的一端连接在连接板上表面中间位置处。
5、作为本发明再进一步的方案:所述导向块为长方形设置,且导向块的一侧靠近导向板的位置连接有连接块。
6、作为本发明再进一步的方案:所述导向块与连接块的高度相同,且导向块的长度比连接块的长度长。
7、作为本发明再进一步的方案:所述滚动轴承的固定端安装在导向板的下表面,且滚动轴承的转动端与地面接触。
8、作为本发明再进一步的方案:所述除烟筒的内部设置有第一除烟网,且除烟筒的内部在第一除烟网的上方设置有内筒,所述内筒的内部设置有第二除烟网,所述除烟筒的内部在内筒的上方设置有风机,所述除烟筒的上端中间位置处安装有安装杆,所述安装杆的一端安装在焊接夹钳的一侧。
9、作为本发明再进一步的方案:所述除烟筒的上端在安装杆的外部开设有出气孔,所述除烟筒的内侧在第一除烟网的上方对称安装有杀菌灯。
10、作为本发明再进一步的方案:所述内筒的上端设置有出气管,且内筒的下端设置有进气管。
11、与现有技术相比,本发明的有益效果是:
12、1、本发明通过上、下自由伸缩的燕尾槽导向板,将焊接夹钳固定在导向板上,而且可以根据轨道高度的不同,夹钳的固定高度也可以随之改变,并为了保证导向板良好与舱口围面板接触并同步行进,在导向板底部安装滚动轴承,这样可确保随着焊接移动座的运行,随着焊接移动座爬坡行走,导向板上、下随之滑移,焊枪始终在同步焊接,该设置利用可实现折叠式舱口盖轨道的双轨同步焊接,提高了焊接效率、焊接质量,并降低了劳动强度。
13、2、本发明采用除烟筒的设置,这样在除烟筒内部的风机的工作,这样会将折叠式舱口盖双轨焊接时产生的烟气吸入到除烟筒内部,并在进入后通过第一除烟网可对烟气进行吸附处理,在吸附后烟气会进入到内筒并通过内筒内部的第二除烟网进行再次吸附处理的目的,进而可实现高效除烟的目的,这样可避免烟气对周围的工作人员造成伤害,也避免工作人员对焊接的双轨进行观察。
技术特征:
1.折叠式舱口盖双轨焊接装置,包括焊接箱(1),其特征在于,所述焊接箱(1)的一侧设置有移动座(2),所述移动座(2)的上表面连接有固定杆(21),所述固定杆(21)的一端在焊接箱(1)的前方连接有连接板(3),所述连接板(3)的一侧滑动安装有导向板(4),所述导向板(4)的一侧靠近连接板(3)的位置设置有导向块(41),所述连接板(3)的一侧靠近导向板(4)的位置开设有连接槽(31),所述导向板(4)的下表面设置有滚动轴承(42),所述导向板(4)的外部安装有焊接夹钳(5),所述焊接夹钳(5)的一侧安装有焊枪(51),且焊接夹钳(5)的一侧在焊枪(51)的前方设置有除烟筒(6)。
2.根据权利要求1所述的折叠式舱口盖双轨焊接装置,其特征在于,所述固定杆(21)为“u”型设置,且固定杆(21)的一端连接在连接板(3)上表面中间位置处。
3.根据权利要求1所述的折叠式舱口盖双轨焊接装置,其特征在于,所述导向块(41)为长方形设置,且导向块(41)的一侧靠近导向板(4)的位置连接有连接块(43)。
4.根据权利要求3所述的折叠式舱口盖双轨焊接装置,其特征在于,所述导向块(41)与连接块(43)的高度相同,且导向块(41)的长度比连接块(43)的长度长。
5.根据权利要求1所述的折叠式舱口盖双轨焊接装置,其特征在于,所述滚动轴承(42)的固定端安装在导向板(4)的下表面,且滚动轴承(42)的转动端与地面接触。
6.根据权利要求1所述的折叠式舱口盖双轨焊接装置,其特征在于,所述除烟筒(6)的内部设置有第一除烟网(63),且除烟筒(6)的内部在第一除烟网(63)的上方设置有内筒(64),所述内筒(64)的内部设置有第二除烟网(641),所述除烟筒(6)的内部在内筒(64)的上方设置有风机(65),所述除烟筒(6)的上端中间位置处安装有安装杆(61),所述安装杆(61)的一端安装在焊接夹钳(5)的一侧。
7.根据权利要求6所述的折叠式舱口盖双轨焊接装置,其特征在于,所述除烟筒(6)的上端在安装杆(61)的外部开设有出气孔(62),所述除烟筒(6)的内侧在第一除烟网(63)的上方对称安装有杀菌灯(66)。
8.根据权利要求6所述的折叠式舱口盖双轨焊接装置,其特征在于,所述内筒(64)的上端设置有出气管(643),且内筒(64)的下端设置有进气管(642)。
技术总结
本发明涉及焊接技术领域,公开了折叠式舱口盖双轨焊接装置,所述焊接箱的一侧设置有移动座,所述移动座的上表面连接有固定杆,所述固定杆的一端在焊接箱的前方连接有连接板,所述连接板的一侧滑动安装有导向板,所述导向板的一侧靠近连接板的位置设置有导向块,所述连接板的一侧靠近导向板的位置开设有连接槽,所述导向板的下表面设置有滚动轴承,所述导向板的外部安装有焊接夹钳,所述焊接夹钳的一侧安装有焊枪,且焊接夹钳的一侧在焊枪的前方设置有除烟筒。本发明通过上、下自由伸缩的导向板,将焊接夹钳固定在导向板上,而且可以根据轨道高度的不同,夹钳的固定高度也可以随之改变,焊枪始终在同步焊接,提高了焊接效率。
技术研发人员:张鹏,肖雄,徐力,王红玉,徐佛忠
受保护的技术使用者:中船澄西扬州船舶有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!