一种基于视觉测量的非接触式测量系统及方法与流程
本发明属于视觉测量,具体涉及基于视觉测量的非接触式测量系统及方法。
背景技术:
1、大型结构件焊接变形量大,其加工前需要对加工部位进行测量,以确定工件加工坐标,加工尺寸以及加工余量是否满足图纸要求,确保加工出合格产品。
2、目前主要采用在机测量技术对结构件进行加工前测量,应用接触式测量系统,通过逐个打点的方式测量出结构件加工部位数据,然后指导生产加工,然而采用接触式在机测量系统进行工件测量时,由于结构件需要测量的点太多,接触式测头需要逐个点位进行测量,效率低下,并且在狭窄部位容易与工装夹具及工件发生碰撞,存在较大的安全隐患,同时对于刨台式双面镗铣加工中心这类专用数控机床,采用接触式在机测量系统无法实现双侧主轴同步测量,导致结构件在机测量周期过长,严重影响加工效率。
技术实现思路
1、本发明的目的在于提供一种基于视觉测量的非接触式测量系统及方法,能够在工件加工前通过视觉拍照和激光测距的方式对加工部位进行高速非接触式测量,高效完成工件加工部位坐标、尺寸及加工余量测量与计算,为工件加工提供高效在机测量方案。
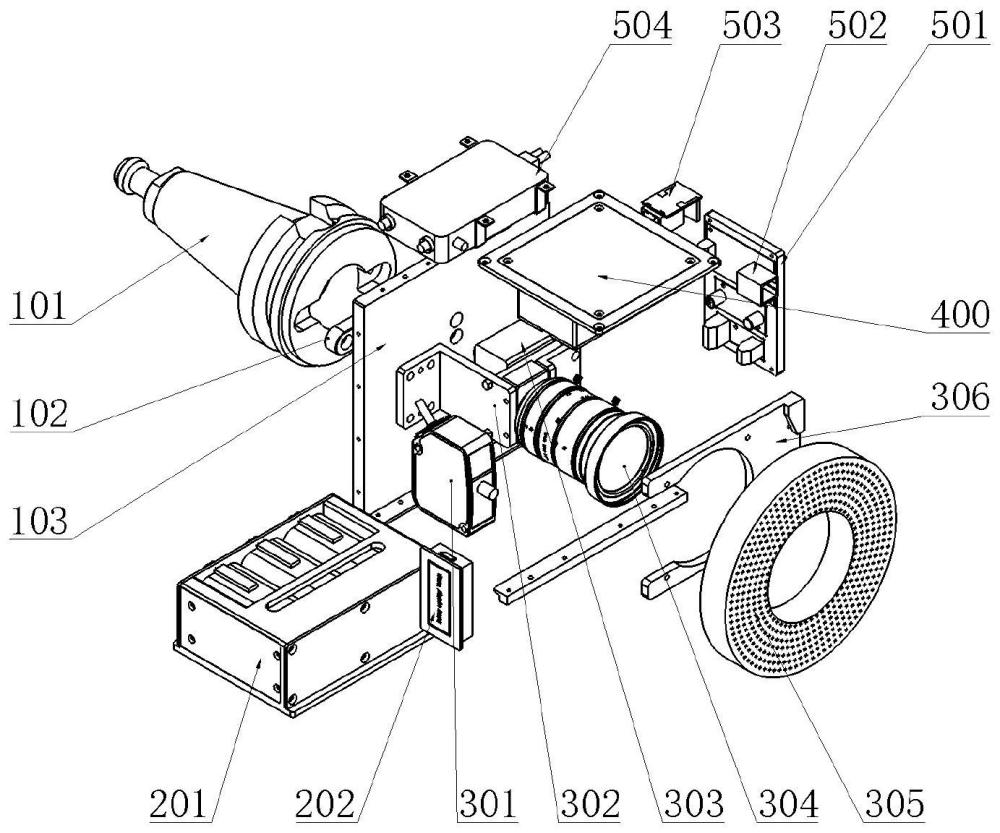
2、为达到上述目的,第一方面本发明所采用的技术方案是:一种基于视觉测量的非接触式测量系统,包括刀柄连接模块、视觉测量模块、无线通信模块和供电单元;所述供电单元为所述视觉测量模块和无线通信模块供电;
3、刀柄连接模块包括标准数控刀柄与转接板;所述标准数控刀柄设置于所述转接板一侧,所述视觉测量模块设置于所述转接板另一侧;
4、所述视觉测量模块包括ccd工业相机、高精度激光测距仪和环形光源,ccd工业相机通过转接板与标准数控刀柄连接,ccd工业相机通过转接板上的定位销孔与标准数控刀柄之间同轴安装,环形光源与ccd工业相机同轴安装;高精度激光测距仪安装于ccd工业相机侧面,并且所述高精度激光测距仪与转接板连接;所述ccd工业相机和高精度激光测距仪通过无线通信模块与数控机床的控制单元电性连接。
5、优选的,所述转接板上设置有防护罩;所述视觉测量模块、无线通信模块和供电单元设置于所述防护罩内。
6、优选的,所述无线通信模块包括工业路由器、变压线路板、接线端子和网线接口,变压线路板通过定位孔与防护罩连接,所述接线端子和网线接口设置于变压线路板;所述视觉测量模块通过接线端子与变压线路板电性连接;所述工业路由器通过网线接口与变压线路板通信连接;所述变压线路板、接线端子、网线接口固定于防护罩侧面;所述工业路由器与数控机床的控制单元通信连接。
7、优选的,所述供电单元配置有无线充电模块;所述无线充电模块包括电磁线圈和电磁线圈电控板;电磁线圈、电磁线圈电控板、变压线路板与锂电池依次电性连接,所述数控机床上设置有与电磁线圈配合的滑环充电桩。
8、优选的,所述数控机床的控制单元包括工控机、qyc-vms系统和scada系统,所述工控机通过scada系统与数控机床进行连接,构建数控机床数据采集与分析系统,所述qyc-vms系通过安装于工控机中并通过scada系统与数控机床进行通信连接;所述工控机与无线通信模块5g无线通信连接;所述视觉测量模块的测量数据传输至工控机,由qyc-vms系统软件接收并进行数据处理,处理完成的数据由scada系统传输至数控机床。
9、优选的,标准数控刀柄两个垂直分布的椭圆形凹槽,所述椭圆形凹槽内安装有与转接板连接的连接键。
10、优选的,所述转接板上设计有定位销孔和螺栓连接孔,所述定位销孔和螺栓连接孔与ccd工业相机连接支架相连接,所述连接支架呈l型,所述l型连接支架底部与转接板连接,上端通过螺栓与ccd工业相机固定支座连接,中间部位通过支撑销轴与z型连接板相连接,所述z型板一侧固定于ccd工业相机固定支座之上,另一侧与ccd工业相机的控制板连接。
11、优选的,所述环形光源通过光源连接板进行连接固定,所述光源连接板安装于所述环形光源与所述ccd工业相机中间,所述环形光源与所述ccd工业相机采用同心安装,通过所述光源连接板上的定位销孔确保环形光源与ccd工业相机同心;所述高精度激光测距仪通过螺栓与防护罩连接;所述ccd工业相机用于测量工件xy方向数据,所述高精度激光测距仪用于测量工件z方向数据。
12、第二方面本发明提供了一种基于视觉测量的非接触式测量方法,包括:
13、将标准数控刀柄安装于数控机床主轴;ccd工业相机和高精度激光测距仪跟随数控机床主轴移动,将ccd工业相机和高精度激光测距仪定位至被测量工件处;
14、所述ccd工业相机用于测量工件xy方向数据,所述高精度激光测距仪用于测量工件z方向数据;所述xy方向数据和z方向数据记为像素坐标数据;
15、测量工件的像素坐标数据通过无线通信模块发送至工控机;工控机采用数据分析软件对像素坐标数据进行坐标转化到工件机械坐标数据;所述机械坐标数据采用宏变量的形式传输至数控机床中;
16、所述数控机床校验机械坐标数据,根据机械坐标数据对测量工件加工部位坐标、尺寸及加工余量计算并对超差数据进行修正补偿获得工件坐标数据。
17、优选的,工控机采用数据分析软件对工件像素坐标数据进行坐标转化到工件机械坐标数据的方法包括:
18、由工件像素坐标数据依次转化至图像坐标系获得工件图像坐标数据;将工件图像坐标数据转化至相机坐标系获得工件相机坐标数据;将工件相机坐标数据转化至世界坐标系获得工件机械坐标数据。
19、优选的,将工件图像坐标数据转化至相机坐标系获得工件相机坐标数据的方法包括:
20、
21、式中代表工件图像坐标数据中各特征点的图像坐标,代表工件相机坐标数据中各特征点的平台坐标,中表示坐标旋转缩放,[cf]表示坐标平移。
22、优选的,将工件相机坐标数据转化至世界坐标系获得工件机械坐标数据的方法包括:
23、
24、上述表达式在齐次坐标下表示为:
25、
26、式中,r为旋转矩阵,t为平移向量;(xc,yc,zc)为工件的特征点在相机坐标系的坐标,(xw,yw,zw)为工件的特征点在世界坐标系的坐标;表述为工件机械坐标数据中各特征点的图像坐标;(·)t表示为矩阵转置。
27、与现有技术相比,本发明所达到的有益效果:
28、本发明的基于视觉测量的非接触式在机测量系统,其通过非接触式测头装置、无线传输系统及数据分析系统,建立工件非接触式高效在机测量系统,为结构件加工前在机测量提供了全新的解决方案,有效解决了在机测量周期长、易发生碰撞的问题。
29、本发明的基于视觉测量的非接触式在机测量系统,其通过ccd工业相机和高精度激光测距仪对工件进行高速非接触式测量,快速获取工件加工坐标、尺寸及加工余量,大幅提升工件在机测量效率,提供工件加工效率。
30、本发明的基于视觉测量的非接触式在机测量系统,其测量数据通过5g无线方式进行高速传输,解决了传统红外线、无线电传输效率低、传输距离近、信号易受干扰的问题,确保的数据传输的高效性和可靠性。
31、本发明的基于视觉测量的非接触式在机测量系统,实现了数据测量与分析处理的有机结合,数据分析处理模块实时解析测量数据,自动计算工件加工部位坐标偏差并进行实时补偿,自动计算加工余量并提供超差报警,有效保证了工件加工质量。
- 还没有人留言评论。精彩留言会获得点赞!