一种用于U型排水槽钢筋笼的成型装置的制作方法
本发明属于钢筋笼成型设备,具体涉及一种用于u型排水槽钢筋笼的成型装置。
背景技术:
1、u型排水槽为新型的城市道路路面排水设施,具有排水迅速、维护便利、铺装高效等特点。因u型排水槽为混凝土预制件,都是提前生产好再转运至现场进行铺装。生产时,需要用多个钢筋焊接并弯制成轴向端面为u型的钢筋笼,再将钢筋笼放入模具内浇筑混凝土成型。
2、钢筋笼现有的制作方式为:工人先将多根钢筋利用折弯机弯制成u型,并放在手工台架上使钢筋的两端自由下垂,然后将其他的直钢筋以横向布置的方式间隔焊接在u型钢筋的内侧壁,工人再对钢筋交接处(即焊点)焊接。至此,纵横交错的钢筋笼就完成了。
3、这种操作方式被广泛采用,但是人工焊接的方式非常落后,有众多的焊点需要一一焊接,焊接的位置、角度都有一定的制约,工人需要调整身姿作业,非常不便。另外,现有最熟练的工人焊制一个钢筋笼所用的时间最短为20min,即每小时最多才能生产三个钢筋笼,而且还需要多名工人协同操作,每月最多可以生产30节成品的u型排水槽,若想提高工作效率,只能通过增加人工数量来实现,已严重影响了工作效率。工人的熟练程度、人为失误也都会影响钢筋笼的质量。
4、为了提高工作效率,降低人工成本,也尝试过利用压制的方式来加工,但是压制过程中钢筋笼会与模具之间产生硬摩擦接触,钢筋笼上人工焊接的焊点会崩断,坏件率太高。因此,目前都是采用人工折弯后再人工焊接的方式来制作钢筋笼。
技术实现思路
1、本发明的目的在于提供一种用于u型排水槽钢筋笼的成型装置,以解决上述背景技术中提出的问题,从而实现工作效率质的提升和人工成本质的降低。
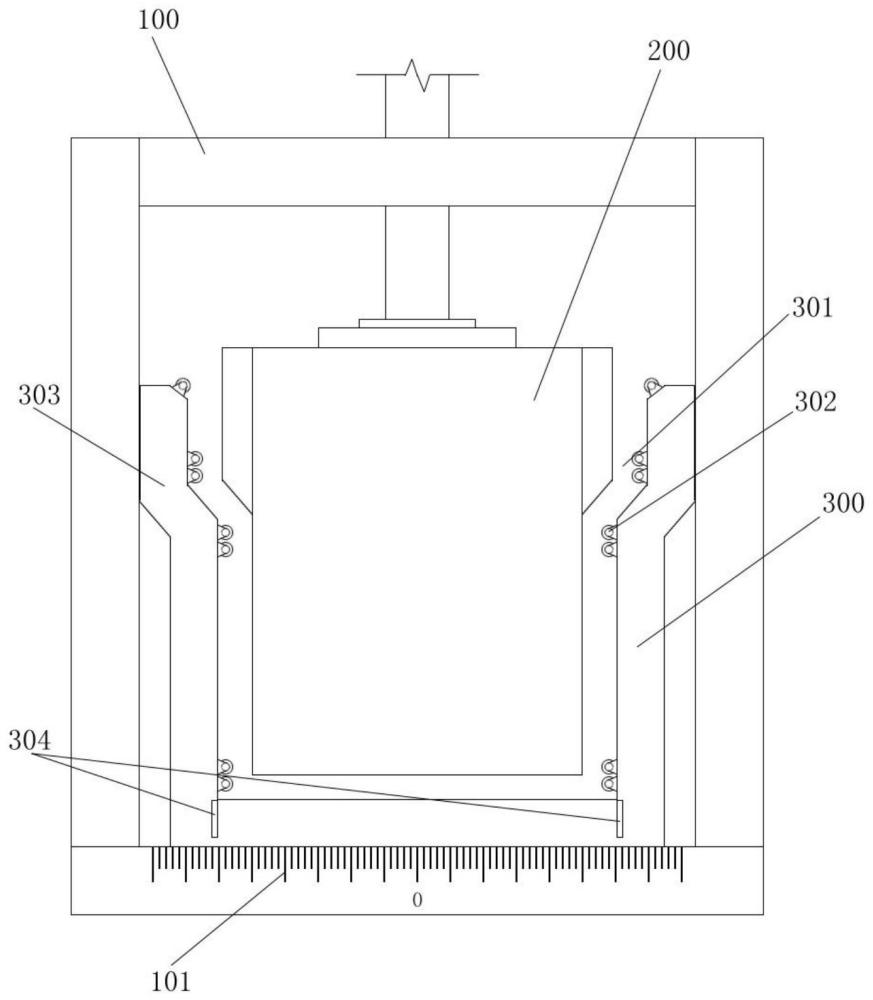
2、为实现上述目的,本发明一种用于u型排水槽钢筋笼的成型装置,采用的技术方案为:包括固设有驱动部件一的支撑框架,所述支撑框架上设有轴向端面呈u型的下模具,以及位于所述下模具上方并与其内腔适配的上模具,所述驱动部件一的驱动端带动所述上模具朝向所述下模具方向移动或远离所述下模具方向移动;
3、所述下模具的u型两侧内壁上设有若干贯穿其轴向方向的转动部件,所述转动部件与所述上模具两侧外壁之间留有用于容置钢筋网片的间隙;
4、钢筋网片座放在所述下模具的顶面受到所述上模具自上向下方向的压制,并与所述转动部件滚动摩擦从而压制成u型钢筋笼。
5、作为本发明的进一步技术方案,所述转动部件为若干个首尾同轴对应的转轴或转辊。
6、作为本发明的进一步技术方案,所述转动部件为贯穿所述下模具轴向方向的转轴或转辊,所述转轴的外部转动套接若干节首尾对应的套管。
7、作为本发明的进一步技术方案,所述下模具包括呈镜像对称的左半模和右半模,所述左半模和所述右半模的底边分别设有若干呈交错对应且相互啮合的对接齿,所述左半模和所述右半模的底端分别通过丝套与双向丝杆相互丝接,所述双向丝杆的一端与驱动部件二的驱动端传动连接,以带动所述左半模和所述右半模做对向靠拢或反向分离的同步运动。
8、作为本发明的进一步技术方案,所述下模具的顶端两侧边分别设有向外横向扩张的延伸部,所述上模具的两侧边设有与所述延伸部适配的凸出模块,且所述延伸部和所述凸出模块之间留有用于容置钢筋网片的间隙;所述延伸部的内侧壁上设有所述转动部件。
9、作为本发明的进一步技术方案,所述支撑框架上设有与所述下模具端面方向一致的刻度线,所述左半模和所述右半模上分别设有靠近所述刻度线的标示板。
10、作为本发明的进一步技术方案,所述上模具包括与驱动部件一的驱动端连接的基础模块,所述基础模块轴向方向的两侧边分别对称设有若干辅助模块,所述辅助模块和所述基础模块上分别设有同轴对应的固定孔,且通过紧固件实现所述辅助模块和所述基础模块的贴合固定。
11、作为本发明的进一步技术方案,每相邻的所述辅助模块之间分别通过卡位机构实现贴合卡位。
12、作为本发明的进一步技术方案,所述卡位机构包括设置在所述辅助模块朝向所述基础模块方向一侧的凸出部,以及设置在所述辅助模块远离所述基础模块方向一侧的凹陷部,所述凸出部和所述凹陷部相互对应插接。
13、作为本发明的进一步技术方案,所述凸出部和所述凹陷部均呈柱状、块状或倒l型状结构。
14、由于采用了上述技术方案,本发明产生的主要有益效果如下:
15、第一,钢筋笼压制时不会发生焊点崩断。
16、主要原因就在于设置了转动部件,当钢筋网片被压制时其外侧面会与转动部件接触发生摩擦,而转动部件会以其轴向方向旋转,从而大幅度降低了摩擦力,即由硬摩擦转为转动摩擦,钢筋网片所受到的压力非常小,所以钢筋笼能够实现压制成型的目的。
17、第二,工作效率得到质的飞跃。
18、传统的作业方式为工人折弯每根钢筋后再对每根钢筋的焊点进行焊接,每个钢筋笼上的焊点多达240个(以长2米、宽0.4米、高0.45米的钢筋笼为例),单个钢筋笼所要时间最快为20分钟。而现在的作业方式为先利用激光焊接设备将纵、横摆齐的钢筋进行自动焊接,以此形成平面状态的钢筋网片,然后再将钢筋网片放在下模具的顶面进行压制,压制过程用时约30秒,总用时约6分钟,这样就实现了激光焊接纵横钢筋网片再压制成钢筋笼的全程自动化机械作业的方式,机械化水平高,工作效率得到质的飞跃,节省了非常可观的人工成本。
19、第三,能够压制不同尺寸规格的钢筋笼。
20、钢筋笼的规格并不相同,传统的生产方式需要不同的加工设备,折弯时也需要调整设备参数,焊接的模具支架也需要调整或更换。而现在通过下模具的变形就能实现u型端面尺寸的调整,这种调整而且还是毫米级的,也就是说,能够实现任意尺寸的变化,一台设备就能满足以往不同设备的加工所需,成本得到大幅度降低。
21、除了上述有益效果之外,自动化机械加工的方式还能保证钢筋笼质量的统一和尺寸的精准,坏件率低,有益效果非常显著。
技术特征:
1.一种用于u型排水槽钢筋笼的成型装置,包括固设有驱动部件一(400)的支撑框架(100),所述支撑框架(100)上设有轴向端面呈u型的下模具(300),以及位于所述下模具(300)上方并与其内腔适配的上模具(200),所述驱动部件一(400)的驱动端带动所述上模具(200)朝向所述下模具(300)方向移动或远离所述下模具(300)方向移动;
2.根据权利要求1所述的成型装置,其特征在于:所述转动部件(302)为若干个首尾同轴对应的转轴或转辊。
3.根据权利要求1所述的成型装置,其特征在于:所述转动部件(302)为贯穿所述下模具(300)轴向方向的转轴或转辊,所述转轴的外部转动套接若干节首尾对应的套管。
4.根据权利要求2或3所述的成型装置,其特征在于:所述下模具(300)包括呈镜像对称的左半模(310)和右半模(320),所述左半模(310)和所述右半模(320)的底边分别设有若干呈交错对应且相互啮合的对接齿(330),所述左半模(310)和所述右半模(320)的底端分别通过丝套(350)与双向丝杆(340)相互丝接,所述双向丝杆(340)的一端与驱动部件二(360)的驱动端传动连接,以带动所述左半模(310)和所述右半模(320)做对向靠拢或反向分离的同步运动。
5.根据权利要求4所述的成型装置,其特征在于:所述下模具(300)的顶端两侧边分别设有向外横向扩张的延伸部(303),所述上模具(200)的两侧边设有与所述延伸部(303)适配的凸出模块(203),且所述延伸部(303)和所述凸出模块(203)之间留有用于容置钢筋网片(5)的间隙;所述延伸部(303)的内侧壁上设有所述转动部件(302)。
6.根据权利要求4所述的成型装置,其特征在于:所述支撑框架(100)上设有与所述下模具(300)端面方向一致的刻度线(101),所述左半模(310)和所述右半模(320)上分别设有靠近所述刻度线(101)的标示板(304)。
7.根据权利要求2、3或5所述的成型装置,其特征在于:所述上模具(200)包括与驱动部件一(400)的驱动端连接的基础模块(201),所述基础模块(201)轴向方向的两侧边分别对称设有若干辅助模块(202),所述辅助模块(202)和所述基础模块(201)上分别设有同轴对应的固定孔(205),且通过紧固件(204)实现所述辅助模块(202)和所述基础模块(201)的贴合固定。
8.根据权利要求7所述的成型装置,其特征在于:每相邻的所述辅助模块(202)之间分别通过卡位机构实现贴合卡位。
9.根据权利要求8所述的成型装置,其特征在于:所述卡位机构包括设置在所述辅助模块(202)朝向所述基础模块(201)方向一侧的凸出部(206),以及设置在所述辅助模块(202)远离所述基础模块(201)方向一侧的凹陷部(207),所述凸出部(206)和所述凹陷部(207)相互对应插接。
10.根据权利要求9所述的成型装置,其特征在于:所述凸出部(206)和所述凹陷部(207)均呈柱状、块状或倒l型状结构。
技术总结
本发明公开了一种用于U型排水槽钢筋笼的成型装置,包括固设有驱动部件一的支撑框架,支撑框架上设有轴向端面呈U型的下模具,以及上模具;下模具的U型两侧内壁上设有转动部件,转动部件与上模具两侧外壁之间留有间隙;钢筋网片座放在下模具的顶面受到上模具的压制,并与转动部件滚动摩擦从而压制成U型钢筋笼。本发明产生的主要有益效果为钢筋笼压制时不会发生焊点崩断,工作效率得到质的飞跃,能够压制不同尺寸规格的钢筋笼。除了上述有益效果之外,自动化机械加工的方式还能保证钢筋笼质量的统一和尺寸的精准,坏件率低,有益效果非常显著。
技术研发人员:张静,杨锦楠,刘正涛,吴斌,赵建,梁潇,张童,许金飞,高鹏飞,白俊胜,许守磊
受保护的技术使用者:临沂市政集团有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!