一种横伸挂车车架组焊装置的制作方法
本发明涉及车架焊接,尤其是一种横伸挂车车架组焊装置。
背景技术:
1、横伸挂车由前车架总成、后车架总成两段组合焊接而成,由于其尺寸较大、结构较为特殊,导致其焊接过程较为复杂,且焊接尺寸精度难以保证,目前常规焊接组装方式是采用桁架或者大型吊车起吊之后再采用人工焊接,能耗较高,并且在焊接过程中,操作人员来回从车架底部穿过,车架一旦意外跌落,将发生重大的安全生产事故。
技术实现思路
1、针对上述技术问题,本发明提出了一种横伸挂车车架组焊装置,该组焊装置能够对挂车车架进行有效的支撑定位,并预留有足够的操作空间,能够大大降低焊接难度的同时保证焊接进度。
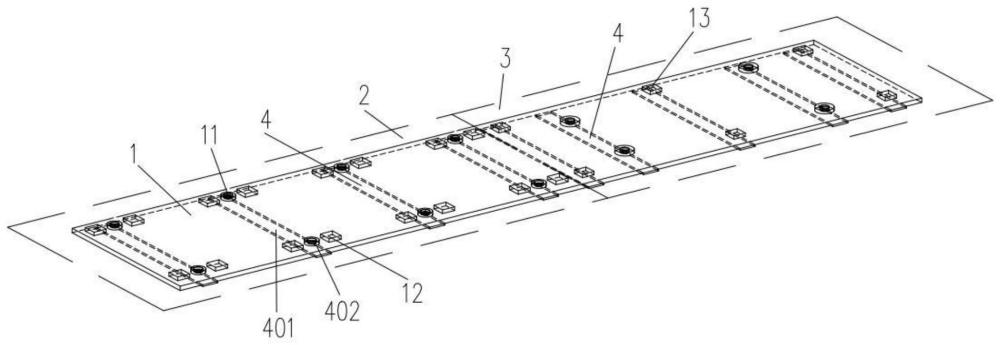
2、一种横伸挂车车架组焊装置,包括底板,所述底板左侧为后车架总成定位区,右侧为前车架总成定位区,所述后车架总成定位区和所述前车架总成定位区内并列设有多组定位座总成,所述定位座总成与定位轴一配合对所述后车架总成的套筒进行定位后进行粗加工,与定位轴二配合对所述后车架总成的套筒进行定位后进行精加工,所述前车架总成定位区内设有定位柱一和定位柱二,所述定位座总成和所述定位柱一与长轴配合对所述前车架总成的上底座进行定位,所述定位座总成和所述定位柱二与工艺焊块配合对所述前车架总成的后半段底面进行辅助定位。
3、作为上述技术方案的优选,所述定位座总成包括板条,所述板条上方固定有两个法兰盘,所述法兰盘中心设有定位槽,两个所述法兰盘的位置和间距根据后车架总成和前车架总成的孔位确定。
4、作为上述技术方案的优选,在所述后车架总成定位区内,所述底板上位于所述法兰盘的左右两侧对称安装有垫板一;在所述前车架总成定位区内,还安装有多组垫板二,所述垫板二通过板条进行增高。
5、作为上述技术方案的优选,所述定位轴一、定位轴二、定位柱一、定位柱二及长轴均为中空轴且外立面为阶梯型。
6、作为上述技术方案的优选,所述定位轴一的内立面也为阶梯型,用于定位长轴。
7、本发明的有益效果在于:
8、1、能够对挂车车架进行有效的支撑定位,并预留有足够的操作空间,能够大大降低焊接难度的同时保证焊接进度。
9、2、焊接过程中无需一直对车架进行悬吊作业,通过本组焊装置定位支撑后,在地面即可进行焊接作业,大大降低车架组装时安全事故发生的概率。
技术特征:
1.一种横伸挂车车架组焊装置,其特征在于:包括底板,所述底板左侧为后车架总成定位区,右侧为前车架总成定位区,所述后车架总成定位区和所述前车架总成定位区内并列设有多组定位座总成,所述定位座总成与定位轴一配合对所述后车架总成的套筒进行定位后进行粗加工,与定位轴二配合对所述后车架总成的套筒进行定位后进行精加工,所述前车架总成定位区内设有定位柱一和定位柱二,所述定位座总成和所述定位柱一与长轴配合对所述前车架总成的上底座进行定位,所述定位座总成和所述定位柱二与工艺焊块配合对所述前车架总成的后半段底面进行辅助定位。
2.根据权利要求1所述的横伸挂车车架组焊装置,其特征在于:所述定位座总成包括板条,所述板条上方固定有两个法兰盘,所述法兰盘中心设有定位槽,两个所述法兰盘的位置和间距根据后车架总成和前车架总成的孔位确定。
3.根据权利要求2所述的横伸挂车车架组焊装置,其特征在于:在所述后车架总成定位区内,所述底板上位于所述法兰盘的左右两侧对称安装有垫板一;在所述前车架总成定位区内,还安装有多组垫板二,所述垫板二通过板条进行增高。
4.根据权利要求1所述的横伸挂车车架组焊装置,其特征在于:所述定位轴一、定位轴二、定位柱一、定位柱二及长轴均为中空轴且外立面为阶梯型。
5.根据权利要求3所述的横伸挂车车架组焊装置,其特征在于:所述定位轴一的内立面也为阶梯型,用于定位长轴。
技术总结
本发明公开了一种横伸挂车车架组焊装置,包括底板,底板左侧为后车架总成定位区,右侧为前车架总成定位区,后车架总成定位区和前车架总成定位区内并列设有多组定位座总成,定位座总成与定位轴一配合对后车架总成的套筒进行定位后进行粗加工,与定位轴二配合对后车架总成的套筒进行定位后进行精加工,前车架总成定位区内设有定位柱一和定位柱二,定位座总成和定位柱一与长轴配合对前车架总成的上底座进行定位,定位座总成和定位柱二与工艺焊块配合对前车架总成的后半段底面进行辅助定位。该组焊装置能够对挂车车架进行有效的支撑定位,并预留有足够的操作空间,能够大大降低焊接难度的同时保证焊接进度。
技术研发人员:万海
受保护的技术使用者:湖北三江航天万山特种车辆有限公司
技术研发日:
技术公布日:2024/3/5
- 还没有人留言评论。精彩留言会获得点赞!