一种汽车摆臂衬套自动双向压接机
本发明属于自动化装备,具体地说,本发明涉及一种汽车摆臂衬套自动双向压接机。
背景技术:
1、汽车摆臂衬套是车辆悬架系统中的一个重要部件。新型汽车摆臂衬套的空心橡胶件与中心的金属内管一体硫化在一起,然后在空心橡胶件两侧的金属内管上压接第一滚动轴承和第二滚动轴承。传统的滚动轴承与金属内管装配方式采用人工穿接或者单向压接工装实现。
2、上述装配方式,不仅费时费力,而且自动化程度低。
技术实现思路
1、本发明提供一种汽车摆臂衬套自动双向压接机,以解决上述背景技术中存在的技术问题。
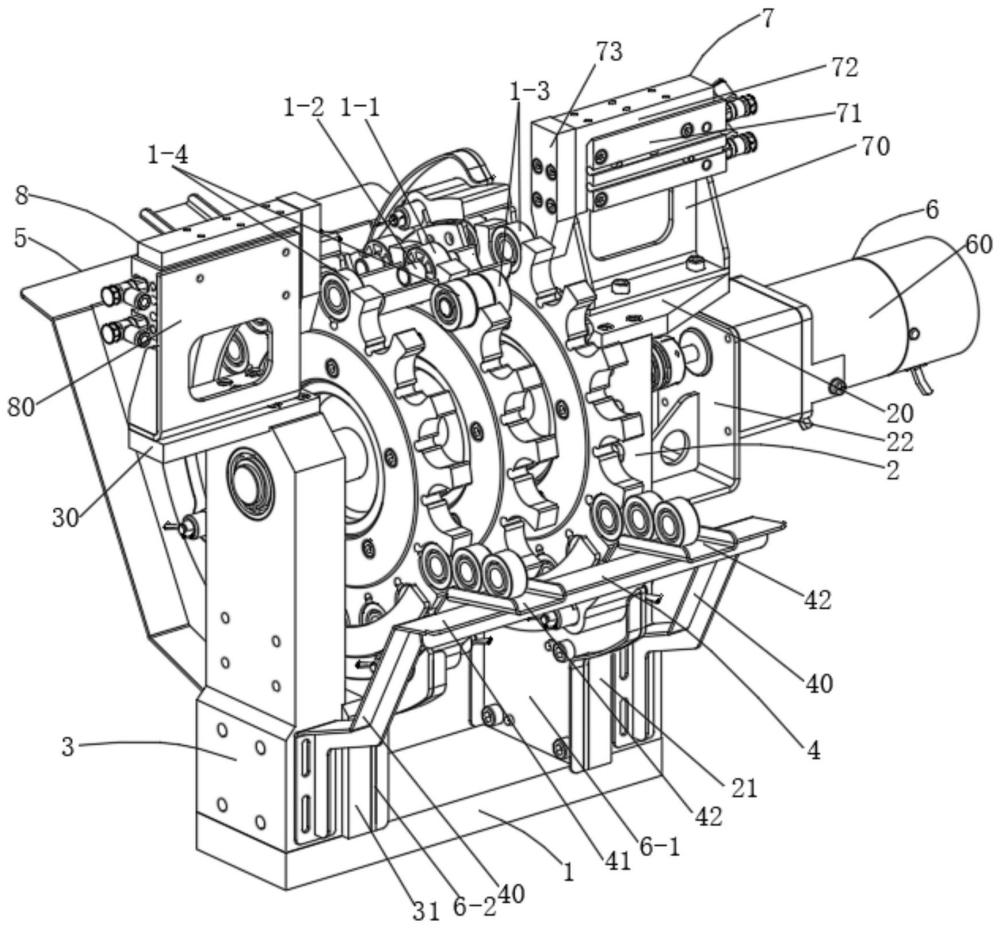
2、为了实现上述目的,本发明采取的技术方案为:一种汽车摆臂衬套自动双向压接机,包括底板、第一轴架、第二轴架、第一上料机构、第二上料机构、循环上料系统、第一压接机构和第二压接机构,所述第一轴架与底板一侧紧固连接,所述第二轴架与底板另一侧紧固连接,所述第一上料机构与第一轴架和第二轴架一侧紧固连接,所述第二上料机构与第一轴架和第二轴架另一侧紧固连接,所述循环上料系统与第一轴架和第二轴架分别转动连接,所述第一压接机构与第一轴架顶端紧固连接,所述第二压接机构与第二轴架顶端紧固连接。
3、优选的,所述第一轴架顶部设有平台板一,所述第一轴架下端内侧设有间隔板一,所述第一轴架外侧设有电机支撑架;所述第二轴架顶部设有平台板二,所述第二轴架下端内侧设有间隔板二。
4、优选的,所述第一上料机构包括支架一、托架一和导料槽一,所述支架一设有两个,且分别与第一轴架和第二轴架一侧紧固连接,所述托架一两端分别与支架一连接,所述导料槽一设有两个,且分别与托架一固定连接,一个导料槽一与循环上料系统中的第一上料盘对应,另一个导料槽一与循环上料系统中的第二上料盘对应。
5、优选的,所述第二上料机构包括支架二、托架二和导料槽二,所述支架二设有两个,且分别与第一轴架和第二轴架另一侧紧固连接,所述托架二两端分别与支架二连接,所述导料槽二与托架二固定连接,导料槽二与循环上料系统中的第三上料盘对应。
6、优选的,所述循环上料系统包括伺服电机、主轴、第一轴盘、第二轴盘、第三轴盘、第一上料盘、第二上料盘、第三上料盘、步进架和光电传感器,所述伺服电机与电机支撑架紧固连接,所述主轴一端通过滚动轴承与第一轴架连接,另一端通过滚动轴承与第二轴架连接,第一轴盘、第三轴盘和第二轴盘依次顺序与主轴紧固连接,所述第一上料盘与第一轴盘紧固连接,所述第二上料盘与第二轴盘紧固连接,所述第三上料盘与第三轴盘紧固连接,所述步进架设有两个,且分别与第一轴盘紧固连接,所述步进架对应设有控制伺服电机工作的光电传感器。
7、优选的,所述第一上料盘、第二上料盘和第三上料盘上圆周均匀设有多个u型上料槽。
8、优选的,所述循环上料系统还包括第一限位机构和第二限位机构;所述第一限位机构与间隔板一紧固连接,所述第二限位机构与间隔板二紧固连接;所述第一限位机构包括限位支架一、下限位圆弧板一、侧限位圆弧板一、侧限位圆弧板二和过桥架一,所述限位支架一与间隔板一紧固连接,所述下限位圆弧板一与限位支架一紧固连接,所述侧限位圆弧板一和侧限位圆弧板二分别设于下限位圆弧板一两侧,且侧限位圆弧板一和侧限位圆弧板二通过限宽调节机构与下限位圆弧板一滑动连接,所述过桥架一与侧限位圆弧板一最上端位置紧固连接;所述第二限位机构包括限位支架二、下限位圆弧板二、侧限位圆弧板三、侧限位圆弧板四和桥架二,所述限位支架二与间隔板二紧固连接,所述下限位圆弧板二与限位支架二紧固连接,所述侧限位圆弧板三和侧限位圆弧板四分别设于下限位圆弧板二两侧,且侧限位圆弧板三和侧限位圆弧板四通过限宽调节机构与下限位圆弧板二滑动连接,所述过桥架二与侧限位圆弧板四最上端位置紧固连接。
9、优选的,所述限宽调节机构包括螺杆、压簧和蝶形螺母,所述第一限位机构中的螺杆拧合在下限位圆弧板一上,所述压簧设有两个,且分别套设在螺杆上,所述用以调节侧限位圆弧板一和侧限位圆弧板二与下限位圆弧板一之间距离的蝶形螺母拧合在螺杆上,且位于侧限位圆弧板一和侧限位圆弧板二外侧;所述第二限位机构中的螺杆拧合在下限位圆弧板二上,所述压簧设有两个,且分别套设在螺杆上,所述用以调节侧限位圆弧板三和侧限位圆弧板四与下限位圆弧板二之间距离的蝶形螺母拧合在螺杆上,且位于侧限位圆弧板三和侧限位圆弧板四外侧。
10、优选的,所述第一压接机构包括压接座一、压接气缸一、活塞板一和压接头一,所述压接座一与平台板一紧固连接,所述压接气缸一的缸体与压接座一紧固连接,所述活塞板一与压接气缸一的活塞杆紧固连接,所述压接头一与活塞板一紧固连接。
11、优选的,所述第二压接机构包括压接座二、压接气缸二、活塞板二和压接头二,所述压接座二与平台板二紧固连接,所述压接气缸二的缸体与压接座二紧固连接,所述活塞板二与压接气缸二的活塞杆紧固连接,所述压接头二与活塞板二紧固连接。
12、采用以上技术方案的有益效果是:
13、1、本发明的汽车摆臂衬套自动双向压接机,通过三个振动上料盘,分别将第一滚动轴承上料至与第一上料盘对应的导料槽一上,将第二滚动轴承上料至与第二上料盘对应的导料槽一上,将空心橡胶件与金属内管组合体上料至与第三上料盘对应的导料槽二上。
14、然后,循环上料系统中的伺服电机通过联轴器带动主轴驱动第一轴盘、第二轴盘和第三轴盘顺时针旋转一个步进角,第一轴盘驱动第一上料盘顺时针旋转,第二轴盘驱动第二上料盘顺时针旋转,第三轴盘驱动第三上料盘顺时针旋转,直到第一滚动轴承、第二滚动轴承和空心橡胶件与金属内管组合体运动至最顶端位置。
15、然后,第一压接机构和第二压接机构同时启动。第一压接机构中的压接气缸一的活塞杆伸出,驱动活塞板一带着压接头一伸出,将第一上料盘上u型槽中的第一滚动轴承沿着过桥架一推动至套在金属内管上。第二压接机构中的压接气缸二的活塞杆伸出,驱动活塞板二带着压接头二伸出,将第二上料盘上u型槽中的第二滚动轴承沿着过桥架二推动至套在金属内管上。
16、然后,步进架随着第一轴盘顺时针旋转,通过光电传感器控制伺服电机工作。
17、然后,伺服电机通过联轴器带动主轴驱动第一轴盘、第二轴盘和第三轴盘顺时针旋转下一个步进角,第一轴盘驱动第一上料盘顺时针旋转,第二轴盘驱动第二上料盘顺时针旋转,第三轴盘驱动第三上料盘顺时针旋转,直到下一个第一滚动轴承、下一个第二滚动轴承和下一个空心橡胶件与金属内管组合体运动至最顶端位置,进行下一个压接操作。
18、然后,压接完成的,从第三上料盘上落入物料箱中。
19、本发明的汽车摆臂衬套自动双向压接机,不仅实现了自动化上下料,而且实现了自动压接操作。相比传统的人工穿接和单向压接工装压接,解放了劳动力,省时省力,自动化程度高,效率高。
20、2、通过旋转限宽调节机构中的蝶形螺母,在压簧的配合作用下,调整侧限位圆弧板一和侧限位圆弧板二相对于下限位圆弧板一的距离,调整侧限位圆弧板三和侧限位圆弧板四相对于下限位圆弧板二的距离,实现了对不同轴向尺寸宽度滚动轴承的无极压接操作,特别是可以实现两侧的滚动轴承尺寸宽度不同的压接操作,通用性好。
- 还没有人留言评论。精彩留言会获得点赞!