数控机床加工用快速定位工装的制作方法
本技术涉及数控机床,具体涉及数控机床加工用的快速定位工装。
背景技术:
1、在机械铣削加工机床中,三轴(x、y、z坐标轴)联动数控铣床,仍是应用比较广泛的常用加工设备。在三轴数控铣床加工零件前,要对被加工零件进行基准面校正,使工件的基准平面与机床坐标平面校准到一致并固定工件,才能开始加工。由于校正工件是在停机状态下进行,因此会造成停机,停机时间越长,机床的开动时间越短,机床有效产出就越低。
2、在对零件进行基准面校正过程中,目前常用工装方法有如下两种。
3、第一种,如图1所示,被加工零件1首先要通过工装螺丝与工装底板2锁紧在一起,再搬运到机床工作台3上,用压紧螺丝4通过垫块5和压板6压紧工装底板2,进而压紧到工作台3上。锁紧到工作台之前,要对被加工零件进行基准面校正,此校正过程需通过百分表一边校正工件基准面a面,一边锁紧螺丝。锁紧被加工零件后必须保证工件基准面与机床坐标平面一致或达到设定的公差范围内,如未达到公差范围内,则要松开螺丝继续校准,直至校准到一致为止。此工装方式叫“锁板式工装”,对工人技术经验要求高,比较耗时。
4、第二种,如图2所示,随着电磁吸盘技术的成熟,可将电磁吸盘7安装到机床工作台3上,电磁吸盘7用压紧螺丝4通过垫块5和压板6压紧,将被加工零件1放在电磁吸盘7上进行校准工装。当被加工零件基准面校正至与机床坐标轴同一角度时,对电磁吸盘通电,上磁,即可吸紧工件达到满足加工状态,此方法简称“吸盘式工装”。相比传统锁板式工装,吸盘式工装的方法仅仅是对锁紧被加工零件的方式采用磁吸力量,解放工人人工锁紧螺丝的动作,但是,被加工零件在吸盘未导磁之前的调校、校表动作,由于没有辅助定位,仍然比较耗时。
5、本背景技术所公开的上述信息仅仅用于增加对本申请背景技术的理解,因此,其可能包括不构成本领域普通技术人员已知的现有技术。
技术实现思路
1、针对背景技术中指出的问题,本实用新型提出一种数控机床加工用快速定位工装,提高工件定位校准效率,有利于减少停机时间,提高机床有效产出。
2、为实现上述实用新型目的,本实用新型采用下述技术方案予以实现:
3、本申请一些实施例中,提供了一种数控机床加工用快速定位工装,包括:
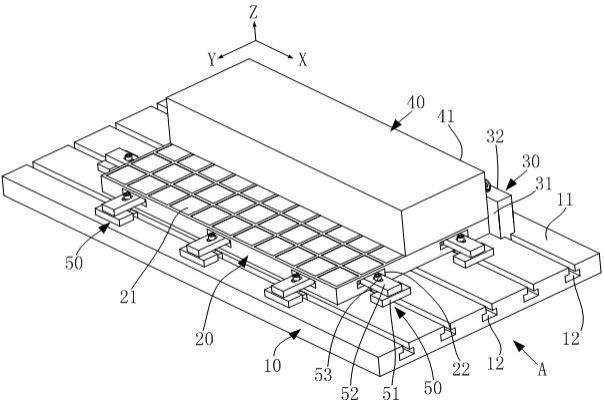
4、机床工作台,其具有工作面;
5、电磁吸盘,其设在所述工作面上,所述电磁吸盘包括导磁面板,所述导磁面板具有吸附面,用于吸持待加工工件,所述待加工工件具有校准基准面;
6、定位部件,其设在所述机床工作台上,所述定位部件具有定位基准面,所述定位基准面用于与所述校准基准面贴合抵靠,以定位所述待加工工件。
7、本申请一些实施例中,所述定位部件可拆卸地设在所述机床工作台上。
8、本申请一些实施例中,所述定位部件包括连接为一体的止挡件和安装件,所述定位基准面位于所述止挡件上,所述安装件与所述机床工作台可拆卸连接。
9、本申请一些实施例中,所述止挡件上竖直穿设有连接件,所述连接件的底端与所述安装件连接为一体。
10、本申请一些实施例中,所述机床工作台上设有t形通槽,所述t形通槽上窄下宽,其槽口向上且贯穿所述工作面,所述t形通槽的至少一端贯穿所述机床工作台的侧面,所述安装件位于所述t形通槽内;
11、本申请一些实施例中,所述连接件可相对所述止挡件沿竖向滑动,所述止挡件与所述连接件之间设有弹性件,当所述安装件在所述t形通槽内滑动装配到位时,所述弹性件对所述连接件施加向上的推力且对所述止挡件施加向下的推力,以使所述安装件的上表面抵靠在所述t形通槽的内壁上,且所述止挡件的底端抵靠在所述工作面上。
12、本申请一些实施例中,所述连接件可相对所述止挡件绕竖直轴线转动,以带动所述安装件转动至锁定位置或解锁位置;
13、在锁定位置时,所述定位部件固定在所述机床工作台上;
14、在解锁位置时,所述定位部件可脱离所述机床工作台。
15、本申请一些实施例中,所述连接件为圆柱形件,所述止挡件上形成有竖向延伸的穿设孔,所述弹性件为套设在所述连接件上的弹簧,所述穿设孔的内壁上形成有用于支撑所述弹簧的凸出部。
16、本申请一些实施例中,所述连接件的底端与所述安装件焊接连接为一体;
17、或者,所述连接件的底端上形成有外螺纹,所述安装件上形成有螺纹孔,所述连接件与所述安装件螺纹连接为一体。
18、本申请一些实施例中,所述止挡件的底端上形成有缩颈部,所述缩颈部嵌入所述t形通槽的上部窄槽内,所述止挡件的底端面与所述工作面贴合抵靠,所述安装件位于所述t形通槽的下部宽槽内。
19、本申请一些实施例中,所述缩颈部底端上形成有导向斜面,所述导向斜面配置为利于其向下插设至所述t形通槽的上部窄槽内。
20、与现有技术相比,本实用新型的优点和积极效果是:
21、本实用新型数控机床加工用快速定位工装,通过在机床工作台上设置定位部件,在定位待加工工件时,使工件的校准基准面与定位部件的定位基准面贴合抵靠,可以提高待加工工件的定位精度和定位效率,在粗加工情况下,可以不再进行校准,直接进入开机状态,提高机床有效产出;如果是精加工工序,可有利于缩短工件校准时间,实现快速定位校准工件,从而有助于减少停机时间,提高机床有效产出。
22、结合附图阅读本实用新型的具体实施方式后,本实用新型的其他特点和优点将变得更加清楚。
技术特征:
1.一种数控机床加工用快速定位工装,其特征在于,包括:
2.根据权利要求1所述的数控机床加工用快速定位工装,其特征在于,
3.根据权利要求2所述的数控机床加工用快速定位工装,其特征在于,
4.根据权利要求3所述的数控机床加工用快速定位工装,其特征在于,
5.根据权利要求4所述的数控机床加工用快速定位工装,其特征在于,
6.根据权利要求5所述的数控机床加工用快速定位工装,其特征在于,
7.根据权利要求5所述的数控机床加工用快速定位工装,其特征在于,
8.根据权利要求4所述的数控机床加工用快速定位工装,其特征在于,
9.根据权利要求5所述的数控机床加工用快速定位工装,其特征在于,
10.根据权利要求9所述的数控机床加工用快速定位工装,其特征在于,
技术总结
本技术公开了一种数控机床加工用快速定位工装,包括机床工作台、电磁吸盘和定位部件,定位部件具有定位基准面,定位基准面用于与待加工工件的校准基准面贴合抵靠,以定位待加工工件。本技术数控机床加工用快速定位工装,通过在机床工作台上设置定位部件,在定位待加工工件时,使工件的校准基准面与定位部件的定位基准面贴合抵靠,可以提高待加工工件的定位精度和定位效率,实现快速定位校准工件,从而有助于减少停机时间,提高机床有效产出。
技术研发人员:陈伙
受保护的技术使用者:广东科龙模具有限公司
技术研发日:20230313
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!