涡轮机匣电火花加工电极及加工方法与流程
本发明涉及航空零件加工领域,特别地,涉及一种涡轮机匣电火花加工电极及加工方法。
背景技术:
1、涡轮机匣组件是发动机上的核心零部件,在机匣内端面不同深度处有多层凸缘环,凸缘环的端面需要加工出均布的3个缺口槽形,是一种复杂的燃烧空气导向器组件安装及锁片定位结构的需要,保证燃烧过程中多级导向器叶片的分布关系。
2、涡轮机匣为优异的高温合金k4169,强度硬度都非常高,大量成批生产中,使用插刀进行切削加工需要很多次分度,刀具损耗大,效率非常低。涡轮机匣的3个缺口槽形的宽度大致在5~35mm之间,槽的直径端有平底和圆弧底两种,槽形在圆周的相互位置有一定要求,位置度按不大于0.25mm。因此,现有技术中采用了电火花加工工艺,使用三轴电火花机床,通过夹具定位找正零件中心一次加工一层槽,加工用的电极设计为整周8个或12个电极同时进行放电蚀除零件材料来成型槽。使用中整体电极的中心孔与连接杆下端的定位轴直径配合并螺母锁紧,连接杆上端与电火花机床普通夹头连接。加工时找正连接杆上端的三个基准a/b/c与零件中心同心,在电介质浸液中调整放电电流和电压值,轴向进给完成8个或12个涡轮机匣内端面缺口槽型的加工。在放电加工涡轮机匣零件的同时,电极的侧面和外端面位置同样也出现损耗,在不到10次进刀后就超出零件公差的下差而不能再使用,使用寿命较短。
技术实现思路
1、本发明提供了一种涡轮机匣电火花加工电极及加工方法,以解决涡轮机匣电火花加工时电极使用寿命较短的技术问题。
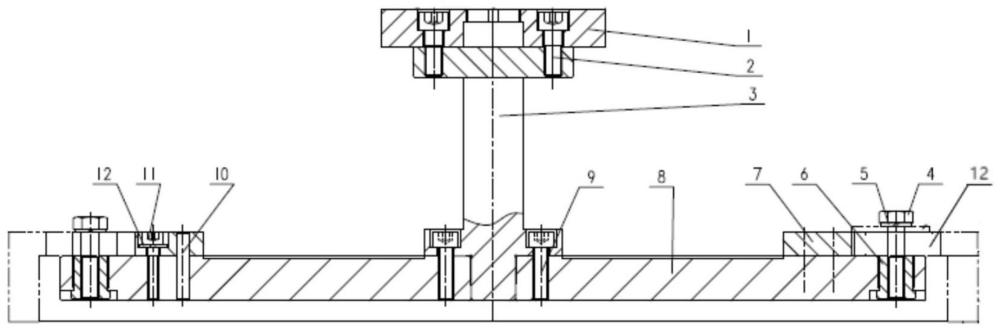
2、根据本发明的一个方面,提供一种涡轮机匣电火花加工电极,包括转接盘以及沿转接盘圆周方向分布的电极单元,电极单元包括支靠板、电极片以及锁紧件;支靠板固定于转接盘边缘,支靠板上形成有定位凹槽;电极片包括安装段与放电段,电极片的安装段沿转接盘径向安装于定位凹槽内,电极片的放电段沿转接盘轴向延伸形成放电凸起,放电凸起远离放电段的一端形成第一修磨面,放电段远离安装段的一端形成第二修磨面;锁紧件穿过安装段与转接盘连接,将电极片固定在转接盘上。
3、可选的,所述定位凹槽包括径向定位面以及周向定位面,安装段的端面与径向定位面贴合,安装段的侧面与周向定位面贴合。
4、可选的,所述电极单元还包括调整垫片,调整垫片包括固定连接的垫块和连接板,所述锁紧件穿过连接板将连接板压紧在安装段上,垫块位于径向定位面与安装段之间以在径向方向对安装段进行支垫。
5、可选的,所述调整垫片依据垫块的厚度尺寸不同设置有系列不同规格。
6、可选的,所述转接盘上螺纹连接有套管,所述套管硬度大于转接盘硬度,所述锁紧件伸入到套管内并与套管螺纹配合,所述套管的内螺纹与外螺纹旋向相反。
7、可选的,所述转接盘上同轴连接有连接杆,连接杆远离转接盘的一端同轴连接有基准片,基准片上形成有用于与电火花机床主轴连接的连接口。
8、可选的,所述支靠板通过两个柱销和两个固定螺钉与转接盘固定连接,在两柱销和两螺钉中心围设形成的四边形中,两个柱销位于对角,两个固定螺钉位于另一对角。
9、根据本发明的另一方面,还提供了一种涡轮机匣电火花加工方法,其包括如下步骤:步骤s100,根据待加工位置的尺寸选择对应的电极片,并将电极片和支靠板固定到转接盘上;步骤s200,将转接盘安装到电火花机床主轴上,通过电火花机床驱使转接盘移动,使放电凸起靠近待加工部位进行点火花加工;步骤s300,电极片使用预设次数后,将放电凸起上被侵蚀的第一修磨面进行修磨,形成新的第修磨面;步骤s400,重复步骤s200和步骤s300,直到放电凸起完全损耗。
10、可选的,在步骤s400后还包括如下步骤:步骤s500,安装调整垫片,使电极片沿转接盘径向向外伸出;步骤s600,对电极片第二修磨面进行修磨,使第二修磨面端面位置与安装调节垫片前的位置一致。
11、可选的,在步骤s600后还包括如下步骤:步骤s700,在修磨过第二修磨面的电极片使用预设次数后,更换新的调整垫片,新调整垫片的垫块厚度大于原有调整垫片垫块的厚度;步骤s800,重复步骤s600和步骤s700,直到电极片的放电段完全损耗。
12、综上所述,本申请包括以下至少一种有益技术效果:
13、1.通过在电极片上设置第一修磨面和第二修磨面,在电极电蚀后能够对电极的第一修磨面或第二修磨面进行修磨,一方面能够提升电极的使用寿命,另一方面能够提升电火花加工的精度,避免电极损耗后造成加工部位尺寸偏小不合格;
14、2.通过设置支靠板能够对电极片进行准确的定位,使电极片即使反复拆装也能够保持位置精度;
15、3.通过沿转接盘的周向设置多个电极单元,能够一次加工机匣内的多个部位,加工效率较高。
16、除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
技术特征:
1.一种涡轮机匣电火花加工电极,其特征在于:
2.根据权利要求1所述的涡轮机匣电火花加工电极,其特征在于:
3.根据权利要求1所述的涡轮机匣电火花加工电极,其特征在于:
4.根据权利要求3所述的涡轮机匣电火花加工电极,其特征在于:
5.根据权利要求4所述的涡轮机匣电火花加工电极,其特征在于:
6.根据权利要求5所述的涡轮机匣电火花加工电极,其特征在于:
7.根据权利要求1所述的涡轮机匣电火花加工电极,其特征在于:
8.一种涡轮机匣电火花加工方法,使用权利要求1-7任一项所述的涡轮机匣电火花加工电极,其特征在于,包括如下步骤:
9.根据权利要求8所述的涡轮机匣电火花加工方法,其特征在于,
10.根据权利要求9所述的涡轮机匣电火花加工方法,其特征在于,
技术总结
本申请公开了一种涡轮机匣电火花加工电极及加工方法,属于航空零件加工领域,涡轮机匣电火花加工电极包括转接盘以及沿转接盘圆周方向分布的电极单元,电极单元包括支靠板、电极片以及锁紧件;支靠板固定于转接盘边缘,支靠板上形成有定位凹槽;电极片包括安装段与放电段,电极片的安装段沿转接盘径向安装于定位凹槽内,电极片的放电段沿转接盘轴向延伸形成放电凸起,放电凸起远离放电段的一端形成第一修磨面,放电段远离安装段的一端形成第二修磨面;锁紧件穿过安装段与转接盘连接,将电极片固定在转接盘上。本申请具有提高涡轮机匣电火花加工时电极使用寿命的效果。
技术研发人员:盛波,刘梅,龚剑波,王放达,钟如钢,郭鑫,秧振强
受保护的技术使用者:中国航发南方工业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!