一种车把手组件装配设备及装配方法与流程
本发明涉及机车零部件装配设备,尤其涉及一种车把手组件装配设备及装配方法。
背景技术:
1、目前车把手组件装配存在下列问题:1)需要人工事先将霍尔线束外部线套截断,外露的线芯部分与霍尔开关进行焊接,人力成本高;2)装配中需要人工安装霍尔套以及车把套,装配效率减慢,生产效率低。
2、如图7所示,车把手组件包括霍尔线束a,霍尔开关b,霍尔套c以及车把套d,将霍尔线束a端部进行剥皮使线芯外露并与霍尔开关b焊接,随后将霍尔开关b插入霍尔套c内,最后将霍尔套c塞入车把套d的凹槽内,即可完成车把手组件的装配,但是目前装配方式为人工,影响装配效率。
技术实现思路
1、本发明的目的是为了克服现有技术存在的缺点和不足,而提供车把手组件装配设备及装配方法。
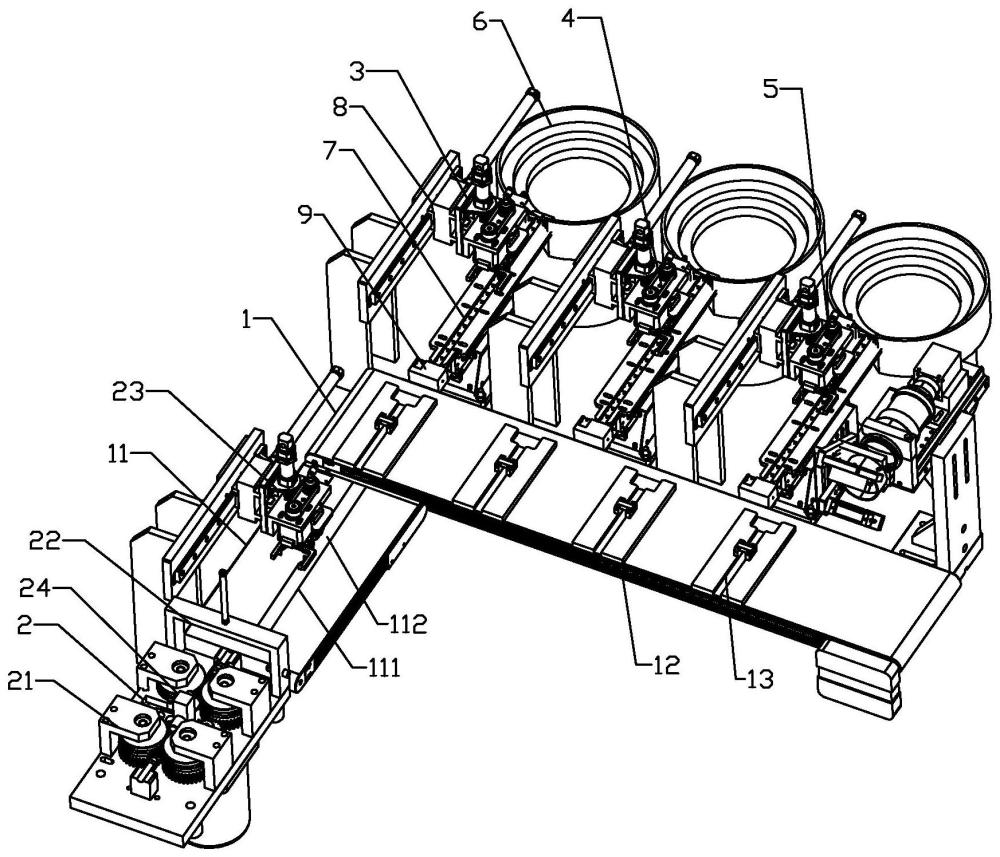
2、一方面,为实现上述目的,本发明提供了如下技术方案:一种车把手组件装配设备,包括生产线,所述生产线包括呈垂直设置的第一传输架以及第二传输架,所述第一传输架沿传输方向设置有用于将导线端部进行剥皮使其线芯部分外露的导线剥皮机构,所述第二传输架上沿传输方向设置有若干夹具,所述第二传输架沿其传输方向还设置有霍尔开关焊接机构、霍尔套装配机构以及车把套装配机构,所述霍尔开关焊接机构用于将霍尔开关与霍尔线束外露的线芯部分进行焊接,所述霍尔套装配机构用于将霍尔开关插装于霍尔套内,所述车把套装配机构用于将霍尔套装入车把套的凹槽内;所述导线剥皮机构包括导线牵引组件、裁切组件以及导线夹取组件,导线牵引组件将导线牵引到裁切组件进行切口,所述导线夹取组件将导线切口部分进行夹取截断使线芯外露并将导线转移至第二传输架的夹具上进行后续装配。
3、进一步地,所述导线牵引组件包括安装架、安装板、传动轴、导向轮、传动齿轮、主动齿轮、伺服电机以及导向座,所述安装板设置有四个且两两对称设置于安装架两侧,所述传动轴设置有四个且分别转动连接于所述安装板,每个所述传动轴上均固定有上述导向轮以及传动齿轮,每个所述导向轮外壁均开设有环形槽且相对的两个导向轮之间形成夹持通道,所述伺服电机安装于安装架底部且输出轴连接有主动齿轮,所述主动齿轮与其中一侧的两个传动齿轮啮合构成传动,所述导向座设置有两个且分别位于安装架的前后两端,所述导向座顶部开设有呈半圆形的导线槽,所述导线槽外设置有若干呈间隔排布的弧形定位板;所述裁切组件包括龙门架、第一驱动气缸、裁切刀片以及到位检测传感器,所述龙门架设置于安装架靠近第一传输架的一侧且龙门架与导向座位置相对应,所述第一驱动气缸安装于龙门架顶部且活塞杆端部连接有裁切刀片,所述龙门架侧壁设置有所述到位检测传感器。
4、进一步地,所述导线牵引组件还包括设置于四个导向轮之间的导线旋转架,所述导线旋转架内设置有第一齿轮、导线套以及驱动第一齿轮转动的第一驱动电机,所述导线套外设置有与第一齿轮啮合构成传动的齿圈,所述导线套内开设有供导线穿过的导向通道,所述导向通道与夹持通道处于同一直线上。
5、进一步地,所述导线夹取机构包括夹爪活动架、滑动板、横向气缸、竖直气缸、夹爪固定板以及气动夹爪,所述滑动板滑动安装于所述夹爪活动架,所述横向气缸安装于所述夹爪活动架并驱动滑动板往复滑动,所述竖直气缸安装于所述滑动板并驱动夹爪安装板沿竖直方向反复运动,所述气动夹爪安装于夹爪固定板底部。
6、进一步地,所述夹爪固定板上还设置有控制气动夹爪转动的夹爪旋转组件,所述夹爪旋转组件包括夹爪驱动电机、转杆、第一皮带轮以及第二皮带轮,所述气动夹爪通过转杆连接于所述夹爪固定板并且该侧端部连接有第一皮带轮,所述第二皮带轮连接于夹爪驱动气缸的输出端,所述第一皮带轮和第二皮带轮通过皮带传动。
7、进一步地,所述第一传输架沿其传输方向设置有两个导线板且相邻两个导线板之间形成导线放置槽。
8、进一步地,所述霍尔开关焊接机构、霍尔套装配机构以及车把套装配机构均包括振动盘、输料轨道以及上料机构,所述输料轨道的输出到设置有到位检测开关。
9、另一方面,本发明提供一种基于车把手组件装配设备的装配方法,其包括以下步骤:
10、s1、人工将导线放置于导线牵引组件的导线座上,两侧导向轮转动驱动导线逐步向前运动,导线经过第一个导向座、四个导向轮、导线旋转架后到达第二个导向座,到位检测开关检测到导线位置后将信号输送至控制器,此时导向轮停止动作,随后第一驱动气缸驱动裁切刀片对导线上部进行切口;
11、s2、启动导线旋转架的第一驱动电机,第一齿轮转动并带动齿圈和导线套旋转180°,即可将导线进行翻转,此时启动裁切组件的第一驱动气缸,即可对导线的另一面进行切口;
12、s3、导线夹取机构的气动夹爪将导线裁切的线套取下,使导线的线芯部分外露,气动夹爪抓取导线的同时导线牵引组件的导向轮继续动作,将其夹取到第一传输架的导线放置槽内,经过导线放置槽到达第二传输架的夹具上;
13、s4、导线沿第二传输架的传输方向逐步运动,依次经过霍尔开关焊接机构、霍尔套装配机构以及车把套装配机构,即可实现霍尔套与导线的线芯焊接、霍尔开关与霍尔套装配、霍尔套与车把套的装配,在此过程中均通过振动盘进行上料,第二传输架的夹具每到一个工位均可被到位检测开关检测,此时第二传输架停止传动即可进行进行下一步装配工作。
14、综上所述,本发明的有益效果是:传统导线需要事先进行环拨,方可将线芯部分外露,但是人工比较费力麻烦,本发明通过设置导线剥皮机构可以替代人工,首先导线牵引组件可以通过导向轮对导线进行牵引工作,还能够对导线进行进行校直,避免过分弯曲变形,当导线到达裁切组件位置后,到位检测传感器检测到导线后将信号发送至控制器,裁切组件对导线进行正反两面切口,最后通过导线夹取组件对导线进行环拨,替代人工,自动化程度高,提高装配效率。
技术特征:
1.一种车把手组件装配设备,包括生产线,其特征在于:所述生产线包括呈垂直设置的第一传输架以及第二传输架,所述第一传输架沿传输方向设置有用于将导线端部进行剥皮使其线芯部分外露的导线剥皮机构,所述第二传输架上沿传输方向设置有若干夹具,所述第二传输架沿其传输方向还设置有霍尔开关焊接机构、霍尔套装配机构以及车把套装配机构,所述霍尔开关焊接机构用于将霍尔开关与霍尔线束外露的线芯部分进行焊接,所述霍尔套装配机构用于将霍尔开关插装于霍尔套内,所述车把套装配机构用于将霍尔套装入车把套的凹槽内;所述导线剥皮机构包括导线牵引组件、裁切组件以及导线夹取组件,导线牵引组件将导线牵引到裁切组件进行切口,所述导线夹取组件将导线切口部分进行夹取截断使线芯外露并将导线转移至第二传输架的夹具上进行后续装配。
2.根据权利要求1所述的车把手组件装配设备,其特征在于:所述导线牵引组件包括安装架、安装板、传动轴、导向轮、传动齿轮、主动齿轮、伺服电机以及导向座,所述安装板设置有四个且两两对称设置于安装架两侧,所述传动轴设置有四个且分别转动连接于所述安装板,每个所述传动轴上均固定有上述导向轮以及传动齿轮,每个所述导向轮外壁均开设有环形槽且相对的两个导向轮之间形成夹持通道,所述伺服电机安装于安装架底部且输出轴连接有主动齿轮,所述主动齿轮与其中一侧的两个传动齿轮啮合构成传动,所述导向座设置有两个且分别位于安装架的前后两端,所述导向座顶部开设有呈半圆形的导线槽,所述导线槽外设置有若干呈间隔排布的弧形定位板;所述裁切组件包括龙门架、第一驱动气缸、裁切刀片以及到位检测传感器,所述龙门架设置于安装架靠近第一传输架的一侧且龙门架与导向座位置相对应,所述第一驱动气缸安装于龙门架顶部且活塞杆端部连接有裁切刀片,所述龙门架侧壁设置有所述到位检测传感器。
3.根据权利要求2所述的车把手组件装配设备,其特征在于:所述导线牵引组件还包括设置于四个导向轮之间的导线旋转架,所述导线旋转架内设置有第一齿轮、导线套以及驱动第一齿轮转动的第一驱动电机,所述导线套外设置有与第一齿轮啮合构成传动的齿圈,所述导线套内开设有供导线穿过的导向通道,所述导向通道与夹持通道处于同一直线上。
4.根据权利要求1所述的车把手组件装配设备,其特征在于:所述导线夹取机构包括夹爪活动架、滑动板、横向气缸、竖直气缸、夹爪固定板以及气动夹爪,所述滑动板滑动安装于所述夹爪活动架,所述横向气缸安装于所述夹爪活动架并驱动滑动板往复滑动,所述竖直气缸安装于所述滑动板并驱动夹爪安装板沿竖直方向反复运动,所述气动夹爪安装于夹爪固定板底部。
5.根据权利要求4所述的车把手组件装配设备,其特征在于:所述夹爪固定板上还设置有控制气动夹爪转动的夹爪旋转组件,所述夹爪旋转组件包括夹爪驱动电机、转杆、第一皮带轮以及第二皮带轮,所述气动夹爪通过转杆连接于所述夹爪固定板并且该侧端部连接有第一皮带轮,所述第二皮带轮连接于夹爪驱动气缸的输出端,所述第一皮带轮和第二皮带轮通过皮带传动。
6.根据权利要求1所述的车把手组件装配设备,其特征在于:所述第一传输架沿其传输方向设置有两个导线板且相邻两个导线板之间形成导线放置槽。
7.根据权利要求1所述的车把手组件装配设备,其特征在于:所述霍尔开关焊接机构、霍尔套装配机构以及车把套装配机构均包括振动盘、输料轨道以及上料机构,所述输料轨道的输出到设置有到位检测开关。
8.一种基于权利要求1-7中任一项所述的车把手组件装配设备的装配方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种车把手组件装配设备及装配方法,车把手组件装配设备包括生产线,生产线包括呈垂直设置的第一传输架以及第二传输架,第一传输架沿传输方向设置有用于将导线端部进行剥皮使其线芯部分外露的导线剥皮机构,第二传输架上沿传输方向设置有若干夹具,第二传输架沿其传输方向还设置有霍尔开关焊接机构、霍尔套装配机构以及车把套装配机构,霍尔开关焊接机构用于将霍尔开关与霍尔线束外露的线芯部分进行焊接,霍尔套装配机构用于将霍尔开关插装于霍尔套内,车把套装配机构用于将霍尔套装入车把套的凹槽内;本发明自动化程度高,提高装配效率。
技术研发人员:曹华生
受保护的技术使用者:乐清市力诺机车部件有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!