一种水涨模的制作方法
本技术涉及水涨成型模具,具体而言,涉及一种水涨模。
背景技术:
1、水涨成型是指通过模具,以水、乳化液或油等液体作为传力介质,在无摩擦状态下,使空心件或管状配料由内向外扩张的成形方法,被广泛应用于金属管材、保温瓶、水壶以及其他餐具和器皿的加工成形,又称为软模涨形,制造内通管一般采用内高压成形的方式。
2、公告号为cn106670296a中国专利公开的内高压成形模具,该模具中的冲头在被推动入模具型腔两端的开口时,冲头与推动端的刚性连接,使冲头轴心线容易发生倾斜,增大冲头与开口内壁的摩擦,易使模具型腔的开口变大,这导致冲头与开口的密封性能下降,从而降低管材内压力,影响产品成型质量。
技术实现思路
1、本实用新型主要目的是提供一种水涨模,包括但不限于解决现有技术中冲头轴心线容易发生倾斜,导致冲头密封性能下降的技术问题。
2、为解决上述技术问题,本实用新型采用的技术方案是:一种水涨模,包括上模芯、上模板、下模芯、下模板、冲头和推动装置,所述上模芯固定安装在上模板上,所述下模芯固定安装在下模板上,所述上模芯和下模芯之间形成有两端开口的模具型腔,所述推动装置固定安装在下模板上且靠近模具型腔的开口设置,所述冲头连接在推动装置的输出端上,所述推动装置用于推使冲头封堵模具型腔的开口,所述冲头与推动装置之间设有调节组件,所述调节组件用于使所述冲头轴心线与开口轴心线对齐。
3、本实用新型的有益效果为:通过设置推动装置,有效推动冲头将其封堵模具型腔的开口,通过设置调节组件,在冲头进入模具型腔的开口时,将冲头轴心线与开口轴心线自动调整对齐,防止冲头轴心线发生倾斜,减少冲头与开口内壁的摩擦,避免模具型腔的开口变大,提高冲头与模具型腔开口之间的密封性。
4、优选的,所述调节组件包括底板和滑座,所述滑座滑动连接在底板上,所述底板与推动装置的输出端固定连接,所述滑座与冲头固定连接,所述滑座的滑动方向与推动装置输出端的推动方向相互垂直。通过采用上述结构,推动装置的输出端带动底板推出,底板带动滑座上的冲头推入模具型腔开口,同时与推动方向垂直滑动的滑座能自动调节冲头,使冲头与推动装置的输出端柔性连接,保证冲头轴心线与开口轴心线对齐,提高调节组件调节的可靠性。
5、优选的,所述底板上开设有t型滑槽,所述滑座上设有t型滑块,所述t型滑块滑动配合在所述t型滑槽内。通过采用上述结构,使滑座稳定滑动连接在底板上,提高滑座滑动的稳定性。
6、优选的,所述下模芯与下模板之间设有用于定位下模芯的定位部,所述定位部包括开设在下模板上的定位凹槽,所述下模芯上设有定位凸起,所述定位凸起定位配合在所述定位凹槽内。通过采用上述结构,使下模芯准确定位安装到下模板上,提高下模芯的安装效率和定位精度。
7、优选的,所述上模芯和下模芯之间设有用于合模导向的导向部,所述导向部包括多个导向柱和导向套,所述导向柱固定安装在下模芯,所述导向套固定安装在上模芯,所述导向柱能导入配合在导向套内。通过采用上述结构,在合模时,使上模芯准确合模入下模芯上,提高模芯的合模效率和精度。
8、优选的,述上模芯和/或下模芯上设有多个用于排液或气的通孔,所述通孔一端与模具型腔连通,所述通孔另一端与外界连通。通过采用上述结构,方便洒落在模具型腔内的液体排出,利于管材贴合模具型腔的腔壁,提高管材成型效率和质量。
技术特征:
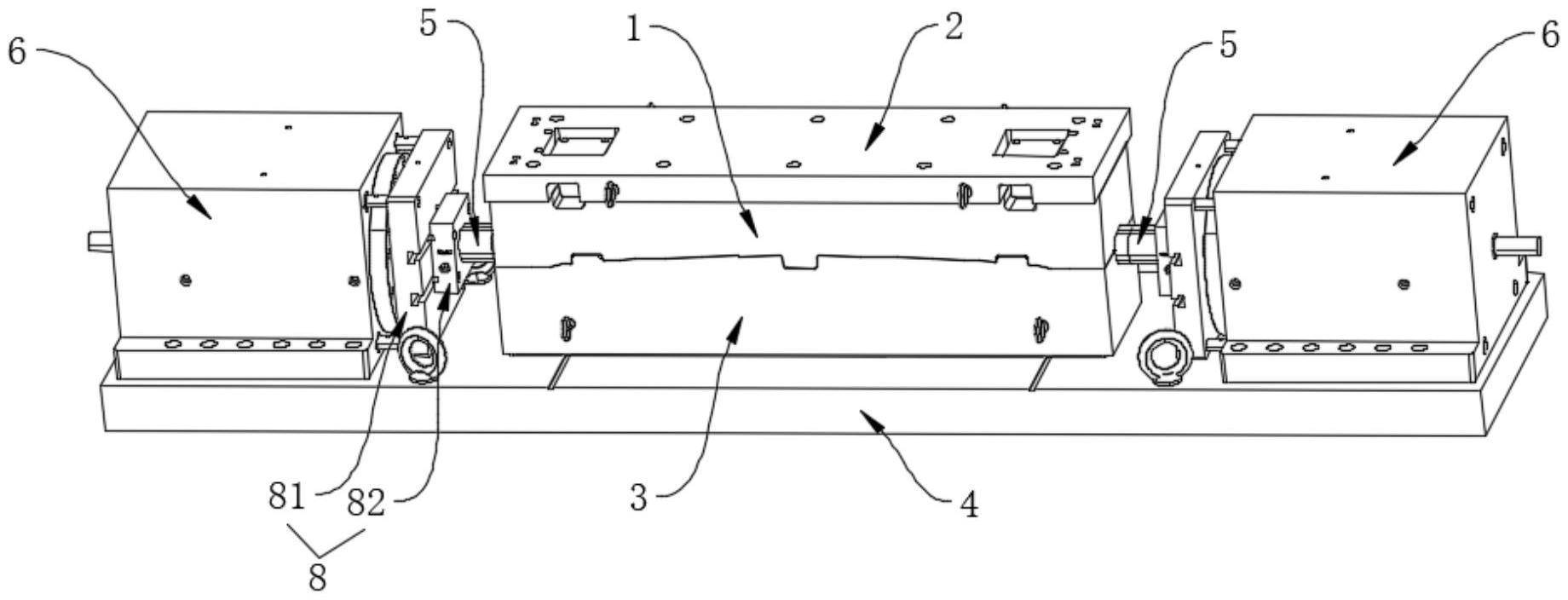
1.一种水涨模,其特征在于,包括上模芯(1)、上模板(2)、下模芯(3)、下模板(4)、冲头(5)和推动装置(6),所述上模芯(1)固定安装在上模板(2)上,所述下模芯(3)固定安装在下模板(4)上,所述上模芯(1)和下模芯(3)之间形成有两端开口的模具型腔(7),所述推动装置(6)固定安装在下模板(4)上且靠近模具型腔(7)的开口设置,所述冲头(5)连接在推动装置(6)的输出端上,所述推动装置(6)用于推使冲头(5)封堵模具型腔(7)的开口,所述冲头(5)与推动装置(6)之间设有调节组件(8),所述调节组件(8)用于使所述冲头(5)轴心线与开口轴心线对齐。
2.根据权利要求1所述的一种水涨模,其特征在于,所述调节组件(8)包括底板(81)和滑座(82),所述滑座(82)滑动连接在底板(81)上,所述底板(81)与推动装置(6)的输出端固定连接,所述滑座(82)与冲头(5)固定连接,所述滑座(82)的滑动方向与推动装置(6)输出端的推动方向相互垂直。
3.根据权利要求2所述的一种水涨模,其特征在于,所述底板(81)上开设有t型滑槽(811),所述滑座(82)上设有t型滑块(821),所述t型滑块(821)滑动配合在所述t型滑槽(811)内。
4.根据权利要求1所述的一种水涨模,其特征在于,所述下模芯(3)与下模板(4)之间设有用于定位下模芯(3)的定位部,所述定位部包括开设在下模板(4)上的定位凹槽(41),所述下模芯(3)上设有定位凸起(31),所述定位凸起(31)定位配合在所述定位凹槽(41)内。
5.根据权利要求1所述的一种水涨模,其特征在于,所述上模芯(1)和下模芯(3)之间设有用于合模导向的导向部,所述导向部包括多个导向柱(32)和导向套(11),所述导向柱(32)固定安装在下模芯(3),所述导向套(11)固定安装在上模芯(1),所述导向柱(32)能导入配合在导向套(11)内。
6.根据权利要求1所述的一种水涨模,其特征在于,所述上模芯(1)和/或下模芯(3)上设有多个用于排液或气的通孔(9),所述通孔(9)一端与模具型腔(7)连通,所述通孔(9)另一端与外界连通。
技术总结
本技术提供了一种水涨模,包括上模芯、上模板、下模芯、下模板、冲头和推动装置,所述上模芯固定安装在上模板上,所述下模芯固定安装在下模板上,所述上模芯和下模芯之间形成有两端开口的模具型腔,所述推动装置固定安装在下模板上且靠近模具型腔的开口设置,所述冲头连接在推动装置的输出端上,所述推动装置用于推使冲头封堵模具型腔的开口,所述冲头与推动装置之间设有调节组件,所述调节组件用于使所述冲头轴心线与开口轴心线对齐。本技术方案的水涨模能防止冲头轴心线发生倾斜,提高冲头与模具型腔开口之间的密封性。
技术研发人员:毛松杰,葛干辉,王天波,吕方
受保护的技术使用者:宁波思明汽车科技股份有限公司
技术研发日:20230214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!