一种集装箱自动拼焊机构及系统的制作方法
本技术涉及集装箱生产,尤其涉及一种集装箱自动拼焊机构及系统。
背景技术:
1、集装箱运输是国际贸易货物多式联运过程中的重要运输方式。由于集装箱运输具有标准化高、密封性好,破损率低、集约化、规模化、班轮化、成本低、质量好等优点,大大提高了货物运输的安全和效率。
2、集装箱是由压板、顶板、前门板、后门板以及两侧的侧板拼焊而成,在集装箱生产制造中,侧板是由多个板材单元拼焊而成,每个板材单元均有相连设置的凸面板和凹面板组成,形成一块波浪形整板。传统加工方式为人工焊接固定,不仅效率慢,同时焊接质量参差不齐,并且人工成本也越来越高。为此越来越多的集装箱生产产家采用自动拼焊的加工方式来,一般先通过人工将各个板材单元的位置固定好,然后再输送至自动拼焊接进行焊接,现有的自动拼焊接的压紧机构的底部均为固定结构,只能跟随压紧机构一起做升降运动,而侧板为波浪形结构,在预固定时难免会有一些尺寸偏差,因此焊缝两侧的凸面板之间的间距会有偏差,压紧机构的底部与侧板的接触面落在凸面板上,导致部分侧板区域过压而变形。
技术实现思路
1、本实用新型的目的是针对现有技术的不足之处而提出一种集装箱自动拼焊机构及系统,能够保证压紧机构的底部均与侧板的凹面板完全接触,不会压坏侧板。
2、实现本实用新型目的技术方案是:
3、一种集装箱自动拼焊机构,包括工作台以及可升降地安装在工作台上的压紧台,所述压紧台的上方架设有沿压紧台长度方向可移动设置的焊接机器人,所述压紧台包括平行间隔设置的两根压紧梁,形成供焊接机器人伸入的焊接槽,所述压紧梁的底部固定设有压板,所述压板远离焊接槽的一侧沿长度方向间隔固定有多个压块,所述压块靠近焊接槽的一侧转动安装有向下延伸至焊接槽的弧形压脚,所述弧形压脚与压板之间弹性连接。
4、进一步地,所述弧形压脚包括一体成型的第一延伸部和第二延伸部,所述第一延伸部与压板之间设有夹角且底部与第二延伸部的背部之间连接有加强板。
5、进一步地,所述压块靠近焊接槽的一侧设有凹口,所述凹口的两侧设有贯穿压块的通孔,两个所述通孔之间设有贯穿第一延伸部的转动销。
6、进一步地,所述第一延伸部的顶部与压板的底部之间连接有弹簧。
7、进一步地,所述压紧梁包括固定相连的空心圆管和槽钢,所述槽钢位于空心圆管的正下方且宽度小于空心圆管的外径。
8、进一步地,所述工作台的两端对称固定安装有第一液压缸和滑槽,所述滑槽内沿纵向滑动设有端板,所述端板的一侧与压紧梁固定相连,另一侧固定安装有耳座,所述第一液压缸的活塞杆竖直向上设置且端部与耳座转动连接。
9、进一步地,所述工作台的两端对称固定安装有立柱,两根立柱的顶部固定连接有横梁,所述横梁的一侧水平固定设有导轨组件和齿条,所述焊接机器人上固定设有驱动电机并通过导轨组件与横梁滑动连接,所述驱动电机的输出端同轴固定安装有与齿条相啮合的齿轮。
10、进一步地,所述工作台的底部固定安装有滚轮组件。
11、进一步地,所述工作台的两侧对称设有侧板导流台,所述侧板导流台包括固定安装在工作台上的连接板,所述连接板的下方设有与工作台转动连接的第二液压缸,所述第二液压缸的活塞杆端部依次转动连接有第一连杆、拖轮组和第二连杆,所述第一连杆的中部和第二连杆的另一端均与连接板转动相连。
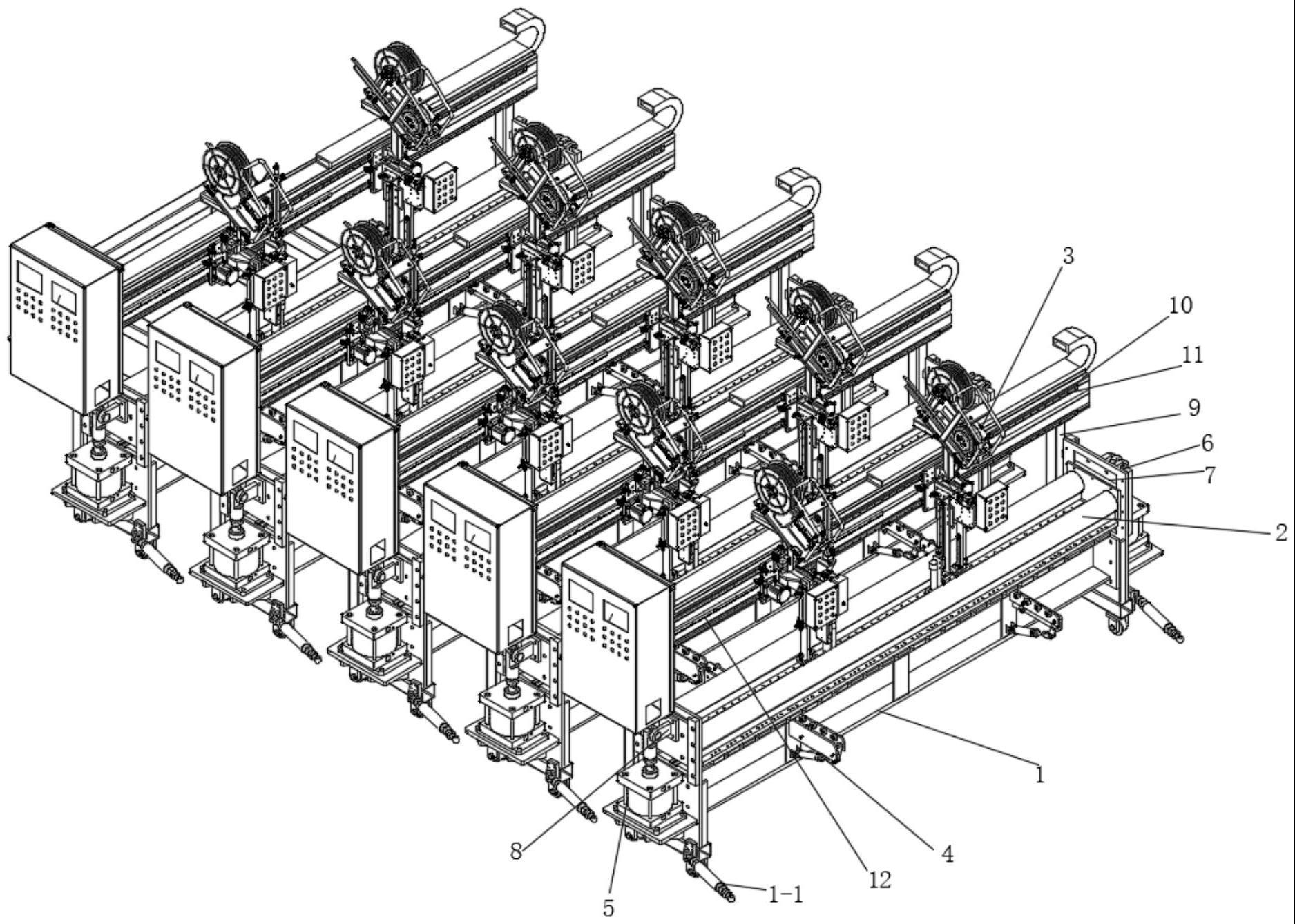
12、一种集装箱自动拼焊系统,包括拉杆以及多个通过拉杆相连且平行对齐设置的如上所述的集装箱自动拼焊机构。
13、采用了上述技术方案,本实用新型具有以下的有益效果:
14、(1)本实用新型的压紧台底部转动设有与压板弹性连接的弧形压脚,当弧形压脚的底部与侧板接触时,若落在凸面板上,继续下压,弧形压脚可向上翻转,从而进行一个微调,落在凹面板上,从而保证弧形压脚的底部均与侧板的凹面完全接触,不会将侧板压变形。
15、(2)本实用新型的弧形压脚为一体成型结构,同时设有加强版,保证具有足够的强度,不易受压变形。
16、(3)本实用新型通过转动销实现弧形压脚与压块的转动连接,结构简洁。
17、(4)本实用新型弧形压脚通过弹簧实现与压板的弹性连接,结构简洁且制造成本低。
18、(5)本实用新型压紧梁有空心圆管和槽钢组成,减轻整体重量,同时相较于方管结构,能够释放更多的焊接槽空间,便于焊接机器人的操作。
19、(6)本实用新型通过第一液压缸驱动端板沿着滑槽做升降运动,从而实现压紧台的升降运动,结构简洁,控制方便。
20、(7)本实用新型通过电机驱动齿轮沿着齿条滚动,从而实现焊接机器人沿着横梁水平移动,同时保证焊接机器人具有较高的移动精度,提高自动焊接质量。
21、(8)本实用新型通过设置滚轮组件,方便移动。
22、(9)本实用新型还设有侧板导流台,当上升高于工作台上端面时,便于侧板的移动,下降低于工作台上端面时,实现侧板位置的固定。
23、(10)本实用新型集装箱自动拼焊系统有多个集装箱自动拼焊机构连接而成,可根据侧板规格长度进行拼接,满足不同规格的侧板焊接需求。
技术特征:
1.一种集装箱自动拼焊机构,其特征在于:包括工作台以及可升降地安装在工作台上的压紧台,所述压紧台的上方架设有沿压紧台长度方向可移动设置的焊接机器人,所述压紧台包括平行间隔设置的两根压紧梁,形成供焊接机器人伸入的焊接槽,所述压紧梁的底部固定设有压板,所述压板远离焊接槽的一侧沿长度方向间隔固定有多个压块,所述压块靠近焊接槽的一侧转动安装有向下延伸至焊接槽的弧形压脚,所述弧形压脚与压板之间弹性连接。
2.根据权利要求1所述的集装箱自动拼焊机构,其特征在于:所述弧形压脚包括一体成型的第一延伸部和第二延伸部,所述第一延伸部与压板之间设有夹角且底部与第二延伸部的背部之间连接有加强板。
3.根据权利要求2所述的集装箱自动拼焊机构,其特征在于:所述压块靠近焊接槽的一侧设有凹口,所述凹口的两侧设有贯穿压块的通孔,两个所述通孔之间设有贯穿第一延伸部的转动销。
4.根据权利要求3所述的集装箱自动拼焊机构,其特征在于:所述第一延伸部的顶部与压板的底部之间连接有弹簧。
5.根据权利要求1所述的集装箱自动拼焊机构,其特征在于:所述压紧梁包括固定相连的空心圆管和槽钢,所述槽钢位于空心圆管的正下方且宽度小于空心圆管的外径。
6.根据权利要求1所述的集装箱自动拼焊机构,其特征在于:所述工作台的两端对称固定安装有第一液压缸和滑槽,所述滑槽内沿纵向滑动设有端板,所述端板的一侧与压紧梁固定相连,另一侧固定安装有耳座,所述第一液压缸的活塞杆竖直向上设置且端部与耳座转动连接。
7.根据权利要求1所述的集装箱自动拼焊机构,其特征在于:所述工作台的两端对称固定安装有立柱,两根立柱的顶部固定连接有横梁,所述横梁的一侧水平固定设有导轨组件和齿条,所述焊接机器人上固定设有驱动电机并通过导轨组件与横梁滑动连接,所述驱动电机的输出端同轴固定安装有与齿条相啮合的齿轮。
8.根据权利要求1所述的集装箱自动拼焊机构,其特征在于:所述工作台的底部固定安装有滚轮组件。
9.根据权利要求1所述的集装箱自动拼焊机构,其特征在于:所述工作台的两侧对称设有侧板导流台,所述侧板导流台包括固定安装在工作台上的连接板,所述连接板的下方设有与工作台转动连接的第二液压缸,所述第二液压缸的活塞杆端部依次转动连接有第一连杆、拖轮组和第二连杆,所述第一连杆的中部和第二连杆的另一端均与连接板转动相连。
10.一种集装箱自动拼焊系统,其特征在于:包括拉杆以及多个通过拉杆相连且平行对齐设置的如权利要求1至9任一项所述的集装箱自动拼焊机构。
技术总结
本技术公开了一种集装箱自动拼焊机构及系统,包括工作台以及可升降地安装在工作台上的压紧台,所述压紧台的上方架设有沿压紧台长度方向可移动设置的焊接机器人,所述压紧台包括平行间隔设置的两根压紧梁,形成供焊接机器人伸入的焊接槽,所述压紧梁的底部固定设有压板,所述压板远离焊接槽的一侧沿长度方向间隔固定有多个压块,所述压块靠近焊接槽的一侧转动安装有向下延伸至焊接槽的弧形压脚,所述弧形压脚与压板之间弹性连接。本技术的弧形压脚底部与侧板接触时,若落在凸面板上,继续下压,弧形压脚可向上翻转,从而进行一个微调,落在凹面板上,从而保证弧形压脚的底部均与侧板的凹面完全接触,不会将侧板压变形。
技术研发人员:蒋开,罗晨,王斐,吴凯,邓建春,高楚
受保护的技术使用者:常州朗道智能装备有限公司
技术研发日:20230511
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!