一种泵类产品流道自动找正的加工机构的制作方法
【】本技术涉及泵类产品加工,尤其是指一种泵类产品流道自动找正的加工机构。
背景技术
0、
背景技术:
1、现代机械加工行业的不断的发展,其中泵是水力发电机及工业生产中最常用的供排设备的重要附件之一,泵中间有一连续流道,其段截面与叶轮或导叶叶片轴向作用力,使液体在流道内连续地流动,不易形成死角和突然扩散,速度变化比较均匀,水力性能较好。
2、但是由于泵壳的外型复杂,其流道中轴线在加工时不易对中找正,传统做法是在加工前平台划线找正装夹,生产效率低下,且装夹不规范易引发安全事故。
3、在日常加工中,常常用夹具固定待加工泵的中心轴孔来固定待加工泵,这种定位往往是通过找正待加工泵的中心轴孔的中心线后固定,以便加工流道,但是待加工泵的内腔的内环壁的中心线与中心轴孔的中心线很多时候并不重合,因此流道的加工就会出现偏差。
4、针对上述问题,申请人提出了一种解决方案。
技术实现思路
0、
技术实现要素:
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种泵类产品流道自动找正的加工机构,采用的技术方案为:
2、一种泵类产品流道自动找正的加工机构,包括有
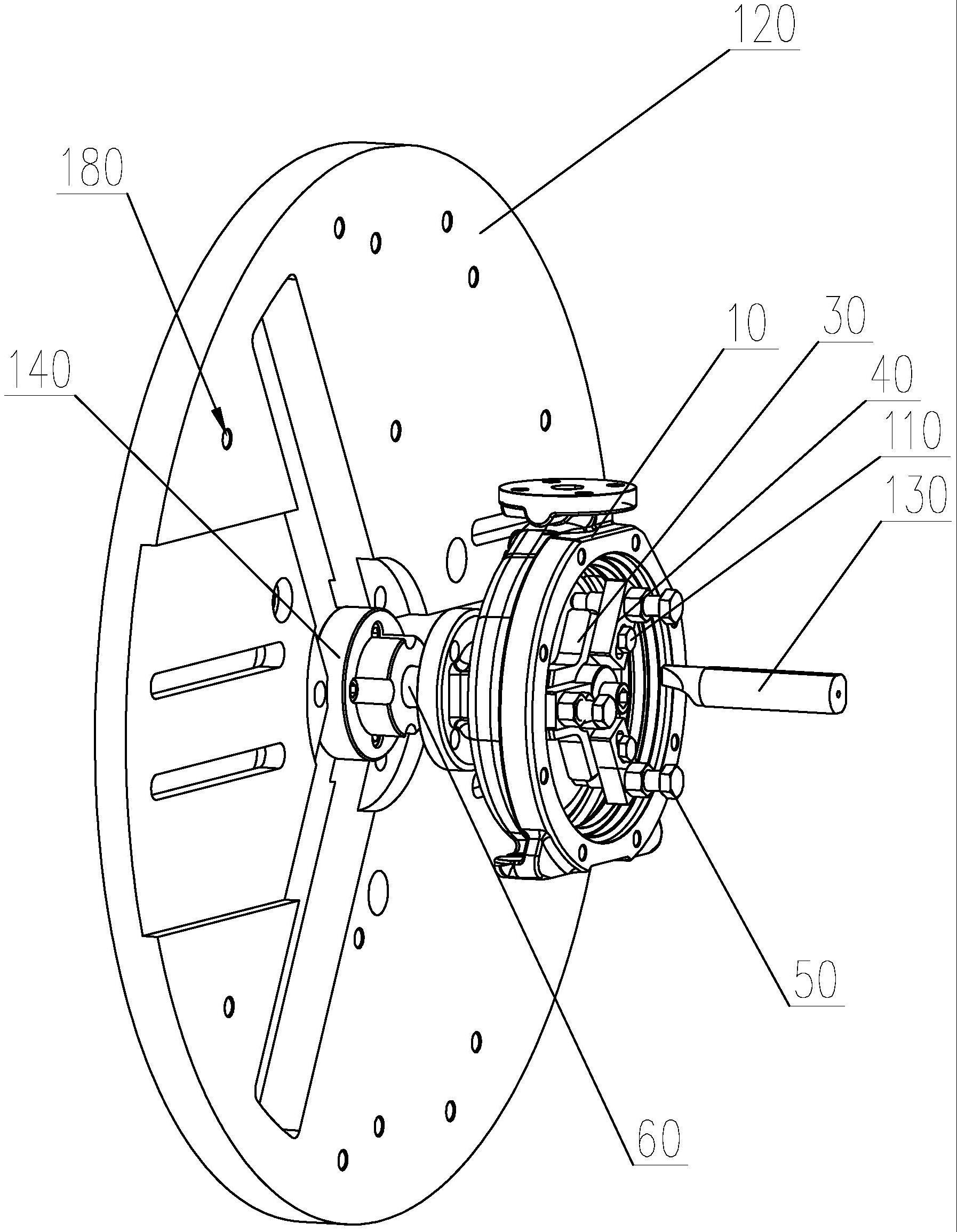
3、用于装夹于待加工泵的内腔中的装夹盘,所述装夹盘在其外周分叉延伸有多个支盘,多个支盘于装夹盘的外周圆周均布呈放射状设置,多个支盘的中心线延伸后均相交于装夹盘的轴心处;在所述支盘上均设置有定位滑块,所述定位滑块平行设置于支盘上,所述定位滑块可于支盘上朝装夹盘方向移动或朝相反方向移动,所述定位滑块在滑动至其外端抵接至待加工泵的内腔的内环壁下缘后与支盘固定定位;所述定位滑块在其外端设有卡紧固定件,所述卡紧固定件穿过定位滑块后抵接于待加工泵的内腔的底壁上后固定;在所述装夹盘的中心处设有轴孔,所述轴孔的中心与装夹盘的中心重合,在所述轴孔中设有加工夹紧杆,所述加工夹紧杆的一端固定于轴孔远离待加工泵的一侧,另一端穿过轴孔、待加工泵的中心轴孔后伸出;以及
4、分设于待加工泵的两侧的加工夹具和加工刀具,所述加工夹具包括有固定面盘,在所述固定面盘上设有限位工装,所述限位工装用于夹持固定加工夹紧杆远离装夹盘的另一端,所述限位工装的中心轴线与加工夹紧杆的中心轴线重合。
5、进一步的改进方案中,在所述多个支盘上均设置有定位滑槽,所述定位滑槽沿支盘的延伸方向设置,所述定位滑块设置于定位滑槽内,并可于定位滑槽内朝装夹盘方向移动或朝相反方向滑动。
6、进一步的改进方案中,在所述定位滑块上设有限位滑槽,在所述支盘上设有限位孔,在所述限位滑槽内设有限位件,所述定位滑块可于限位滑槽的限位行程内移动并在定位滑块的外端抵接至待加工泵的内腔的内环壁下缘后,由限位件穿过限位滑槽和限位孔后固定定位。
7、进一步的改进方案中,所述定位滑块在其外端设有卡紧固定孔,所述卡紧固定件螺纹连接于卡紧固定孔内。
8、进一步的改进方案中,所述固定面盘的中心处设有夹紧限位座,在所述夹紧限位座的中心处设有夹紧限位孔,所述加工夹紧杆的端部穿过夹紧限位孔后固定。
9、进一步的改进方案中,在所述夹紧限位座的周侧设有多个锁紧孔,在所述锁紧孔内设有多个锁紧螺丝。
10、进一步的改进方案中,所述固定面盘上设有多个用于固定于加工中心侧壁的安装固定孔。
11、进一步的改进方案中,所述支盘的数量有三个,其圆周均布于装夹盘的外周,所述定位滑槽、定位滑块的数量对应地也分别有三个。
12、与现有技术相比,本实用新型的有益效果是:通过将所有的定位滑块一一调整后与待加工泵的内腔的内环壁下缘抵接,再将定位滑块与支盘固定,将接着在将卡紧固定件与待加工泵的内腔的底壁抵接固定后,就实现将所有定位滑块在整个圆周上与待加工泵的内腔的内环壁下缘抵接定位,以及整个装夹机构的卡装固定,使装夹盘的中心线与待加工泵的内腔的内环壁的中心线重合,本装夹盘结构简单,能够根据不同的泵的内腔的内环壁的形状进行中心找正,以便进行流道加工,安装方便快捷,操作简单;而后,将加工夹紧杆一端固定于装夹盘的轴孔处,另一端在穿过装夹盘的轴孔和待加工泵的中心轴孔后固定于固定面盘的限位工装上,就可以启动加工刀具在待加工泵的内腔的内环壁加工流道。
技术特征:
1.一种泵类产品流道自动找正的加工机构,其特征在于,包括有
2.根据权利要求1所述的一种泵类产品流道自动找正的加工机构,其特征在于,在所述多个支盘(30)上均设置有定位滑槽(70),所述定位滑槽(70)沿支盘(30)的延伸方向设置,所述定位滑块(40)设置于定位滑槽(70)内,并可于定位滑槽(70)内朝装夹盘(20)方向移动或朝相反方向滑动。
3.根据权利要求1所述的一种泵类产品流道自动找正的加工机构,其特征在于,在所述定位滑块(40)上设有限位滑槽(80),在所述支盘(30)上设有限位孔(90),在所述限位滑槽(80)内设有限位件(110),所述定位滑块(40)可于限位滑槽(80)的限位行程内移动并在定位滑块(40)的外端抵接至待加工泵(10)的内腔的内环壁(11)下缘后,由限位件(110)穿过限位滑槽(80)和限位孔(90)后固定定位。
4.根据权利要求1所述的一种泵类产品流道自动找正的加工机构,其特征在于,所述定位滑块(40)在其外端设有卡紧固定孔(100),所述卡紧固定件(50)螺纹连接于卡紧固定孔(100)内。
5.根据权利要求1所述的一种泵类产品流道自动找正的加工机构,其特征在于,所述固定面盘(120)的中心处设有夹紧限位座(140),在所述夹紧限位座(140)的中心处设有夹紧限位孔(150),所述加工夹紧杆(60)的端部穿过夹紧限位孔(150)后固定。
6.根据权利要求5所述的一种泵类产品流道自动找正的加工机构,其特征在于,在所述夹紧限位座(140)的周侧设有多个锁紧孔(160),在所述锁紧孔(160)内设有多个锁紧螺丝(170)。
7.根据权利要求1所述的一种泵类产品流道自动找正的加工机构,其特征在于,所述固定面盘(120)上设有多个用于固定于加工中心侧壁的安装固定孔(180)。
8.根据权利要求2所述的一种泵类产品流道自动找正的加工机构,其特征在于,所述支盘(30)的数量有三个,其圆周均布于装夹盘的外周,所述定位滑槽(70)、定位滑块(40)的数量对应地也分别有三个。
技术总结
本技术为一种泵类产品流道自动找正的加工机构,其包括有装夹盘、加工夹具和加工刀具,在装夹盘的外周呈放射状的圆周均匀有有多个支盘,多个支盘的中心线延伸后均相交于装夹盘的轴心处;在支盘上均设置有定位滑块;在装夹盘的中心处设有轴孔,在轴孔中设有加工夹紧杆。通过将定位滑块一一调整、抵接和固定,以及卡紧固定件的配合抵接固定,既实现了整个装夹机构的卡装固定,又使装夹盘的中心线与待加工泵的内腔的内环壁的中心线找准定位重合,本装夹盘结构简单,流道找正方便快捷,安装简单;而后,将加工夹紧杆的一端在穿过穿过装夹盘的轴孔和待加工泵的中心轴孔后固定限位工装上,就可以启动加工刀具在待加工泵的内腔的内环壁加工流道。
技术研发人员:甘忠心,阳冬红,刘军峰,麦重骥,龙家勇
受保护的技术使用者:泰钢合金(中山)有限公司
技术研发日:20230504
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!