一种组合式汽车零件双层薄板冲压模具的制作方法
本技术涉及冲压模具,尤其涉及一种组合式汽车零件双层薄板冲压模具。
背景技术:
1、汽车配件加工是构成汽车配件加工整体的各单元及服务于汽车配件加工的产品,汽车零部件作为汽车工业的基础,是支撑汽车工业持续健康发展的必要因素,特别是当前汽车行业正在轰轰烈烈、如火如荼开展的自主开发与创新,更需要一个强大的零部件体系作支撑,目前市场上人们针对于汽车零部件进行模具冲压的时候,常常会使用到一种汽车零件冲压模具。
2、现有的温室大棚监控装置,例如:申请号为cn cn202021781591.8的中国专利,公开了一种可调式汽车零配件生产用双层冲压模具,其包括上模座和下模座,所述上模座通过滑杆固定连接有中模座,所述中模座包括底板、斜滑块、第一弹簧、第二弹簧、连动杆、滑块、滑槽、撞杆和斜槽,所述斜滑块滑动连接在底板上端面,所述第一弹簧固定连接在底板内部,所述第二弹簧弹性连接在底板内部,所述连动杆固定连接在斜滑块侧端面,所述滑块固定连接在连动杆上端面,所述滑槽开设在撞杆下端面,所述斜槽开设在底板上端面背离撞杆一侧,所述中模座下端面固定连接有第二基板,所述上模座底部固定连接有第一基板,所述第一基板下端面固定连接有冲头固定座。本实用新型冲压模具生产效率高,冲压头可快捷更换。但是该双层冲压模具在对汽车零件(例如薄板)进行冲压时,仅能实现对零件的冲压加工,功能单一,且人工将零件置于模座上时,工件在冲压过程在会产生移动,无法保证合模精度,实用性较差。
3、为此,本实用新型提供了一种组合式汽车零件双层薄板冲压模具。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种组合式汽车零件双层薄板冲压模具。
2、为了实现上述目的,本实用新型的技术方案如下:
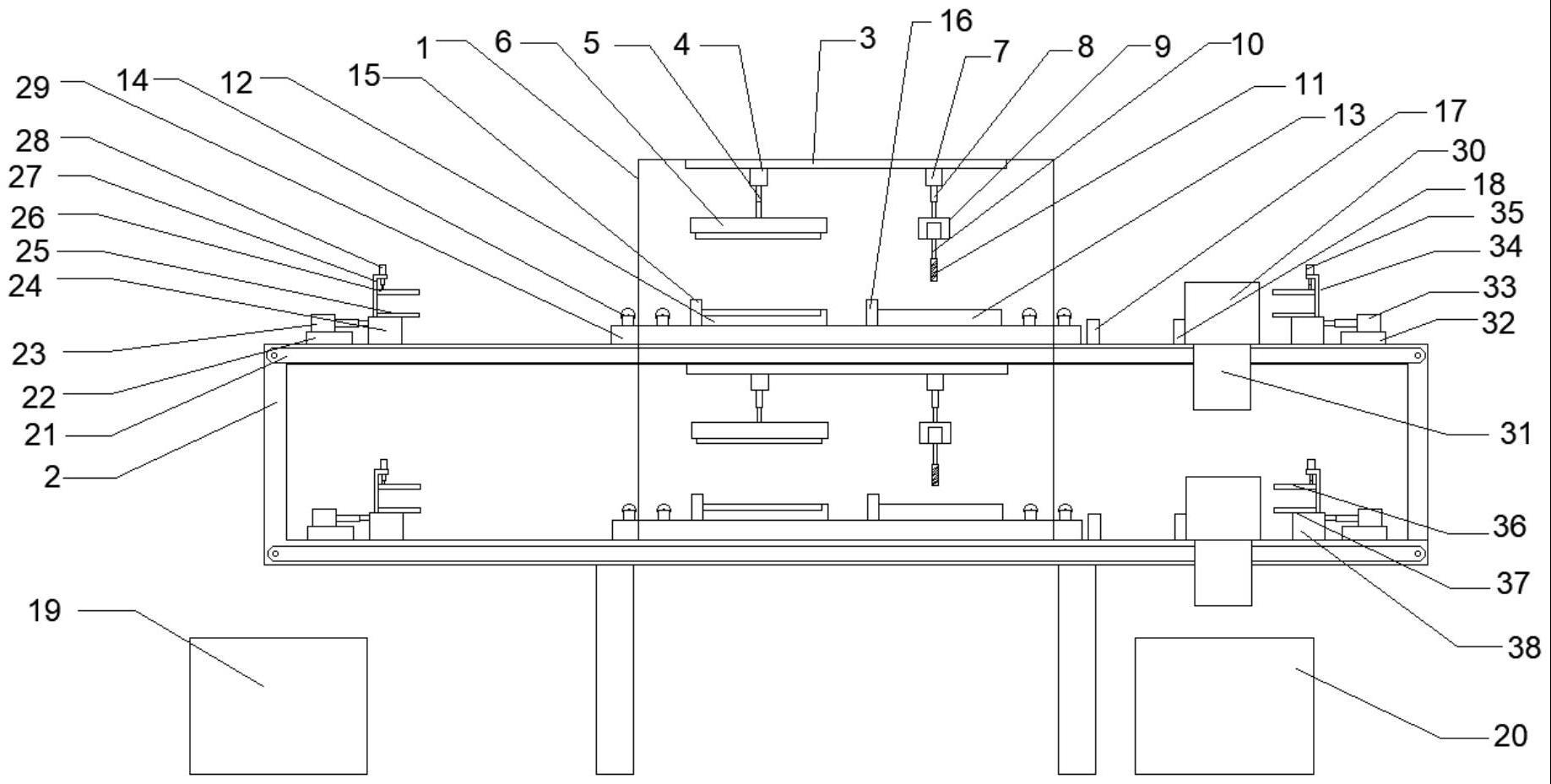
3、一种组合式汽车零件双层薄板冲压模具,包括冲压模具壳体、机架、第一夹持上料装置、第二夹持上料装置、第一废料输送装置、第二废料输送装置、第一夹持下料装置、第二夹持下料装置、废料箱和成品箱,所述冲压模具壳体的左右两侧分别设有进料口和出料口,所述冲压模具壳体的外侧表面设有电控室,所述机架贯穿冲压模具壳体设置,所述机架将冲压模具壳体内部分隔呈上冲压室和下冲压室,所述上冲压室和下冲压室的内部下方均设有冲压工作台,所述上冲压室和下冲压室的内部上方均设有冲压钻孔组件,所述第一夹持上料装置和第二夹持上料装置均固定安装于机架上,且布设于进料口一侧,所述第一夹持上料装置和第二夹持上料装置用于分别为上冲压室、下冲压室进行输送薄板,所述第一夹持下料装置和第二夹持下料装置均固定安装于机架上,且布设于出料口一侧,所述第一夹持下料装置和第二夹持下料装置用于分别为上冲压室、下冲压室进行连续卸料,位于所述上冲压室内的冲压工作台下方设置第一废料输送装置,位于所述下冲压室内的冲压工作台下方设置第二废料输送装置,所述废料箱设置于第一废料输送装置、第二废料输送装置的下方,且布设于进料口一侧,所述成品箱设置于第一夹持下料装置、第二夹持下料装置的下方,且布设于出料口一侧。
4、具体的,所述冲压工作台包括依次布设的带有凹槽的冲压弯折下模座以及钻孔下模具,所述钻孔下模具包括平行且并列布设的一对竖板,两个所述竖板之间存在间隙。
5、具体的,所述冲压钻孔组件包括安装架、第一冲压气缸、第一伸缩杆、冲压带凸模的弯折上模座、第二冲压气缸、第二伸缩杆、钻孔安装座、第三钻孔气缸、旋转杆和钻头,所述第一冲压气缸和第二冲压气缸依次固定安装于安装架上,所述第一冲压气缸的输出轴端固定安装第一伸缩杆,所述第一伸缩杆的下端固定安装弯折上模座,所述弯折上模座与冲压弯折下模座一一对应,所述第二冲压气缸的输出轴端固定安装第二伸缩杆,所述第二伸缩杆的下端固定安装钻孔安装座,所述第三钻孔气缸固定安装于钻孔安装座上,所述旋转杆的上端与第三钻孔气缸的输出轴端固定连接,所述旋转杆的下端与钻头固定连接,所述钻头与两个竖板之间的间隙一一对应。
6、具体的,所述机架上还安装有第一光电定位组件和第二光电定位组件,且第一光电定位组件和第二光电定位组件分别设置于冲压弯折下模座、钻孔下模具的旁侧。
7、具体的,所述第一夹持上料装置和第二夹持上料装置均包括第一基台、第四上料气缸、第四伸缩杆、第一移动台、第一立柱、第一固定夹持板、第一压板、第五上料气缸和第五伸缩杆,所述第四上料气缸固定安装于第一基台上,所述第四伸缩杆的一端与第四上料气缸的输出轴端固定连接,另一端与第一移动台固定连接,所述第一移动台上固定安装第一立柱和第一固定夹持板,所述第五上料气缸固定安装于第一立柱上,所述第五伸缩杆的上端与第五上料气缸的输出轴端固定连接,所述第五伸缩杆的下端与第一压板固定连接,所述第一压板滑动连接于第一立柱上,所述第一移动台滑动连接于机架上。
8、具体的,所述第一夹持下料装置和第二夹持下料装置均包括第二基台、第六下料气缸、第六伸缩杆、第二移动台、第二立柱、第二固定夹持板、第二压板、第七下料气缸、第七伸缩杆、电动推杆和推架,所述第六下料气缸固定安装于第二基台上,所述第六伸缩杆的一端与第六上料气缸的输出轴端固定连接,另一端与第二移动台固定连接,所述第二移动台上固定安装第二立柱和第二固定夹持板,所述第七下料气缸固定安装于第二立柱上,所述第七伸缩杆的上端与第七下料气缸的输出轴端固定连接,所述第七伸缩杆的下端与第二压板固定连接,所述第二压板滑动连接于第二立柱上,所述第二移动台滑动连接于机架上,所述电动推杆设置于第二基台的旁侧,所述电动推杆的输出轴端固定连接推架,所述电动推杆的相对一侧还设有倾斜导料板。
9、具体的,所述机架上还安装有第三光电定位组件,所述第三光电定位组件设置于冲压模具壳体与电动推杆之间。
10、具体的,所述第一废料输送装置和第二废料输送装置均为传送带。
11、本实用新型的优点及有益效果在于:本实用新型提供的一种组合式汽车零件双层薄板冲压模具,通过设置第一夹持上料装置、第二夹持上料装置、第一夹持下料装置和第二夹持下料装置,便于实现连续冲压钻孔加工,有效节省人工,同时,还能够实现对薄板进行定位夹持,且带动薄板连续通过冲压钻孔组件进行冲压钻孔加工,有利于薄板的准确加工;通过设置第一废料输送装置、第二废料输送装置和废料箱,能够回收冲压和钻孔产生的废料,使用方便;通过设置上冲压室和下冲压室,采用双层冲压钻孔结构,可以提高单位时间内加工薄板的数量,以便提高加工效率。
技术特征:
1.一种组合式汽车零件双层薄板冲压模具,其特征在于,包括冲压模具壳体、机架、第一夹持上料装置、第二夹持上料装置、第一废料输送装置、第二废料输送装置、第一夹持下料装置、第二夹持下料装置、废料箱和成品箱,所述冲压模具壳体的左右两侧分别设有进料口和出料口,所述冲压模具壳体的外侧表面设有电控室,所述机架贯穿冲压模具壳体设置,所述机架将冲压模具壳体内部分隔呈上冲压室和下冲压室,所述上冲压室和下冲压室的内部下方均设有冲压工作台,所述上冲压室和下冲压室的内部上方均设有冲压钻孔组件,所述第一夹持上料装置和第二夹持上料装置均固定安装于机架上,且布设于进料口一侧,所述第一夹持上料装置和第二夹持上料装置用于分别为上冲压室、下冲压室进行输送薄板,所述第一夹持下料装置和第二夹持下料装置均固定安装于机架上,且布设于出料口一侧,所述第一夹持下料装置和第二夹持下料装置用于分别为上冲压室、下冲压室进行连续卸料,位于所述上冲压室内的冲压工作台下方设置第一废料输送装置,位于所述下冲压室内的冲压工作台下方设置第二废料输送装置,所述废料箱设置于第一废料输送装置、第二废料输送装置的下方,且布设于进料口一侧,所述成品箱设置于第一夹持下料装置、第二夹持下料装置的下方,且布设于出料口一侧。
2.根据权利要求1所述的一种组合式汽车零件双层薄板冲压模具,其特征在于,所述冲压工作台包括依次布设的带有凹槽的冲压弯折下模座以及钻孔下模具,所述钻孔下模具包括平行且并列布设的一对竖板,两个所述竖板之间存在间隙。
3.根据权利要求2所述的一种组合式汽车零件双层薄板冲压模具,其特征在于,所述冲压钻孔组件包括安装架、第一冲压气缸、第一伸缩杆、冲压带凸模的弯折上模座、第二冲压气缸、第二伸缩杆、钻孔安装座、第三钻孔气缸、旋转杆和钻头,所述第一冲压气缸和第二冲压气缸依次固定安装于安装架上,所述第一冲压气缸的输出轴端固定安装第一伸缩杆,所述第一伸缩杆的下端固定安装弯折上模座,所述弯折上模座与冲压弯折下模座一一对应,所述第二冲压气缸的输出轴端固定安装第二伸缩杆,所述第二伸缩杆的下端固定安装钻孔安装座,所述第三钻孔气缸固定安装于钻孔安装座上,所述旋转杆的上端与第三钻孔气缸的输出轴端固定连接,所述旋转杆的下端与钻头固定连接,所述钻头与两个竖板之间的间隙一一对应。
4.根据权利要求2所述的一种组合式汽车零件双层薄板冲压模具,其特征在于,所述机架上还安装有第一光电定位组件和第二光电定位组件,且第一光电定位组件和第二光电定位组件分别设置于冲压弯折下模座、钻孔下模具的旁侧。
5.根据权利要求1所述的一种组合式汽车零件双层薄板冲压模具,其特征在于,所述第一夹持上料装置和第二夹持上料装置均包括第一基台、第四上料气缸、第四伸缩杆、第一移动台、第一立柱、第一固定夹持板、第一压板、第五上料气缸和第五伸缩杆,所述第四上料气缸固定安装于第一基台上,所述第四伸缩杆的一端与第四上料气缸的输出轴端固定连接,另一端与第一移动台固定连接,所述第一移动台上固定安装第一立柱和第一固定夹持板,所述第五上料气缸固定安装于第一立柱上,所述第五伸缩杆的上端与第五上料气缸的输出轴端固定连接,所述第五伸缩杆的下端与第一压板固定连接,所述第一压板滑动连接于第一立柱上,所述第一移动台滑动连接于机架上。
6.根据权利要求1所述的一种组合式汽车零件双层薄板冲压模具,其特征在于,所述第一夹持下料装置和第二夹持下料装置均包括第二基台、第六下料气缸、第六伸缩杆、第二移动台、第二立柱、第二固定夹持板、第二压板、第七下料气缸、第七伸缩杆、电动推杆和推架,所述第六下料气缸固定安装于第二基台上,所述第六伸缩杆的一端与第六上料气缸的输出轴端固定连接,另一端与第二移动台固定连接,所述第二移动台上固定安装第二立柱和第二固定夹持板,所述第七下料气缸固定安装于第二立柱上,所述第七伸缩杆的上端与第七下料气缸的输出轴端固定连接,所述第七伸缩杆的下端与第二压板固定连接,所述第二压板滑动连接于第二立柱上,所述第二移动台滑动连接于机架上,所述电动推杆设置于第二基台的旁侧,所述电动推杆的输出轴端固定连接推架,所述电动推杆的相对一侧还设有倾斜导料板。
7.根据权利要求6所述的一种组合式汽车零件双层薄板冲压模具,其特征在于,所述机架上还安装有第三光电定位组件,所述第三光电定位组件设置于冲压模具壳体与电动推杆之间。
8.根据权利要求1所述的一种组合式汽车零件双层薄板冲压模具,其特征在于,所述第一废料输送装置和第二废料输送装置均为传送带。
技术总结
本技术涉及冲压模具技术领域,尤其涉及一种组合式汽车零件双层薄板冲压模具;包括冲压模具壳体、机架、第一夹持上料装置、第二夹持上料装置、第一废料输送装置、第二废料输送装置、第一夹持下料装置、第二夹持下料装置、废料箱和成品箱。本技术能够实现连续冲压钻孔加工,有效节省人工,同时,还能够实现对薄板进行定位夹持,且带动薄板连续通过冲压钻孔组件进行冲压钻孔加工,有利于薄板的准确加工;通过设置第一废料输送装置、第二废料输送装置和废料箱,能够回收冲压和钻孔产生的废料,使用方便;通过设置上冲压室和下冲压室,采用双层冲压钻孔结构,可以提高单位时间内加工薄板的数量,以便提高加工效率。
技术研发人员:夏彔荣,赵克非
受保护的技术使用者:东莞竹盛精密金属科技有限公司
技术研发日:20230518
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!