一种钢结构焊管的加工定位装置的制作方法
本发明涉及钢管加工,具体为一种钢结构焊管的加工定位装置。
背景技术:
1、焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
2、钢支撑作为钢结构-支撑结构体系中的一道防线,对结构有着重要的作用,而焊接钢管作为最常用的钢支撑,其连接节点的设计也非常重要,对加工精度有着较高的要求。焊接钢管支撑往往通过与之焊接的连接板作为一个整体与钢框架梁柱节点处的连接板焊接或者采用螺栓连接。焊接钢管与连接板焊接前需要在焊接钢管中心切割出一条缝隙,然后与连接板焊接。因焊接钢管的形状为圆形,焊接钢管切缝时,因焊管的滚动往往导致切缝的错位,影响后续与连接板的焊接。
技术实现思路
1、本发明就是针对现有技术存在的上述不足,提供一种钢结构焊管的加工定位装置,通过定位座能够对焊管进行定位与支撑,通过压管机构能够实现对焊管的固定,防止焊管移动或转动,确保对焊管加时的稳定与安全,提高了加工精度,提高了加工效率,解决了目前因焊管移动导致加工精度困难与加工精度不高的问题。
2、为实现上述目的,本发明提供如下技术方案:
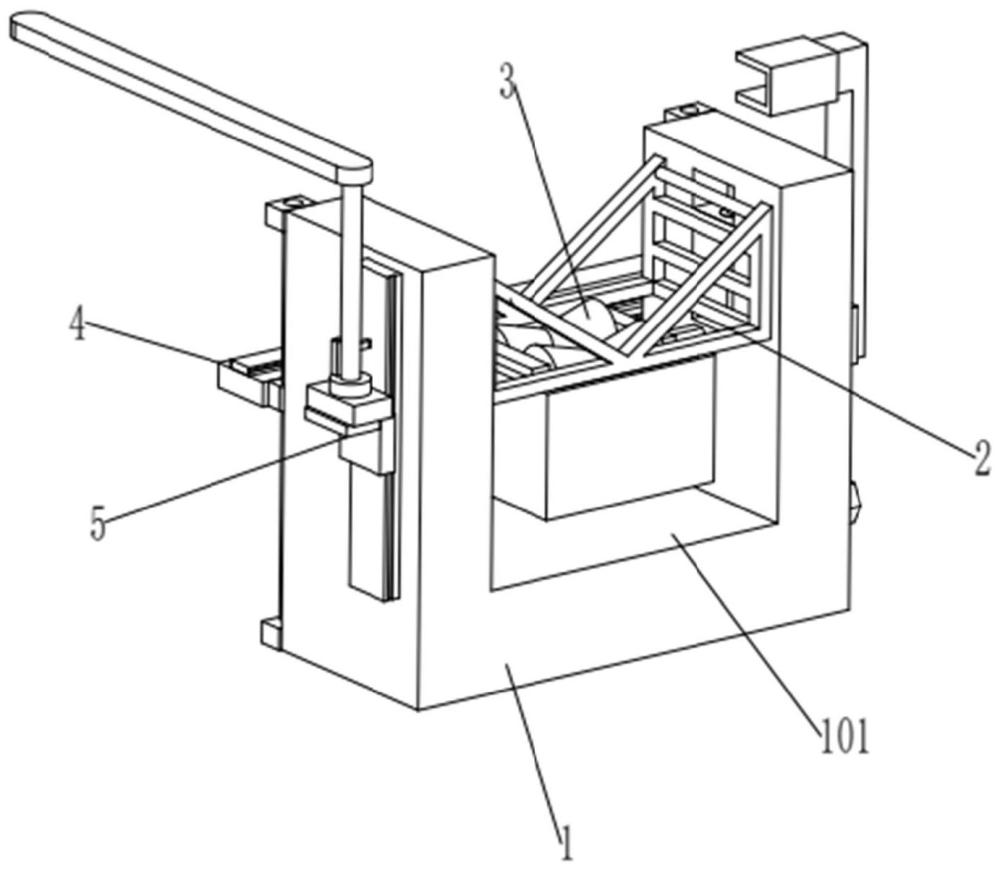
3、一种钢结构焊管的加工定位装置,包括支撑座,所述支撑座的上端设有u形结构的支撑槽,所述支撑槽内设有定位座,定位座与支撑座之间上、下滑动配合,定位座包括底框,所述底框的两端设有支撑框,所述支撑框与底框之间连接有支撑焊管的支撑杆,两端的支撑杆对接组成v形结构,所述定位座的底部设有输送焊管的驱动机构,支撑座的两端连接有压紧焊管的压管机构,支撑座的一侧设有抬管机构。
4、优选的,所述支撑槽的侧壁上设有导向槽,所述导向槽内设有丝杠,所述丝杠的底部套有蜗轮,支撑座内设有与蜗轮配合的蜗杆,支撑座的侧壁上设有与蜗杆连接的第一电机,所述支撑框的侧壁上连接有与导向槽滑动配合的提升块,所述提升块与丝杠螺纹配合。
5、优选的,所述底框的底部设有支撑盒,所述驱动机构包括托举座,所述托举座位于支撑盒内,所述托举座内设有驱动轮,托举座的侧壁上设有带动驱动轮旋转的第二电机,支撑盒的侧壁上设有定位托举座的导向条,第二电机配合的让位槽,支撑盒与托举座之间设有第一液压缸。
6、优选的,所述压管机构包括固定在支撑座两侧的第一导轨和第二导轨,所述第一导轨上设有第一滑块,所述第二导轨上设有第二滑块,所述第一滑块上设有托块,所述托块的上端设有旋转气缸,所述旋转气缸的活塞杆连接有第一拉杆,所述第一拉杆的上端连接有下压焊管的压杆,所述第二滑块上连接有第二拉杆,所述第二拉杆的上端设有拉块,所述拉块的一侧设有与压杆配合的拉槽。
7、优选的,所述第一拉杆的侧壁上设有与压杆平行的挡杆,所述旋转气缸的上端设有与挡杆配合的限位杆。
8、优选的,所述抬管机构包括横梁,所述支撑座的一侧设有第一导向杆,所述横梁的一侧设有与第一导向杆配合的滑套,所述横梁的底部连接有与支撑座固定的第四液压缸,横梁的上端设有第三导轨,所述第三导轨上配合有长滑块,所述长滑块的一端设有支撑板,所述支撑板上连接有托举焊管的抬管块。
9、优选的,所述抬管块的下端连接有贯穿支撑板的第二导向杆,支撑板的下端固定有与抬管块连接的第三液压缸。
10、优选的,所述抬管块的上端设有v型槽。
11、优选的,所述驱动轮的中部为内凹结构。
12、与现有技术相比,本发明的有益效果是:
13、1、本发明通过定位座能够对焊管进行定位与支撑,通过压管机构能够实现对焊管的固定,防止焊管移动或转动,确保对焊管加时的稳定与安全,提高了加工精度,提高了加工效率,解决了目前因焊管移动导致加工精度困难与加工精度不高的问题。
14、2、本发明的定位座的高度能够进行调节,能够对焊管的水平度进行调节,能够适应不同的高度使用需求,增加使用的便利性。
15、3、本发明通过驱动机构能够带动焊管前、后移动,方便根据加工需求调节焊管的位置,方便加工,节省了人力,让位置调节更加便捷,提高了加工效率。
16、4、本发明的压管机构能够旋转且进行高度调节,方便了对不同直径的焊管进行固定,提高了通用性,同时能够方便焊管上、下料。
17、5、本发明通过抬管机构能够将焊管抬入、抬出支撑座,使上、下料更加便捷。
技术特征:
1.一种钢结构焊管的加工定位装置,包括支撑座,其特征在于:所述支撑座的上端设有u形结构的支撑槽,所述支撑槽内设有定位座,定位座与支撑座之间上、下滑动配合,定位座包括底框,所述底框的两端设有支撑框,所述支撑框与底框之间连接有支撑焊管的支撑杆,两端的支撑杆对接组成v形结构,所述定位座的底部设有输送焊管的驱动机构,支撑座的两端连接有压紧焊管的压管机构,支撑座的一侧设有抬管机构。
2.如权利要求1所述的一种钢结构焊管的加工定位装置,其特征在于:所述支撑槽的侧壁上设有导向槽,所述导向槽内设有丝杠,所述丝杠的底部套有蜗轮,支撑座内设有与蜗轮配合的蜗杆,支撑座的侧壁上设有与蜗杆连接的第一电机,所述支撑框的侧壁上连接有与导向槽滑动配合的提升块,所述提升块与丝杠螺纹配合。
3.如权利要求1所述的一种钢结构焊管的加工定位装置,其特征在于:所述底框的底部设有支撑盒,所述驱动机构包括托举座,所述托举座位于支撑盒内,所述托举座内设有驱动轮,托举座的侧壁上设有带动驱动轮旋转的第二电机,支撑盒的侧壁上设有定位托举座的导向条,第二电机配合的让位槽,支撑盒与托举座之间设有第一液压缸。
4.如权利要求1所述的一种钢结构焊管的加工定位装置,其特征在于:所述压管机构包括固定在支撑座两侧的第一导轨和第二导轨,所述第一导轨上设有第一滑块,所述第二导轨上设有第二滑块,所述第一滑块上设有托块,所述托块的上端设有旋转气缸,所述旋转气缸的活塞杆连接有第一拉杆,所述第一拉杆的上端连接有下压焊管的压杆,所述第二滑块上连接有第二拉杆,所述第二拉杆的上端设有拉块,所述拉块的一侧设有与压杆配合的拉槽。
5.如权利要求4所述的一种钢结构焊管的加工定位装置,其特征在于:所述第一拉杆的侧壁上设有与压杆平行的挡杆,所述旋转气缸的上端设有与挡杆配合的限位杆。
6.如权利要求1所述的一种钢结构焊管的加工定位装置,其特征在于:所述抬管机构包括横梁,所述支撑座的一侧设有第一导向杆,所述横梁的一侧设有与第一导向杆配合的滑套,所述横梁的底部连接有与支撑座固定的第四液压缸,横梁的上端设有第三导轨,所述第三导轨上配合有长滑块,所述长滑块的一端设有支撑板,所述支撑板上连接有托举焊管的抬管块。
7.如权利要求6所述的一种钢结构焊管的加工定位装置,其特征在于:所述抬管块的下端连接有贯穿支撑板的第二导向杆,支撑板的下端固定有与抬管块连接的第三液压缸。
8.如权利要求6所述的一种钢结构焊管的加工定位装置,其特征在于:所述抬管块的上端设有v型槽。
9.如权利要求3所述的一种钢结构焊管的加工定位装置,其特征在于:所述驱动轮的中部为内凹结构。
技术总结
本发明涉及钢管加工技术领域,具体公开了一种钢结构焊管的加工定位装置,包括支撑座,所述支撑座的上端设有U形结构的支撑槽,所述支撑槽内设有定位座,定位座与支撑座之间上、下滑动配合,定位座包括底框,所述底框的两端设有支撑框,所述支撑框与底框之间连接有支撑焊管的支撑杆,两端的支撑杆对接组成V形结构,所述定位座的底部设有输送焊管的驱动机构,支撑座的两端连接有压紧焊管的压管机构,支撑座的一侧设有抬管机构;通过压管机构能够实现对焊管的固定,防止焊管移动或转动,确保对焊管加时的稳定与安全,提高了加工精度,提高了加工效率,解决了目前因焊管移动导致加工精度困难与加工精度不高的问题。
技术研发人员:李亚林,许治丹,杨凤岭,王国威,刘海涛,尹鹏,李成龙,安顺乐
受保护的技术使用者:山东国舜建设集团有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!