可进行拉铆质量检测的拉铆装置的制作方法
本技术属于汽车加工用设备的,尤其是一种可进行拉铆质量检测的拉铆装置。
背景技术:
1、拉铆螺母和拉帽的紧固领域,目前广泛地使用在汽车、航空、仪器、家具、装饰等机电和轻工产品的装配上。尤其是在汽车制造领域,针对汽车车身等重要工件部位的装配都需要螺钉连接,而这些装配紧固点大部分都是拉铆螺母完成的。
2、手动拉铆螺母工作是工件表面先有拉铆孔,将拉铆螺母塞入工件拉铆孔内,通过拉铆枪的螺杆顺时针旋入螺母内进行抽拉一次后使螺母膨胀在预留孔内,铆枪的螺杆再逆时针反转退出螺杆。现有的抽拉动作通过向液压油腔内注入液压油将油腔的活塞反向推,从而使活塞推着螺杆往枪体后推,然后再将油腔放油,使得螺杆后侧的复位弹簧将活塞向前顶回原位。
3、由于这些拉铆工作大多是由人工完成的,而且对这些大量的拉铆螺母的拉铆质量和数量又有严格的要求,需要通过人工进行多道工序的检验螺母的数量和铆接的质量,防止丢落螺母和螺母松动等现象。工作效率低,用人成本高等,而且人为检测的质量不稳定。
技术实现思路
1、鉴于上述问题,本实用新型的目的在于提供一种可进行拉铆质量检测的拉铆装置及方法,其可对主要生产工件的拉铆螺母合格的数量和质量进行检测,提高拉铆效率和质量。
2、本实用新型是通过以下技术方案解决技术问题的,
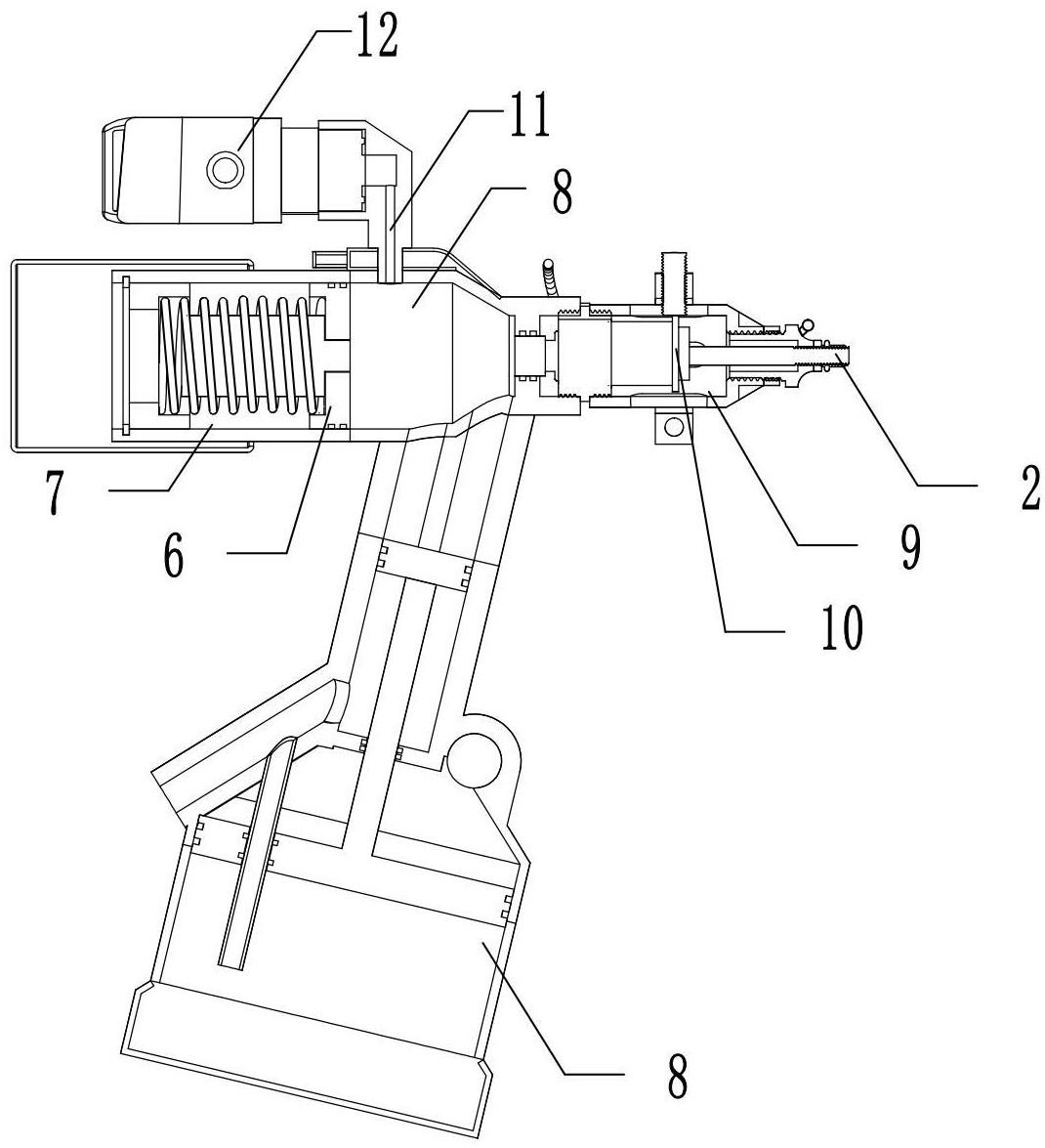
3、一种可进行拉铆质量检测的拉铆装置,包括拉铆枪、行程检测机构和螺母检测机构,所述拉铆枪包括枪体、拉铆螺杆、抽拉机构和驱动机构,所述拉铆螺杆位于所述枪体内,所述驱动机构与拉铆螺杆连接并带动拉铆螺杆转动,抽拉机构设在所述拉铆螺杆的尾端,所述拉铆螺杆的顶端伸出枪体;拉铆螺杆的尾端设有挡板,所述抽拉机构包括复位弹簧和油腔,复位弹簧和油腔分别设在所述挡板的左侧和右侧,复位弹簧和油腔分别向两端顶压拉铆螺杆,油腔的底部设有充放油机构,所述枪体内还设置行程检测感应端, 行程检测感应与所述行程检测机构配合设置。
4、上述可进行拉铆质量检测的拉铆装置,所述枪体内设有行程检测腔,所述拉铆螺杆穿过所述行程检测腔,所述拉铆螺杆外设有所述行程检测感应端,所述行程检测感应端为环形的凸台,所述凸台套在所述拉铆螺杆的外壁,所述行程检测机构的信号输入端穿过所述枪体的侧壁、且朝向所述凸台。
5、上述可进行拉铆质量检测的拉铆装置,还设有压力检测机构,所述压力检测机构包括油压引出管和油压传感器,所述油腔的顶部连接有油压引出管,油压引出管的另一端与油压传感器连接。
6、上述可进行拉铆质量检测的拉铆装置,所述螺母检测机构为激光传感器,所述激光传感器设在所述拉铆枪的枪头外,所述激光传感器的检测端朝向枪头。
7、上述可进行拉铆质量检测的拉铆装置,还设置cpu,所述行程检测机构、激光传感器和压力检测机构的信号输出端与所述cpu的信号输入端连接。
8、与现有技术相比,本实用新型设置了行程检测机构、螺母检测机构和压力检测机构,在拉铆的同时进行了螺母收缩长度以及拉铆力大小的检测和记录,大大节约和简化了加工和质检流程,提高生产效率。
技术特征:
1.一种可进行拉铆质量检测的拉铆装置,其特征在于,包括拉铆枪、行程检测机构(4)和螺母检测机构(5),所述拉铆枪包括枪体(1)、拉铆螺杆(2)、抽拉机构和驱动机构(3),所述拉铆螺杆(2)位于所述枪体(1)内,所述驱动机构(3)与拉铆螺杆(2)连接并带动拉铆螺杆(2)转动,抽拉机构设在所述拉铆螺杆(2)的尾端,所述拉铆螺杆(2)的顶端伸出枪体(1);拉铆螺杆(2)的尾端设有挡板(6),所述抽拉机构包括复位弹簧(7)和油腔(8),复位弹簧(7)和油腔(8)分别设在所述挡板(6)的左侧和右侧,复位弹簧(7)和油腔(8)分别向两端顶压拉铆螺杆(2),油腔(8)的底部设有充放油机构(13),所述枪体(1)内还设置行程检测感应端, 行程检测感应与所述行程检测机构(4)配合设置。
2.如权利要求1所述的可进行拉铆质量检测的拉铆装置,其特征在于,所述枪体(1)内设有行程检测腔(9),所述拉铆螺杆(2)穿过所述行程检测腔(9),所述拉铆螺杆(2)外设有所述行程检测感应端,所述行程检测感应端为环形的凸台(10),所述凸台(10)套在所述拉铆螺杆(2)的外壁,所述行程检测机构(4)的信号输入端穿过所述枪体(1)的侧壁、且朝向所述凸台(10)。
3.如权利要求1所述的可进行拉铆质量检测的拉铆装置,其特征在于,还设有压力检测机构,所述压力检测机构包括油压引出管(11)和油压传感器(12),所述油腔(8)的顶部连接有油压引出管(11),油压引出管(11)的另一端与油压传感器(12)连接。
4.如权利要求2或3所述的可进行拉铆质量检测的拉铆装置,其特征在于,所述螺母检测机构(5)为激光传感器,所述激光传感器设在所述枪体(1)的枪头外,所述激光传感器的检测端朝向枪头。
5.如权利要求4所述的可进行拉铆质量检测的拉铆装置,其特征在于,还设置cpu,所述行程检测机构(4)、激光传感器和压力检测机构的信号输出端与所述cpu的信号输入端连接。
技术总结
本技术属于汽车加工用设备的技术领域,尤其是一种可进行拉铆质量检测的拉铆装置。包括拉铆枪、行程检测机构和螺母检测机构,所述拉铆枪包括枪体、拉铆螺杆、抽拉机构和驱动机构,所述拉铆螺杆位于所述枪体内,所述驱动机构与拉铆螺杆连接并带动拉铆螺杆转动,抽拉机构设在所述拉铆螺杆的尾端,所述拉铆螺杆的顶端伸出枪体;拉铆螺杆的尾端设有挡板,所述抽拉机构包括复位弹簧和油腔,复位弹簧和油腔分别向两端顶压拉铆螺杆,油腔的底部设有充放油机构,所述枪体内还设置行程检测感应端,行程检测感应与所述行程检测机构配合设置。其在拉铆的同时进行了螺母收缩长度以及拉铆力大小的检测和记录,提高生产效率。
技术研发人员:赵岩,李刚,王兴华,刘雪松,方珑,赵家伟,刘敬,乔欢欢,郭宝峰,成睿鋆
受保护的技术使用者:凌云工业股份有限公司
技术研发日:20230620
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!