换夹装置的制作方法
本技术涉及机械加工,特别涉及一种换夹装置。
背景技术:
1、现有技术中,我国转台型多工位多主轴类专机上进行换夹,通常借助机外的机器人来实现,其成本高、占地大、增加节拍时间。
技术实现思路
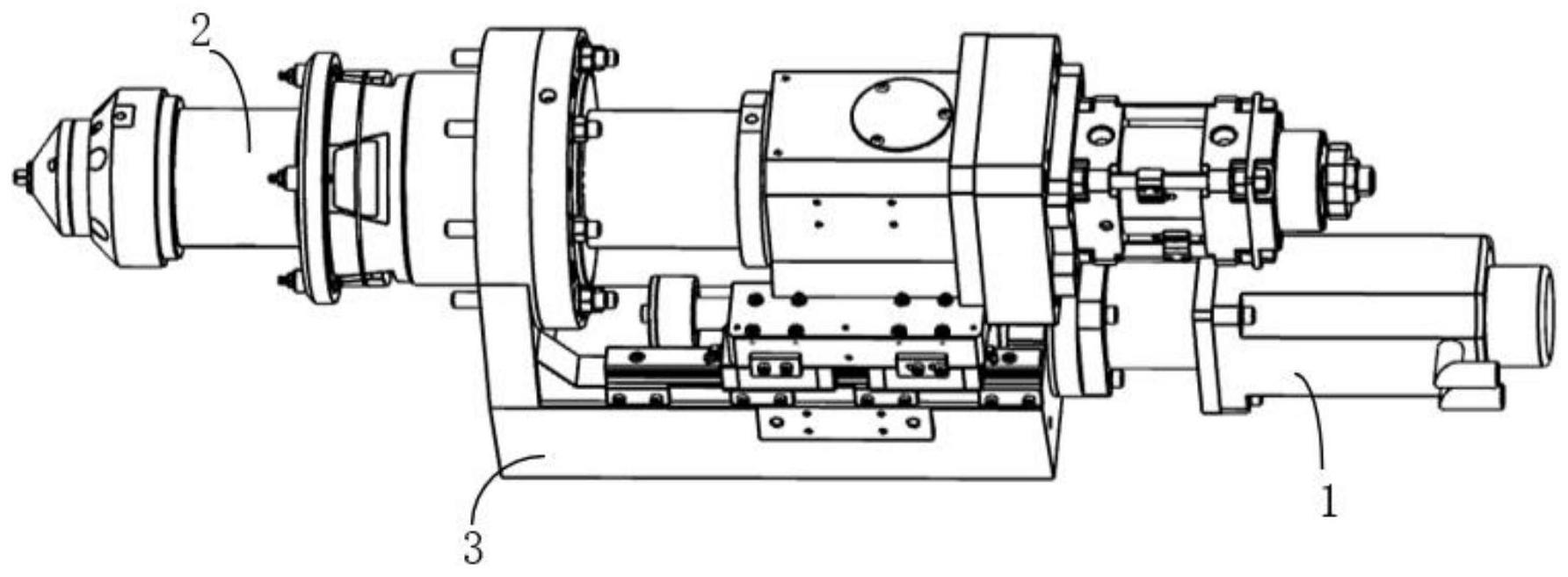
1、根据本实用新型实施例,提供了一种换夹装置,用于将夹具夹取的工件移动至其他夹具内,包含:驱动机构和内撑涨紧机构;
2、内撑涨紧机构伸入工件内孔并与工件相接,内撑涨紧机构拾取工件;
3、驱动机构与内撑涨紧机构相连,驱动内撑涨紧机构移动,以带动内撑涨紧机构拾取工件,并带动工件移至其他夹具夹取位置。
4、进一步,内撑涨紧机构包含:涨套、涨芯、连接杆和驱动件;
5、涨套伸入工件内孔并与工件相接,涨套套设在涨芯一端;
6、涨芯另一端与连接杆相连;
7、驱动件的输出端与连接杆相连,驱动涨芯移动,以带动涨套涨大或复原;
8、驱动机构与驱动件相连,驱动驱动件往复移动。
9、进一步,驱动件为气缸或推杆。
10、进一步,内撑涨紧机构还包含:滑座和直线轴承;
11、滑座一端与驱动件相连,另一端与直线轴承相连;
12、驱动机构的输出端与滑座相连,驱动滑座滑动;
13、涨套、涨芯和连接杆固定在直线轴承内。
14、进一步,驱动机构包含:直线运动模组,直线运动模组的输出端与内撑涨紧机构相连,驱动内撑涨紧机构往复移动。
15、进一步,直线运动模组包含:直线导轨、伺服电机和滚珠丝杆;
16、伺服电机与滚珠丝杆相连,驱动滚珠丝杆转动;
17、直线导轨与滚珠丝杆平行设置;
18、滚珠丝杆的输出端和直线导轨的输出端与内撑涨紧机构相连,带动内撑涨紧机构沿直线导轨往复移动。
19、进一步,还包含:基座,驱动机构和内撑涨紧机构固定在基座上。
20、根据本实用新型实施例的换夹装置,能够实现自动换夹多序加工,无需人工操作,效率高,节省人力、成本和占地空间,换夹位置精准。
21、要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并且意图在于提供要求保护的技术的进一步说明。
技术特征:
1.一种换夹装置,用于将夹具夹取的工件移动至其他夹具内,其特征在于,包含:驱动机构和内撑涨紧机构;
2.如权利要求1所述换夹装置,其特征在于,所述内撑涨紧机构包含:涨套、涨芯、连接杆和驱动件;
3.如权利要求2所述换夹装置,其特征在于,所述驱动件为气缸或推杆。
4.如权利要求2所述换夹装置,其特征在于,所述内撑涨紧机构还包含:滑座和直线轴承;
5.如权利要求1所述换夹装置,其特征在于,所述驱动机构包含:直线运动模组,所述直线运动模组的输出端与所述内撑涨紧机构相连,驱动所述内撑涨紧机构往复移动。
6.如权利要求5所述换夹装置,其特征在于,所述直线运动模组包含:直线导轨、伺服电机和滚珠丝杆;
7.如权利要求1所述换夹装置,其特征在于,还包含:基座,所述驱动机构和所述内撑涨紧机构固定在所述基座上。
技术总结
本技术公开了一种换夹装置,用于将夹具夹取的工件移动至其他夹具内,包含:驱动机构和内撑涨紧机构;内撑涨紧机构伸入工件内孔并与工件相接,内撑涨紧机构拾取工件;驱动机构与内撑涨紧机构相连,驱动内撑涨紧机构移动,以带动内撑涨紧机构拾取工件,并带动工件移至其他夹具夹取位置。本技术能够实现自动换夹多序加工,无需人工操作,效率高,节省人力、成本和占地空间,换夹位置精准。
技术研发人员:康开一
受保护的技术使用者:罗夯智能科技(上海)有限公司
技术研发日:20230418
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!