一种带凸台圆弧框钛合金模锻件的成型方法与流程
本发明属于材料热加工领域,具体涉及一种带凸台圆弧框钛合金模锻件的成型方法。
背景技术:
1、航空航天领域对于高性能和轻量化结构的需求日益增长。大型弧形整体框锻件在飞机机身中承担着连接和支撑结构的重要角色,能够提供足够的强度和刚度,以应对飞行过程中的各种力和震动。此外,大型弧形整体框锻件还能够减少连接点和焊接接头,从而提高整体结构的可靠性和安全性。
2、但现有技术无法整体成型大型弧形整体框锻件,需要通过拼接凸台部分与圆弧段部分实现,连接点和焊接接头在锻件使用过程中存在安全隐患。
技术实现思路
1、发明目的:提供一种带凸台圆弧框钛合金模锻件的成型方法,解决现有锻荒方法锻造火次多、荒形质量差的问题,其锻荒过程简单、满足工艺要求。
2、技术方案
3、本发明提供一种带凸台圆弧框钛合金模锻件的成型方法,包括:
4、将按规格下料的棒材,在自由锻锤上沿长度方向拍扁至板坯,再将板坯纵向方向一端压制整形至规定尺寸;
5、将板坯在电炉中加热后,竖立起放入专用锻荒制坯胎模中,偏心压制外露于专用锻荒制坯胎模的部分,使被偏心压制的部分棒料横向流动形成凸台,得到第一中间坯;
6、将第一中间坯拔长放入专用锻荒制坯胎模的一端至规定尺寸并整体整形,得到第二中间坯;
7、将第二中间坯使用型砧逐步将细杆压制弯曲,得到与最终锻件形状、体积相近的镰刀框的荒形。
8、进一步的,所述方法还包括:
9、把荒形放入终锻模具型腔成型,得到最终成型的带凸台圆弧框钛合金锻件;
10、把最终成型的模锻件放入电炉加热,加热温度为850±10℃,保温时间为150±15min,出炉后散开空冷至室温。
11、进一步的,拍扁整形需分三火次、整形,前两火次将棒料压制板坯,第三火次锻至规定形状及尺寸。
12、进一步的,第一中间坯通过两火次完成胎模锻造。
13、进一步的,将第一中间坯拔长放入专用锻荒制坯胎模的一端至规定尺寸并整体整形,得到第二中间坯,包括:
14、将第一中间坯在2500t快锻机上拔长,并将拔长端端头展宽。
15、第二中间坯通过v型砧进行弯曲得到荒形。
16、进一步的,终锻分多火次进行压制,每火次变形量控制在5%~25%之间;锻造温度为相变点下30-50℃。
17、进一步的,工装及使用工具的预热温度为200℃-300℃。
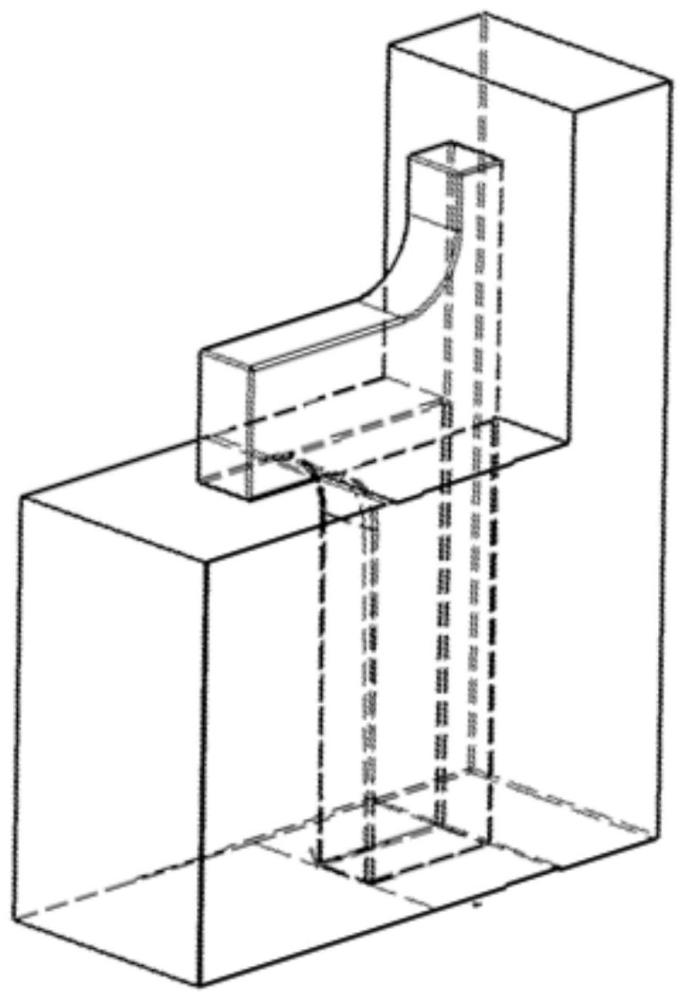
18、进一步的,专用锻荒制坯胎模为一侧边向上伸出靠背的方形模块;方形模块挨着靠背位置开设型腔至底部,型腔用于竖立防止棒料,棒料贴靠靠背。
19、有益效果:
20、通过大型整体带凸台圆弧框钛合金模锻件的成型,有效的解决了该类复杂形状框类锻件的成型方法,该成型方法中,利用专用胎模,及借助v形锤砧弯曲,大大提高了锻件的材料利用率,锻件一体化成型,提高了锻件综合性能,从而提高整体结构的可靠性和安全性。
技术特征:
1.一种带凸台圆弧框钛合金模锻件的成型方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述方法还包括:
3.根据权利要求1所述的方法,其特征在于,拍扁整形需分三火次、整形,前两火次将棒料压制板坯,第三火次锻至规定形状及尺寸。
4.根据权利要求1所述的方法,其特征在于,第一中间坯通过两火次完成胎模锻造。
5.根据权利要求1所述的方法,其特征在于,将第一中间坯拔长放入专用锻荒制坯胎模的一端至规定尺寸并整体整形,得到第二中间坯,包括:
6.根据权利要求1所述的方法,其特征在于,第二中间坯通过v型砧进行弯曲得到荒形。
7.根据权利要求2所述的方法,其特征在于,终锻分多火次进行压制,每火次变形量控制在5%~25%之间;锻造温度为相变点下30-50℃。
8.根据权利要求2所述的方法,其特征在于,工装及使用工具的预热温度为200℃-300℃。
9.根据权利要求1所述的方法,其特征在于,专用锻荒制坯胎模为一侧边向上伸出靠背的方形模块;方形模块挨着靠背位置开设型腔至底部,型腔用于竖立防止棒料,棒料贴靠靠背。
技术总结
本发明属于材料热加工领域,具体涉及一种带凸台圆弧框钛合金模锻件的成型方法。该方法包括:将按规格下料的棒材,在自由锻锤上沿长度方向拍扁至板坯,再将板坯纵向方向一端压制整形至规定尺寸;将板坯在电炉中加热后,竖立起放入专用锻荒制坯胎模中,偏心压制外露于专用锻荒制坯胎模的部分,使被偏心压制的部分棒料横向流动形成凸台,得到第一中间坯;将第一中间坯拔长放入专用锻荒制坯胎模的一端至规定尺寸并整体整形,得到第二中间坯;将第二中间坯使用型砧逐步将细杆压制弯曲,得到与最终锻件形状、体积相近的镰刀框的荒形。
技术研发人员:梁艳,朱帅,张书美,路瑶涵
受保护的技术使用者:陕西宏远航空锻造有限责任公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!