一种拆片式大截面榫头式标准节的组焊工装及制作工艺的制作方法
本发明涉及一种组焊工装及制作工艺,尤其是涉及一种拆片式大截面榫头式标准节的组焊工装及制作工艺,该工装、工艺通过采用不同定位结构模块可完成不同尺寸类似结构标准节单支、单片、整体成型制作。
背景技术:
1、标准节是电力抱杆设备中不可或缺的一个关键部件,各种形式的标准节虽然存在不同的截面及结构形式,但是都要求其具有良好的互换性及相对小的尺寸及形位误差。
2、对于本专利针对的是一种采用结构形式为两片榫头式单片加上各类可拆撑杆的标准节,该类标准节件连接既要求横向销轴连接也需要保证纵向端面承压受力,同时要求两节连接部位雌、雄接头做到互不干涉。这就要求制作过程中对该类标准节的尺寸及形位误差有了更高的要求。
3、根据这些难点,我司本着优化工序、降本提质增效、产品互换性等为着力点设计该工装及工艺流程。该工装及工艺流程解决了该类标准节的制作难题,其设计理念及功能主要分三部分:第一是k型腹杆组装功能,第二是单支组装功能,第三是单片组装功能;工装采用模块化便于在不同尺寸相同结构的标准节上的应用及工装维护保养。
技术实现思路
1、本发明的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理,通用性强,经济可靠,降本提质增效,便于推广流水批量作业整体成型的拆片式大截面榫头式标准节的组焊工装及制作工艺。
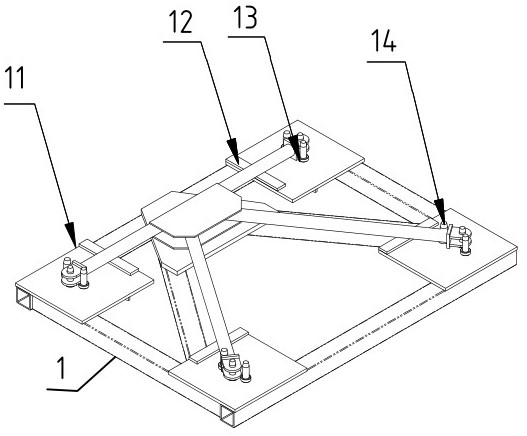
2、本发明解决上述问题所采用的技术方案是:该拆片式大截面榫头式标准节的组焊工装,包括相互连接的k型腹杆组焊工装、标准节单支组焊工装和标准节单片组焊工装,所述k型腹杆组焊工装包括底台、四件等高板、十二件耳板隔套和十二件销轴,标准节单支组焊工装包括标准节单支接头耳板定位工装、标准节单支踏步定位工装和标准节节点板定位工装,标准节单支接头耳板定位工装包括底台二、两件耳板定位支座二、三件垫板、耳板定位支座、两件接头销轴、两件过渡板和顶紧机构一,耳板定位支座二、耳板定位支座与产品接头通过接头销轴相连,过渡板垫在产品接头与耳板定位支座间,通过垫板以及耳板定位支座确定产品主弦杆相对位置;标准节单支踏步定位工装包括接触板、踏步定位基体、踏步定位支座和十一件定位销,接触板、踏步定位支座通过定位销与踏步定位基体连接;标准节节点板定位工装包括四件单孔定位板、四件双孔定位板、三件端面定位板、主体方管、端头定位板,单孔定位板、双孔定位板与产品节点板通过销轴连接,端头定位板与主弦杆端面贴合作为基准;标准节单片组焊工装包括底台三、两件定位支座一、四件定位支座二组、四件定位支座三、两个顶紧机构二,定位支座一、定位支座二、定位支座三均与底台三通过定位销定位、螺钉紧固。
3、作为优选,本发明所述顶紧机构一包括相互连接的螺孔板和螺栓;顶紧机构二包括相互连接的过渡座、螺孔轴和螺栓。
4、作为优选,本发明所述定位支座二包括一件定位支座一、两件钢套和两件销轴;定位支座三包括一件定位支座二、两件定位销、四件螺钉、四件钢套和一件销轴。
5、作为优选,本发明所述标准节单支踏步定位工装倒扣在产品主弦杆侧面上。
6、作为优选,本发明所述踏步定位基体采用镂空结构。
7、作为优选,本发明通过底台孔位及四件等高板厚度制作不同尺寸的k型腹杆。
8、本发明还提供一种拆片式大截面榫头式标准节的制作工艺,其特征在于:具体制作工艺如下:
9、将标准节制作分解为k型腹杆制作、标准节单支制作、标准节单片制作;
10、其中标准节单支制作又分为标准节单支接头耳板定位、标准节单支踏步定位和标准节节点板定位;
11、产品雌、雄接头预先打孔;在标准节单支接头耳板定位工装上以雄接头侧弦杆端面为基准将接头与弦杆相连;
12、以雄接头侧弦杆端面为基准,在标准节单支踏步定位工装完成标准节踏步的定位;
13、在标准节节点板定位工装上,通过销轴对节点板进行定位;
14、标准节单支踏步定位工装、标准节节点板定位工装上定位尺寸大于设计尺寸,为后续加工留有余量;
15、将焊接后冷却的标准节单支转至单片组焊工装上,完成标准节单片的组装焊接;焊接两标准节单支间的节点板和腹杆时,先焊单侧焊缝,下工装后再焊另一侧焊缝以减小焊接变形,提升产品质量;
16、将焊接后冷却的标准节单片转至整体加工,先铣雄接头侧端面,再以雄接头侧端面为基准铣雌接头端面保证总长,在以两侧端面为基准将接头耳板孔位加工到位;
17、通过以上一整套工装及工艺流程,达到批量高效的制作出满足互换性的该类型标准节,实现批量生产。
18、本发明与现有技术相比,具有以下优点和效果:采用该工装可对该类型标准节进行流水批量作业整体成型,1)可提升优化焊接变形;2)固化关键零部件控制,提升产品质量。3)优化场地布置。4)节约成本提升工作效率。适用于批量生产该类型标准节。
技术特征:
1.一种拆片式大截面榫头式标准节的组焊工装,包括相互连接的k型腹杆组焊工装(1)、标准节单支组焊工装(2)和标准节单片组焊工装(3),所述k型腹杆组焊工装(1)包括底台(11)、四件等高板(12)、十二件耳板隔套(13)和十二件销轴(14),标准节单支组焊工装(2)包括标准节单支接头耳板定位工装(21)、标准节单支踏步定位工装(22)和标准节节点板定位工装(23),标准节单支接头耳板定位工装(21)包括底台二(211)、两件耳板定位支座二(212)、三件垫板(213)、耳板定位支座(214)、两件接头销轴(215)、两件过渡板(216)和顶紧机构一(217),耳板定位支座二(212)、耳板定位支座(214)与产品接头通过接头销轴(215)相连,过渡板(216)垫在产品接头与耳板定位支座(214)间,通过垫板(213)以及耳板定位支座(214)确定产品主弦杆相对位置;标准节单支踏步定位工装(22)包括接触板(221)、踏步定位基体(222)、踏步定位支座(223)和十一件定位销(224),接触板(221)、踏步定位支座(223)通过定位销(224)与踏步定位基体(222)连接;标准节节点板定位工装(23)包括四件单孔定位板(231)、四件双孔定位板(232)、三件端面定位板(233)、主体方管(234)和端头定位板(235),单孔定位板(231)、双孔定位板(232)与产品节点板通过销轴连接,端头定位板(235)与主弦杆端面贴合作为基准;标准节单片组焊工装(3)包括底台三(31)、2件定位支座一(32)、4件定位支座二组(33)、4件定位支座三(34)、两个顶紧机构二(35),定位支座一(32)、定位支座二(33)、定位支座三(34)均与底台三(31)通过定位销定位、螺钉紧固。
2.根据权利要求1所述的拆片式大截面榫头式标准节的组焊工装,其特征在于:所述顶紧机构一(217)包括相互连接的螺孔板和螺栓;顶紧机构二(35)包括相互连接的过渡座、螺孔轴和螺栓。
3.根据权利要求1所述的拆片式大截面榫头式标准节的组焊工装,其特征在于:所述定位支座二(33)包括一件定位支座一(32)、两件钢套和两件销轴;定位支座三(34)包括一件定位支座二(33)、两件定位销、四件螺钉、四件钢套和一件销轴。
4.根据权利要求1所述的拆片式大截面榫头式标准节的组焊工装,其特征在于:所述标准节单支踏步定位工装(22)倒扣在产品主弦杆侧面上。
5.根据权利要求1所述的拆片式大截面榫头式标准节的组焊工装,其特征在于:所述踏步定位基体(222)采用镂空结构。
6.根据权利要求1所述的拆片式大截面榫头式标准节的组焊工装,其特征在于:通过底台(11)孔位及四件等高板(12)厚度制作不同尺寸的k型腹杆。
7.一种拆片式大截面榫头式标准节的制作工艺,采用权利要求1-6任意一项所述的拆片式大截面榫头式标准节的组焊工装,其特征在于:具体制作工艺如下:
技术总结
本发明涉及一种拆片式大截面榫头式标准节的组焊工装及制作工艺。本发明包括一套K型腹杆组焊工装、一套标准节单支组焊工装和一套标准节单片组焊工装,K型腹杆组焊工装包括底台、等高板、耳板隔套和销轴,标准节单支组焊工装包括标准节单支接头耳板定位工装、标准节单支踏步定位工装和标准节节点板定位工装,标准节单片组焊工装包括底台三、定位支座一、定位支座二组、定位支座三、顶紧机构二,定位支座一、定位支座二、定位支座三均与底台三通过定位销定位、螺钉紧固。本发明还提供一种操作方便的拆片式大截面榫头式标准节的制作工艺。本发明结构设计合理,通用性强,经济可靠,降本提质增效,便于推广流水批量作业整体成型,满足使用需求。
技术研发人员:严春明,金鹤翔,杨志昆,周立宏,童琦,姚成凯,徐立新,许银萍
受保护的技术使用者:浙江省建设工程机械集团有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!