一种模具钢变形校正装置的制作方法
本技术涉及金属加工,具体为一种模具钢变形校正装置。
背景技术:
1、模具钢是用来制造冷冲模、热锻模、压铸模等模具的钢种。模具是机械制造、无线电仪表、电机、电器等工业部门中制造零件的主要加工工具。模具的质量直接影响着压力加工工艺的质量、产品的精度产量和生产成本,而模具的质量与使用寿命除了靠合理的结构设计和加工精度外,主要受模具材料和热处理的影响。
2、在中国实用新型专利申请公开说明书cn 212329307 u中公开的一种模具钢变形校正装置包括底座,所述底座的顶端中部开设有凹槽,所述凹槽内安装有第一电机,所述第一电机通过输出轴连接有转轴,所述转轴的顶端焊接有工作台,所述底座的顶端位于工作台的外侧焊接有倒u型支撑架,所述倒u型支撑架的两侧下方对称安装有第一液压油缸,所述第一液压油缸的一端焊接有第一挤压板,所述倒u型支撑架的一侧上方安装有第二电机,所述第二电机通过输出轴连接有螺纹杆,所述螺纹杆的外表面安装有第二挤压机构。本实用新型能够方便转动模具钢,从而方便校正模具钢的侧面,避免了工作人员需要手动拿取,才能转换模具钢的情况,但是现如今大部分的钢材矫正如果采用热锻的方式进行挤压矫正往往是整体全部加热,然后采用矫正装置进行挤压使其变形,但是只适用于金属材料因为各种原因出现的整体变形的情况,一旦材料只有某一小部分出现变形,需要矫正的话仍然采用整体煅烧加热的话是对能量的极大浪费,而且整体煅烧矫正时变形部位因为与矫正装置接触因此散热较快,而其他未接触的部位则采用辐射散热的方式很慢,这样一来散热不均匀的情况下可能会使材料因散热不均匀出现二次变形。
技术实现思路
1、本实用新型的目的在于提供一种模具钢变形校正装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
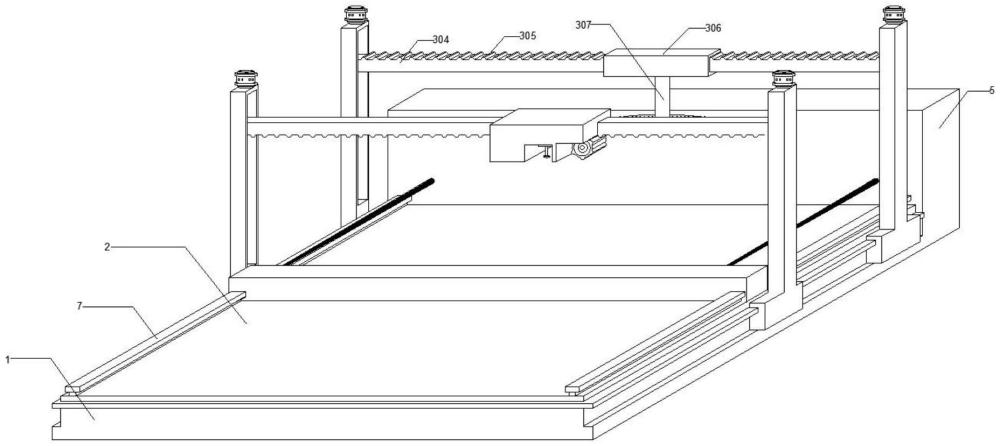
3、一种模具钢变形校正装置,包括底座,所述底座顶端固定设置有矫正盘,所述矫正盘内部固定设置有电磁线圈,所述底座两侧活动设置有第一螺纹杆,所述矫正盘顶端固定设置有夹持机构,所述底座上方活动设置有局部矫正机构,所述局部矫正机构一侧活动设置有整体矫正机构,所述局部矫正机构顶端活动设置有范围加热机构,所述底座一侧固定设置有固定块,所述局部矫正机构和整体矫正机构底端均通过第一螺纹杆和底座活动连接。
4、优选的,所述局部矫正机构包括第一桥架,所述第一桥架内部活动设置有第二螺纹杆,所述第一桥架顶端固定设置有第一电机,所述第二螺纹杆顶端穿过第一桥架与第一电机固定连接,所述两个第一桥架之间活动设置有下横梁,所述下横梁底端固定设置有若干第一轮齿,所述下横梁两端固定设置有螺纹套筒,所述下横梁通过螺纹套筒与第一桥架活动连接。
5、通过上述方案,通过设置第一桥架,两个桥架之间连接的有横梁,在工作时桥架上方的电机旋转可以带动下方的螺纹杆旋转,当此之时在螺纹杆的运动之下外部的套筒随之上下移动,此装置可以控制位于桥架之间的范围加热机构上下前后随意移动位置。
6、优选的,所述范围加热机构包括车身,所述车身一侧固定设置有移动电机,所述移动电机下方固定设置有齿轮,所述车身通过齿轮啮合与下横梁活动连接,所述齿轮一侧固定设置有正极触头,所述正极触头一侧固定设置有负极触头,所述负极触头内部固定设置有复位弹簧,所述车身远离齿轮一侧固定设置有冲击装置,所述冲击装置一侧固定设置有红外传感器。
7、通过上述方案,通过设置车身,作为承载各构件的整体,车身可以随着一侧的移动电机带动齿轮旋转,然后齿轮与横梁啮合带动整个车身进行左右自由移动,到需要的位置时,加热机构可以通过电火花使仅变形区域一小部分位置得到加热并进行热锻矫正,这样可以尽量避免能量损耗和热变形。
8、优选的,所述整体矫正机构包括第二桥架,所述第二桥架内部活动设置有第三螺纹杆,所述第二桥架顶端固定设置有第二电机,所述第三螺纹杆顶端穿过第二桥架与第二电机固定连接,所述两个第一桥架之间活动设置有上横梁,所述下横梁顶端固定设置有若干第二轮齿,所述上横梁外部活动设置有滑套,所述滑套底端固定设置有液压伸缩杆,所述液压伸缩杆底端固定设置有压力盘,所述压力盘顶端固定设置有若干散热片。
9、通过上述方案,通过设置第二桥架,第二桥架的使用方法与第一桥基本一致,但是第二桥架之间的装置变成了液压杆和压力盘,通过和下方的矫正盘共同协作可以对大范围或整体变形严重的金属进行整体矫正,而且压力盘上方的散热片还能加快金属冷却,提升加工速度。
10、优选的,所述夹持机构包括滑块和拉力电机,所述滑块一侧固定设置有若干钢丝绳,所述钢丝绳一端穿过固定块与拉力电机固定连接,所述滑块和拉力电机之间固定设置有过渡轮,所述过渡轮固定连接在固定块内部。
11、通过上述方案,通过设置夹持机构,夹持机构的动力是设置在固定块一侧的电机,工作时电机旋转绞动钢丝绳,钢丝绳牵引着滑块向一侧运动直至将变形的钢材完全夹紧,防止在热锻矫正过程中金属乱飞或者移动位置致使矫正工作出现失误。
12、优选的,所述矫正盘两侧固定设置有侧轨道,所述局部矫正机构和整体矫正机构均通过侧轨道与矫正盘活动连接,所述矫正盘顶端固定设置有顶轨道,所述夹持机构通过顶轨道与矫正盘固定连接。
13、通过上述方案,通过设置侧轨道,第一桥架和第二桥架都是安装在底座两侧然后与轨道相连接,通过轨道在装置上进行自由移动,轨道内部可以选择安装润滑油的自动释放装置,顺着轨道和桥架之间的缝隙自上而下润滑油会流过每一个需要润滑的部位。
14、与现有技术相比,本实用新型的有益效果是:
15、1.该一种模具钢变形校正装置,使用时可以将需要进行矫正的,变形的钢材放置于矫正盘上,此时启动拉力电机拉动固定块向前移动将变形模具夹紧,防止乱动,然后通过下方第一螺杆旋转带动上方局部矫正机构前后移动,桥架内部的第二螺杆旋转可以带动下横梁来上下移动,下横梁外部安装的范围加热机构可以左右自由移动,整体组合起来,整个局部矫正机构亦可以在整体空间内全方位移动到所需要进行矫正的位置以后,首先范围加热机构内部的负极触头与金属材料接触,然后正极触头释放出高压电火花,在高压电传导的过程中,会将正负极触头之间的区域加热,甚至烧红,此时将正负极触头移走,由红外传感器感知下方加热点的位置以后,引导机构内部冲击装置移动到指定位置,冲击装置在运动时产生高频震动,在很短的时间内不断冲击钢材表面的变形位置,直到完成矫正为止,该装置可以做到在钢材只有小范围变形时的矫正工作,降低了因整体矫正时使用的能量消耗,而且钢材整体加热矫正以后如果散热不均会出现再次变形,该装置在使用时只会对部分变形区域进行加热矫正工作,有效的避免或者减少该情况出现的可能性。
16、2.该一种模具钢变形校正装置,在局部矫正机构一侧有整体矫正机构,当钢材出现整体大范围扭曲变形时,可以将钢材放置于矫正盘上面,通过夹持机构夹紧以后,启动矫正盘下方的电磁线圈,电磁线圈产生磁力场,会对上方的变形钢材不断的加热,同时因为整体矫正机构的运行方式和局部矫正机构一样,所以可以很轻易的将上方的压力盘移动到变形最严重的位置,然后随着下方钢材的不断加热,上横梁和压力盘也在液压伸缩杆的动力之下不断的下压,采用热锻的方式对变形的钢材进行整体矫正处理,当压力盘下压到指定位置以后,矫正盘下方的电磁线圈停止加热,同时压力盘顶端的散热片不断地将钢材内部的热量传导出去,这样在现场快速加热又快速降温的方式相比传统的将烧红的钢材移动位置的方式更加的安全也更加的方便,和局部矫正一样这种方式也可以尽量避免和减少因散热不均匀导致的钢材二次变形的问题,而且该装置拥有整体矫正和局部矫正两种功能,在使用时选择也更加丰富,安全性也更高,同时对于能量的损耗也更低。
- 还没有人留言评论。精彩留言会获得点赞!