一种箱梁钢筋笼自动焊接的胎架及预制方法与流程
本发明属于钢筋笼自动化生产,具体涉及一种箱梁钢筋笼自动焊接的胎架及预制方法。
背景技术:
1、箱梁是桥梁工程常用的一种结构形式,其截面包括顶板,腹板,底板,翼缘板以及空腔。随着我国交通建设事业的蓬勃发展,箱梁预制技术在不断创新中得到长足进步。传统的箱梁钢筋一般在胎架上进行人工绑扎,由于箱梁形状限制,机械设备难以伸入钢筋笼内部进行操作,且人工参与过多,自动化程度低,胎具绑扎效率低。
2、因此,需要提供一种针对上述现有技术不足的改进技术方案。
技术实现思路
1、本发明的目的是克服上述现有技术中的不足,本发明提供了一种箱梁钢筋笼自动焊接的胎架及预制方法。
2、为了实现上述目的,本发明提供如下技术方案:
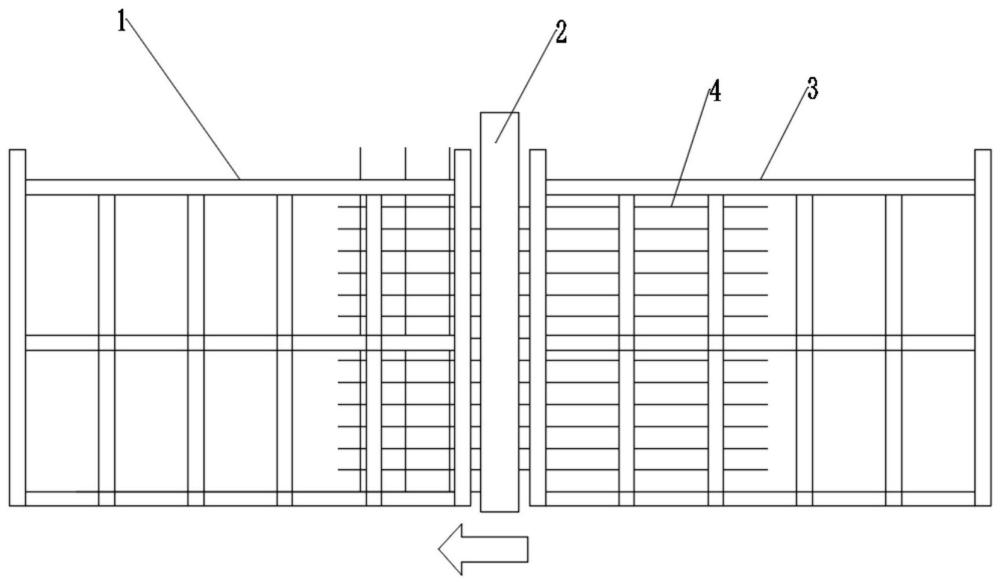
3、一种箱梁钢筋笼自动焊接的胎架,包括:
4、组拼胎架,所述组拼胎架具有对应箱梁钢筋笼腹板的装配架和对应箱梁钢筋笼底板的底面;
5、预装胎架,所述预装胎架设置在所述组拼胎架的其中一端,具有对应箱梁钢筋笼外侧纵筋的支撑工位;
6、焊接架,所述焊接架为对应箱梁钢筋笼外侧纵筋的u形结构,在所述焊接架上设有对应所述纵筋的焊接头,以将放置于纵筋的钢筋骨架进行焊接;
7、所述焊接架位于所述组拼胎架和所述预装胎架之间,驱动箱梁钢筋笼外侧纵筋经由所述焊接架移动至所述组拼胎架,以依次对钢筋骨架进行焊接。
8、优选的,多个所述焊接头分别与多个箱梁钢筋笼外侧纵筋一一对应;
9、或者预装胎架上设有对应箱梁钢筋笼外侧轮廓的焊接轨道,所述焊接头沿焊接轨道滑动装配。
10、优选的,所述组拼支架上设有伸缩支架,多个所述伸缩支架阵列分布在所述装配架上,所述伸缩支架沿垂直于所述装配架的方向滑动装配,以穿过箱梁钢筋笼腹板对其内侧的纵筋进行支撑。
11、优选的,所述伸缩支架装配于所述装配杆对应所述组拼胎架长度方向的其中一侧。
12、优选的,同一所述装配杆上的多个所述伸缩支架对应铰接在同一滑杆上,所述滑杆沿所述装配杆的长度方向滑动装配,在所述装配杆的两端设有对应所述滑杆的驱动杆;
13、同一所述装配杆上的多个所述伸缩支架远离箱梁钢筋笼的一端固定连接在同一连杆上。
14、一种箱梁钢筋笼自动焊接的预制方法,通过上述任一胎架进行预制,包括以下步骤:
15、步骤s1,在预制胎架上放置对应箱梁钢筋笼腹板和底板外侧的纵筋,纵筋前端放置在焊接架上;
16、步骤s2,在焊接架上放置对应箱梁钢筋笼腹板和底板的钢筋骨架,使钢筋骨架的外侧钢筋贴紧焊接架上的纵筋,通过焊接头对纵筋和钢筋骨架进行焊接;
17、步骤s3,将对应箱梁钢筋笼腹板和底板外侧的纵筋向组拼胎架移动一定距离,放置下一钢筋骨架并进行焊接,重复进行多个钢筋骨架的焊接,使对应箱梁钢筋笼腹板和底板外侧的纵筋完全置于组拼胎架内;
18、步骤s4,在钢筋骨架内侧放置对应箱梁钢筋笼腹板和底板内侧的纵筋,并将内侧的纵筋与钢筋骨架进行固定形成钢筋笼;
19、步骤s5,将钢筋笼吊运至下一工序。
20、优选的,所述组拼支架上设有对应钢筋笼腹板的伸缩支架,在步骤s4中,伸缩支架向内穿过钢筋笼腹板,并在钢筋笼腹板的内侧以对内侧纵筋进行支撑;
21、在内侧纵筋与钢筋骨架固定连接之后缩回装配架外侧。
22、优选的,所述钢筋骨架包括呈u形分布的腹板箍筋和底板箍筋,所述腹板箍筋和底板箍筋的交叉处固定连接,通过吊架进行钢筋骨架吊运,在所述焊接架的上方设有对应吊架的定位工位。
23、优选的,步骤s3中,在组拼支架远离焊接架的一端设有多个卷扬机,多个卷扬机通过钢缆对应牵引在纵筋上。
24、有益效果:设置组拼胎架、预装胎架和焊接架,预装胎架对腹板和底板外侧对应的纵筋进行定位,纵筋通过焊接架过程中进行钢筋骨架放置,并通过焊接架对纵筋和钢筋骨架进行焊接,实现自动化生产;
25、在组拼胎架上设有伸缩支架,伸缩支架可以穿过钢筋笼腹板并进行伸缩,在伸入钢筋笼腹板内侧后,可以对内侧的纵筋进行支撑,以此实现内侧纵筋的固定。
技术特征:
1.一种箱梁钢筋笼自动焊接的胎架,其特征在于,包括:
2.根据权利要求1所述的箱梁钢筋笼自动焊接的胎架,其特征在于,多个所述焊接头分别与多个箱梁钢筋笼外侧纵筋一一对应;
3.根据权利要求1所述的箱梁钢筋笼自动焊接的胎架,其特征在于,所述组拼支架上设有伸缩支架,多个所述伸缩支架阵列分布在所述装配架上,所述伸缩支架沿垂直于所述装配架的方向滑动装配,以穿过箱梁钢筋笼腹板对其内侧的纵筋进行支撑。
4.根据权利要求3所述的箱梁钢筋笼自动焊接的胎架,其特征在于,所述伸缩支架装配于所述装配杆对应所述组拼胎架长度方向的其中一侧。
5.根据权利要求4所述的箱梁钢筋笼自动焊接的胎架,其特征在于,同一所述装配杆上的多个所述伸缩支架对应铰接在同一滑杆上,所述滑杆沿所述装配杆的长度方向滑动装配,在所述装配杆的两端设有对应所述滑杆的驱动杆;
6.一种箱梁钢筋笼自动焊接的预制方法,通过权利要求1-5任一所述的胎架进行预制,其特征在于,包括以下步骤:
7.根据权利要求6所述的箱梁钢筋笼自动焊接的预制方法,其特征在于,
8.根据权利要求6所述的箱梁钢筋笼自动焊接的预制方法,其特征在于,所述钢筋骨架包括呈u形分布的腹板箍筋和底板箍筋,所述腹板箍筋和底板箍筋的交叉处固定连接,通过吊架进行钢筋骨架吊运,在所述焊接架的上方设有对应吊架的定位工位。
9.根据权利要求6所述的箱梁钢筋笼自动焊接的预制方法,其特征在于,步骤s3中,在组拼支架远离焊接架的一端设有多个卷扬机,多个卷扬机通过钢缆对应牵引在纵筋上。
技术总结
本发明提供一种箱梁钢筋笼自动焊接的胎架及预制方法,包括:组拼胎架,组拼胎架具有对应箱梁钢筋笼腹板的装配架和对应箱梁钢筋笼底板的底面;预装胎架,预装胎架设置在组拼胎架的其中一端,具有对应箱梁钢筋笼外侧纵筋的支撑工位;焊接架,焊接架为对应箱梁钢筋笼外侧纵筋的U形结构,在焊接架上设有对应纵筋的焊接头,以将放置于纵筋的钢筋骨架进行焊接;焊接架位于组拼胎架和预装胎架之间,驱动箱梁钢筋笼外侧纵筋经由焊接架移动至组拼胎架,以依次对钢筋骨架进行焊接。预装胎架对腹板和底板外侧对应的纵筋进行定位,纵筋通过焊接架过程中进行钢筋骨架放置,并通过焊接架对纵筋和钢筋骨架进行焊接,实现自动化生产。
技术研发人员:梁超,丁仕洪,付立宏,赖世广,汪鹏
受保护的技术使用者:中铁四局集团有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!