一种高效铣高温合金切削刀具的制作方法
本发明涉及切削刀具的,尤其涉及一种高效铣高温合金切削刀具。
背景技术:
1、切削刀具作为机床加工中至关重要的关键元器件,其性能对于加工质量起到重要的影响,现有的刀具在对高温合金材料进行加工的过程中容易产生淬火连带效应,在切削高温合金材料过程中易产生积屑瘤,而积屑瘤的产生会影响切削刀具的正常切削功能,导致切削质量下降,使加工件的表面容易产生划痕。同时积屑瘤也会增加刀具的磨损速度,缩短刀具的使用寿命。同时积屑瘤虽然可以通过人工定期检查和清理去除,但是需要耗费人工,并且如在加工的过程中产生了积屑瘤,即使在加工结束后能够对刀具进行处理,但是加工过程中产生的积屑瘤也会对加工工件造成影响。
2、而现有如公开号为cn108031876a公开的切屑刀具,该切削刀具在刀柄的一端通过磨削的方式成型有带三条切削刃的切削面,可通过三条切削刃同时进行竖直和水平打横移动来车皮带轮,不仅效率高,而且由于带有排屑槽,使得排屑畅通,积屑不容易沾刀,无积屑瘤产生,快速散热,不易磨损和崩刃,从而提高切削刀片的寿命。虽然可减少积屑瘤的产生,但是对于工件表面加工无法达到更好的光洁度与平面度。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种高效铣高温合金切削刀具。
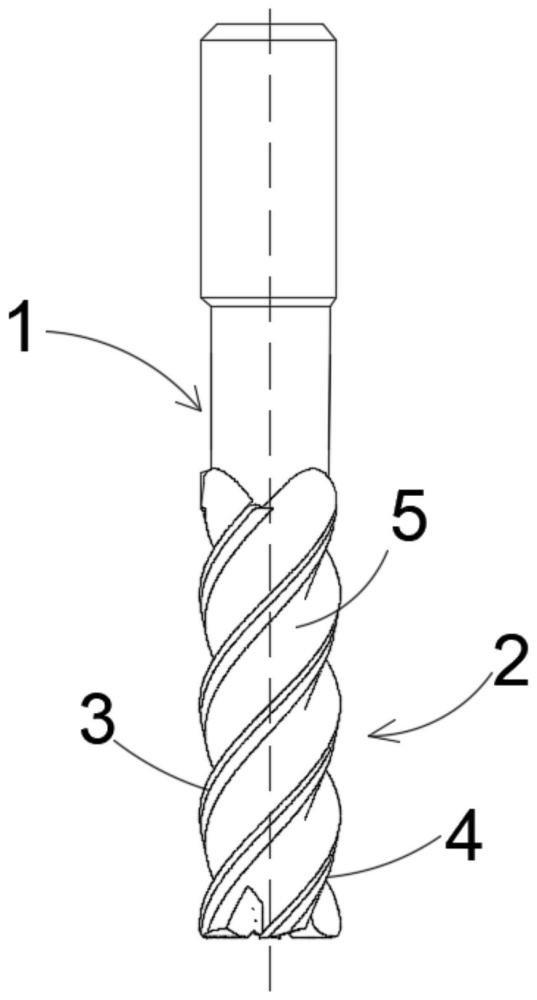
2、为了实现上述目的,本发明采用了如下技术方案:一种高效铣高温合金切削刀具,包括刀具主体;
3、刀头,一体形成于所述刀具主体的一端,所述刀头用于对加工工件进行切割;
4、多个刀刃,螺旋分布于所述刀头上,并从刀头的头端螺旋至刀头的末端;
5、多个后角,形成于每个刀刃处,且每个后角的角度不同;
6、刀槽,开设于相邻两个刀刃之间,且导槽的螺旋角从刀头的头端到末端逐渐变化。
7、作为上述技术方案的进一步描述,每个所述刀刃上分布至少四个后角,多个所述后角相配合,以加工高温合金材料。
8、作为上述技术方案的进一步描述,每个所述刀刃上的后角包括第一后角,第二后角,第三后角以及第四后角;
9、所述第一后角的角度为12°±1°;
10、所述第二后角的角度为20°±2°;
11、所述第三后角的角度为30°±2°;
12、所述第四后角的角度为40°±2°。
13、作为上述技术方案的进一步描述,四个所述刀刃的螺旋角从所述刀头的一端到另一端逐渐变化,具体包括第一刀刃,第二刀刃,第三刀刃以及第四刀刃;
14、所述第一刀刃的前端螺旋角为37°,后端螺旋角为44°;
15、所述第二刀刃的前端螺旋角为38°,后端螺旋角为45°;
16、所述第二刀刃的前端螺旋角为39°,后端螺旋角为46°;
17、所述第二刀刃的前端螺旋角为40°,后端螺旋角为47°。
18、作为上述技术方案的进一步描述,所述刀具主体为多段式结构,所述刀头部分的长度为30±0.5,刀身部分的长度为45±0.5;
19、所述刀头与刀身部分为阶梯过渡,所述刀头与所述刀身的直径差为0.5±0.05。
20、作为上述技术方案的进一步描述,所述刀头中包括至少包括四个所述刀槽,每个刀槽对应一种槽宽。
21、作为上述技术方案的进一步描述,四个所述刀槽对应的螺旋角分别为95°,85°,88°以及92°。
22、作为上述技术方案的进一步描述,所述刀头的头端为渐变螺距。
23、作为上述技术方案的进一步描述,至少所述刀头部分采用高温合金,所述高温合金硬度为220hb,耐高温温度为980℃。
24、本发明具有如下有益效果:
25、1、本发明通过每个刀刃具有四个逐渐增大的刀刃后角,既能够对加工的高温合金提供较大的切削力,同时也能够利用较大的刀刃后角,减少在加工过程中容易产生的划痕以及毛刺的出现,提高加工表面的光洁度和精度,同时每个刀槽的槽宽不同,可以更快速的将加工过程中产生的金属碎屑排出,以防止积屑瘤的产生,减少对于加工工件的切削质量造成的影响,同时也能够尽量减少人工对于刀具的清理,节省人工。
技术特征:
1.一种高效铣高温合金切削刀具,其特征在于:包括刀具主体;
2.根据权利要求1所述的一种高效铣高温合金切削刀具,其特征在于:每个所述刀刃上分布至少四个后角,多个所述后角相配合,以加工高温合金材料。
3.根据权利要求2所述的一种高效铣高温合金切削刀具,其特征在于:每个所述刀刃上的后角包括第一后角,第二后角,第三后角以及第四后角;
4.根据权利要求1所述的一种高效铣高温合金切削刀具,其特征在于:四个所述刀刃的螺旋角从所述刀头的一端到另一端逐渐变化,具体包括第一刀刃,第二刀刃,第三刀刃以及第四刀刃;
5.根据权利要求1所述的一种高效铣高温合金切削刀具,其特征在于:所述刀具主体为多段式结构,所述刀头部分的长度为30±0.5,刀身部分的长度为45±0.5;
6.根据权利要求1所述的一种高效铣高温合金切削刀具,其特征在于:所述刀头中包括至少包括四个所述刀槽,每个刀槽对应一种槽宽。
7.根据权利要求1所述的一种高效铣高温合金切削刀具,其特征在于:四个所述刀槽对应的螺旋角分别为95°,85°,88°以及92°。
8.根据权利要求1所述的一种高效铣高温合金切削刀具,其特征在于:所述刀头的头端为渐变螺距。
9.根据权利要求1所述的一种高效铣高温合金切削刀具,其特征在于:至少所述刀头部分采用高温合金,所述高温合金硬度为220hb,耐高温温度为980℃。
技术总结
本发明公开了一种高效铣高温合金切削刀具,包括刀具主体;刀头一体形成于刀具主体的一端,多个刀刃螺旋分布于刀头上,并从刀头的头端螺旋至刀头的末端;多个后角形成于每个刀刃处,且每个后角的角度不同;刀槽开设于相邻两个刀刃之间,且导槽的螺旋角从刀头的头端到末端逐渐变化。本发明每个刀刃具有四个逐渐增大的刀刃后角,既能够对加工的高温合金提供较大的切削力,减少在加工过程中容易产生的划痕以及毛刺的出现,提高加工表面的光洁度和精度,同时每个刀槽的槽宽不同,可以更快速的将加工过程中产生的金属碎屑排出,以防止积屑瘤的产生,减少对于加工工件的切削质量造成的影响,同时也能够尽量减少人工对于刀具的清理,节省人工。
技术研发人员:贡小飞,向常洪,路守义,周亮
受保护的技术使用者:速豹精密切削技术(苏州)股份有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!